Baccini印刷机常见的报警信息
- 格式:doc
- 大小:182.50 KB
- 文档页数:8
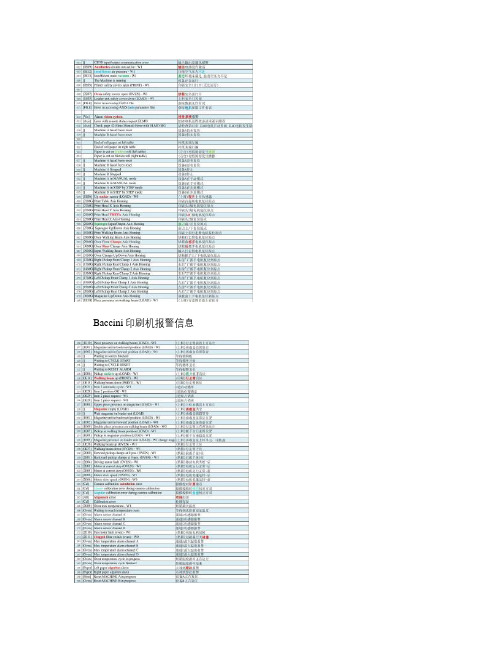
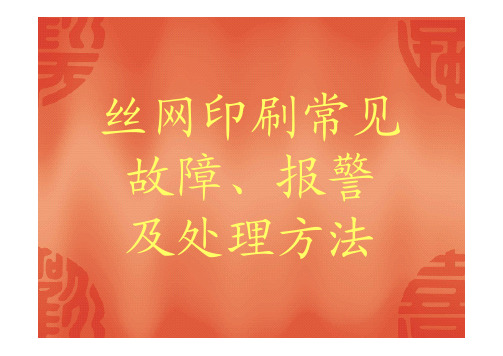
Baccini印刷机报警信息Elmo Driver NON OPERATIONALPower supply under voltageElmo电机驱动没有动作报警供电电压低于所需电压0" 1"2" Power supply over voltage3" Motor short circuit4" Amplifier overheating5" Motor failure6" Current limit (LC7" Stack overflow or CPU exception8" Stopped by a limit switch9" Main encoder error10" Auxiliary encoder error11" The peak current has been exceeded12" External inhibit13" Digital hardware failure14" Digital hall sensor15" Speed error exceeded16" Position error exceeded17" Inconsistent database18" Life guarding failure19" Failed to find electrical zero20" Speed limit exceeded21" Position limit exceeded22" Cannot tune the current offsets23" Time-out PDO2 message",PDO224" Motor hardware fault25" Position positive limit exceeded26" Position negative limit exceeded27" Wait axis in position window28" CAN communication error29"Error PDO2 message code供电电压高于所需电压电机短路放大器过热电机故障电流受限堆栈溢出或CPU异常限压停止主编码器错误辅助编码器错误超过峰值电流外围受限数字硬件故障数字化霍尔传感器超速超过位置误差数据库数据记录不统一生命保卫失效查找电气零点失败超速超出限位不能调动目前的偏差信息输出超时电机硬件故障正向限位超出反向限位超出等待电机在复位原点位置窗口CAN通讯错误PDO2错误信息代码错误。

报警信息的一般结构报警信息由以下几部分构成:(1)报警代码:这是在机器软件程序源代码中建造者用来标记报警信息的累计数字。
对操作人员来讲一般没有用处,只有当Baccini的设备人员被要求提供帮助的时候使用。
(2)报警类型(不是对所有的报警):这部分信息包括在一中括号中,并能够显示报警发生在什么地方(如印刷头,烘干炉等等)或者报警发生在什么装置或者与哪一个功能相关(如输入-输出,纸,校准等等)。
(3)项目:这部分信息也包括在一中括号中,并能显示是哪一个项目,在机械上,电子上或者气动装置上等,并包含报警信息来源于哪个部分的详细描述。
(4)描述:这部分信息主要是机器不运行的解释与说明。
(5)期望的状态(只对输入信号相关的报警):这部分信息主要显示输入信号的状态应该是什么。
有两种可能的状态:----------W0(等待为0状态):输入信号状态为高电位,但是期望值是低电位;---------- W1(等待为1状态):输入信号状态为低电位,但是期望值是高电位;一般的报警信息:这种报警信息主要与主电源,外部空气压力和外部主真空相关,这些条件都是使机器正常运转所必需的条件,一般来讲会出现以下报警信息:(1)001 [0E09] [01] Aux. Circuits not anctive —W1这个信息表明机器的辅助设施丢失。
它意味着提供给马达的电源没有满足要求(一般为24V)。
在电子图表中P2是低的,0E09输入信号也是太低,因此,马达和条件输出信号不能正常工作。
相反,非条件输出信号和编码器应该正常工作。
这种报警信息经常发生在开启机器时或者按下紧急按钮时。
解决方法:拔出机器上所有的紧急按钮,按下操作台面上的绿色辅助按钮并检查输入信号0E09输入信号是出现高电位。
(2)003 [printer] [01] Machine A hasn’t been reset.这个报警信息意思是自从机器打开以来,机器A的全面复位程序还没有执行,即机器A没有复位解决方法:①确保空气压力和真空正常;②拔出所有的紧急按钮;③按下绿色的辅助设施启动按钮(auxiliaries button);④使设备处于自动状态;⑤按下绿色复位按钮,复位程序开始;⑥等待直到复位程序结束(绿色的复位按钮不再闪烁,且处于稳定)。

印刷设备的报警信息及其解决方法报警信息的结构组成每条报警信息包含以下部分:报警代码:这是厂家在软件源代码中设置的有用的信息代码,此代码对操作者没有用途,我们可以凭借此代码向厂家人求助。
部位或报警类型(部分报警信息):在方括号里面,显示出是那个设备报警,或者是哪一类的报警。
条目(部分报警信息):在方括号里面,显示出是那个设备报警,或者是哪一类(机械、电器或者气动)的报警。
描述:介绍故障信号状态:?W0 (wait to be 0): W1 (wait to be 1):一般的报警这类信息通常由于主电源故障,空气或者真空压力错误引起,这个信息指出了设备上缺少的附件,这就意味着电机没有电源供给。
电路上的p2信号是低信号,0e09的输入信号也是低信号。
电机和相关的输出都不会工作,相反,无关的输出信号和电机的编码器仍然继续工作。
这种情况通常发生在设备打开状态下,急停被按下。
措施:解锁急停,按下绿色按钮,检查输入信号0e09是否变成了高电位。
这种报警是印刷机被打开,但是印刷机没有进行复位。
措施:1、确保真空和压缩空气的压力;2、解锁印刷机的所有急停3、按下绿色按钮;4、设备打到自动状态(黑色选择器);5、进行复位6、等待复位结束(蓝色复位按钮不闪了复位完成)。
措施:和004相同的解决方式。
烘干炉没有复位。
压缩空气的压力比实际需要的低。
措施:1、检查供给的空气压力是否正常和稳定,值得强调的是,即使设备的空气压力正常,这个报警仍然存在,这时要进行必要的复位操作以删除报警。
2、把通向设备的总阀门关闭,检查空气的压力是不是6bar。
3、检查空气的压力传感器:这个传感器在设备的底部,标记着0e12。
它提供数字输入信号0e12,当空气压力值到了设定值时,该信号为1,否则为0.这个传感器能用螺丝刀进行调整。
真空压力低于所需要的值。
措施:1、如果真空由一个venturi泵提供,首先检查空气的压力值,空气压力本身是真空发生器。

常见故障的排除机械手吸双片1、调节吹气的位置:用10或11号扳手2把,调节吹气孔的方向(白箭头所指为气孔位置),使得片子能够被风吹开。
这是最有效也是首选方法。
2、调节气流量,使风的强度增大。
(黑箭头所指为气体节流阀位置)3、调节延时时间,使片子分开时间变长。
调节下面两个参数都可以增加机械手的抓片时间。
上料台无法自动上料其原因一般为对角感应器未接收到信号所致。
带红光的一头是发射端,不带红光的一头是接收端。
解决方法:观察两端如果都没有红灯则是光纤损坏,立即更换。
如正常则将片盒移走,打开下面盖板,在左边可以看见一个光纤放大器,在这里可以看见感应器的状态,先擦拭光纤感应器头部,看是否只有绿灯亮,如果有表示光纤头部太脏所致;如果还是不行,那么调节下面黄色旋钮,顺时针为放大,看是否只有绿灯亮;调节到最大还是不行,则调节光纤头部上下位置,调到只有绿灯亮为止。
传送臂错位报警1、 Wait axis in position window传送臂不能够到达指定位置,因此报警,出来此信息。
解决方法:1) 传送臂里面碎片太多导致,清洁碎片后42-菜单复位即可。
2) 加速度太大导致,大的加速度会导致电机无法自由控制。
减小加速度。
3) 机械摩擦太大。
手动检查机械摩擦,润滑。
2、 Negative position limit exceeded/ Positive position limit exceeded可能对马达设置了一个软件的位置限制,每次马达超过这个限制时,一个停止命令马上发出,这个错误会出现。
解决方法:马达参数设置到允许范围之内。
3、 Failed to find electrical zero对大部分马达而言复位程序的第一步是测试镀锡卷板的位置(有时机械振动会被误认为复位程序的开始),如果测试失败则该信息出现。
解决方法:1)检查译码器工作是否正常。
2)关掉马达的电源(例如按下紧急按钮),检查运动是否由机械振动引起。
精心整理印刷设备的报警信息及其解决方法报警信息的结构组成每条报警信息包含以下部分:报警代码:这是厂家在软件源代码中设置的有用的信息代码,此代码对操作者没有用途,我们可以凭借此代码向厂家人求助。
部位或报警类型(部分报警信息):在方括号里面,显示出是那个设备报警,或者是哪一类的报警。
0e09。
措施:1、检查供给的空气压力是否正常和稳定,值得强调的是,即使设备的空气压力正常,这个报警仍然存在,这时要进行必要的复位操作以删除报警。
2、把通向设备的总阀门关闭,检查空气的压力是不是6bar 。
3、检查空气的压力传感器:这个传感器在设备的底部,标记着0e12。
它提供数字输入信号0e12,当空气压力值到了设定值时,该信号为1,否则为0.这个传感器能用螺丝刀进行调整。
真空压力低于所需要的值。
措施:1、如果真空由一个venturi泵提供,首先检查空气的压力值,空气压力本身是真空发生器。
2、检查供给的真空压力是否良好和稳定,值得强调的是,即使设备的真空压力正常,这个报警仍然存在,这时要进行必要的复位操作以删除报警。
3、检查真空压力表上的压力数值,关闭设备的总阀门,看压力是否到达负700mbar。
4、检查真空的压力传感器:这个传感器在设备的底部,标记着0e13。
它提供数字输入信号0e13,当真空压力值到了设定值时,该信号为1,否则为0.这个传感器能用螺丝刀进行调整。
116—0e14—09—A—设W1—传感器0e14措施:12、在或者14.3但是456的状态值。
如果所有的都正确,则用过机械命令(向上、向下)检查传送臂的机械运动。
校准报警摄像头校准有许多不同的错误,这些错误会引起报警和警告信息。
下面的这些报警能发生:某一个摄像头正在校准。
措施:等待校准完成。
这种信息通常和不同windows界面的信息一起出现,在这个界面里会显示那一个摄像头出现了错误。
这个信息意指检测等没有完成。
措施:1、确定下载了正确的程序。
通常被叫做cal.dat或calib.dat或calxxx.dat,这个xxx是代码。
Canon BX/BXⅡ常见故障及排除在印刷制版方面,Canon BX/BXⅡ是一款相当不错的机型。
其首页等待时间短,打印速度快(可达到16PPM),分辩率高(600DPI),操作简单,性能稳定。
下面我们将介绍常见一些故障及排除。
1、打印卡纸:首先观察卡纸发生的位置,一般发生在三个位置:进纸口、加热组件、出纸口。
1) 进纸口位置卡纸。
先确定搓纸组件能正常工作、搓纸轮搓纸有力,必要时予以更换。
再确定进纸传感器已复位,清洗进纸传感器,必要时更换相关传感器。
2)加热组件位置卡纸。
先确定取纸分离爪、上辊、下辊能否正常工作,清洗相关部件,必要时予以更换。
观察导纸道是否变形,清洗之,必要时更换导纸道。
排除上述原因,更换硒鼓驱动电机。
3)出纸口卡位置卡纸。
观察出纸杆是否搓纸有力,清洗之,必要时更换出纸杆。
清洗出纸传感器,必要更换出纸传感器。
2、打印样张不正常:打印样张偏淡(高压板黑度控制钮已调至最大档)、变形、有回扫线、全黑或全白。
在确保硒鼓正常的情况下,先清洗激光器镜片组,如不能解决上述现象,再逐步更换以下部件:激光器组件、高压板、主板。
3、打印机有纸有粉的情况下,报缺纸缺粉。
1) 有纸仍报缺纸。
清洗纸盒传感器的微型触点,清洗测纸传感器,必要时予以更换,甚至于整个高压板;2) 有粉仍报缺粉。
粉仓加入的粉是否过多;清洗测粉传感器,必要时更换之,甚至于整个高压板。
4、没卡纸时报卡纸:检测进纸、出纸传感器是否复位,在复位时仍报卡纸,清洗相关传感器,必要时予以更换。
5、激光打印机不预热:1) 观察两排气风扇是否工作。
在确保两风扇均能正常工作的情况下,逐步进行以下操作;2) 电源是否有输出,输出是否正常,必要时更换电源;3) 测量加热组件中的热敏电阻、热敏开关、加热灯管是否正常,不正常者需更换;4) 进行上述操作后,故障现象仍存在,更换主板。
4L/4P激光打印机的信号灯有三个,由上到下分别为错误灯、缺纸灯、进纸灯、准备好灯。
5 故障解答5.1 警报5.1.1 警报概述当有警报发生时,机器会同时用以下信号通知操作人员。
声音信号:当有故障发生时,警报器会发出声音。
光学信号:警报灯在没有故障的情况下熄灭。
当至少有一个报警没有被操作人员确认时,警报灯会闪烁。
人机界面上的文字报警:当有报警情况出现时,监控系统上就会显示报警的文字和对应的地址。
当有危险情况出现时,机器能够进入安全状态。
当机器检测到以下的危险情况,例如一个或几个机器部件故障,操作人员的错误的操作或处理(包括触动了安全互锁),机器的声光报警将会把操作人员的注意力吸引到主控台来。
当有故障出现时,报警文字就会出现在主控台的显示单元上。
操作人员可以通过按下一个特殊的按钮进入显示当前报警的页面。
在这里用户可以通过按下ACK(确认,复位报警)来观察当前报警:如果引起报警的条件消失了,系统就可以进行正常操作。
如果这个条件继续存在,与这个条件有关的功能将被禁止,除非这个条件(引发报警的故障)被操作人员或被维修人员处理掉。
对于报警的精确描述,请参见ROTOMEC 监控系统手册及PLC 的地址和电气图。
可以从报警文本中得到更详细的故障信息,在其开始处是对应的PLC 的地址,在其结尾处是与此相关的电路图的页码。
报警的效果:根据报警的严重程度,对人身安全和机器部件的影响程度,机器会作出不同的反应。
系统用报警文本中的一个数字来表示反应的分类:5.1.2 本章中出现符号的含义5.1.3 警告描述压缩空气压力故障→A-001电气柜温度过高A-002气涨轴卡盘未锁住→A-003驱动器电源模块故障A-004电子轴故障→A-006静电放电/充电棒故障A-007接触器故障A-009驱动器故障A-010 延时紧急停止硬件故障A-011编码器故障→A-012 油墨小车退出故障(超时)→A-013限位开关故障→A-014光电开关故障A-015油墨小车进入故障→A-016L.E.L.设备故障→A-017放卷部拼接机构移动故障→A-018废气燃烧器故障→A-020 烘箱n 的PT100 温度传感器故障A-021传感器故障A-022电晕装置故障A-023进风风机故障A-024电气柜进风风机故障A-025PLC 电池电压过低A-026放卷部无法进行自动拼接A-027PLC n 从EEPROM 加载程序A-028 第n 单元的搜索零位过程未能完成→A-029放卷部预拼接卷直径过小→A-030驱动器未准备好A-031ISOFLOW 粘度超差→→A-032印刷单元n 未被选中→A-033 由收/放卷部电机超速检测到的断膜A-035到达放卷部能够自动拼接的最小直径→A-036印刷单元n 的油墨槽液位低→A-037 收卷部或放卷部预拼接电机未被选中A-038残余溶剂L.E.L 报警→→A-039残余溶剂L.E.L 预报警→→A-040放卷部即将进行拼接A-041牵引单元压辊处于打开状态A-042 由压力开关检测到的风机(进风风机)n 空气流量故障→→A-043断路器跳闸A-044收卷部收卷到达最大直径→A-046 请重新选择放(收)卷部拼接方向(上,下)→A-047请重新设定工艺参数→A-048无法移动放卷部拼接机构上下→A-049由…….检测到的断膜→A-050电机正在运行,系统无法关闭A-052 进料单元压辊处于禁止关闭状态(安全状态)→A-053电机过热A-054 5.1.4 报警的详细描述报警A-001 压缩空气压力故障需要的材料:1. 万用表2. 纸质或从触摸屏报警页面调出的电子格式的电路图和气路图电气检查记下报警信息中对应的图号。
印刷设备的报警信息及其解决方法报警信息的结构组成每条报警信息包含以下部分:报警代码:这是厂家在软件源代码中设置的有用的信息代码,此代码对操作者没有用途,我们可以凭借此代码向厂家人求助。
部位或报警类型(部分报警信息):在方括号里面,显示出是那个设备报警,或者是哪一类的报警。
条目(部分报警信息):在方括号里面,显示出是那个设备报警,或者是哪一类(机械、电器或者气动)的报警。
描述:介绍故障信号状态:W0 (wait to be 0): W1 (wait to be 1):一般的报警这类信息通常由于主电源故障,空气或者真空压力错误引起,这个信息指出了设备上缺少的附件,这就意味着电机没有电源供给。
电路上的p2信号是低信号,0e09的输入信号也是低信号。
电机和相关的输出都不会工作,相反,无关的输出信号和电机的编码器仍然继续工作。
这种情况通常发生在设备打开状态下,急停被按下。
措施:解锁急停,按下绿色按钮,检查输入信号0e09是否变成了高电位。
这种报警是印刷机被打开,但是印刷机没有进行复位。
措施:1、确保真空和压缩空气的压力;2、解锁印刷机的所有急停3、按下绿色按钮;4、设备打到自动状态(黑色选择器);5、进行复位6、等待复位结束(蓝色复位按钮不闪了复位完成)。
措施:和004相同的解决方式。
烘干炉没有复位。
压缩空气的压力比实际需要的低。
措施:1、检查供给的空气压力是否正常和稳定,值得强调的是,即使设备的空气压力正常,这个报警仍然存在,这时要进行必要的复位操作以删除报警。
2、把通向设备的总阀门关闭,检查空气的压力是不是6bar。
3、检查空气的压力传感器:这个传感器在设备的底部,标记着0e12。
它提供数字输入信号0e12,当空气压力值到了设定值时,该信号为1,否则为0.这个传感器能用螺丝刀进行调整。
真空压力低于所需要的值。
措施:1、如果真空由一个venturi泵提供,首先检查空气的压力值,空气压力本身是真空发生器。
2、检查供给的真空压力是否良好和稳定,值得强调的是,即使设备的真空压力正常,这个报警仍然存在,这时要进行必要的复位操作以删除报警。
3、检查真空压力表上的压力数值,关闭设备的总阀门,看压力是否到达负700mbar。
4、检查真空的压力传感器:这个传感器在设备的底部,标记着0e13。
它提供数字输入信号0e13,当真空压力值到了设定值时,该信号为1,否则为0.这个传感器能用螺丝刀进行调整。
输入信号相关的报警:这种报警是最常见的。
设备的软件程序包含不同的序列,序列包含许多的步骤。
它们都能够使能或者不使能输出信号,或者驱动不同的电机。
设备上装了很多的传感器,都是为了检测汽缸的位置、电机的超载、任何设备的状态。
时时刻刻如果输入信号的状态不同于我们希望的状态,这种报警信息就产生了。
既然每个信息的结构都是一样的,可以依照下面的例子进行分析:此信息分开浏览:116—报警代码,对厂家设计者有用,对于操作者没有用。
0e14—报警相关的输入信号。
09—标识。
电路图上输入信号的标识。
Walking Beam up---在高的位置。
输入信号引起的报警。
A—设备部位,a代表印刷机,b代表烘干炉。
W1—输入信号期望的状态,(1—高,0—低)传感器0e14的高状态,这个传感器安装在印刷机传送臂的上下汽缸上,意指传送臂在高位置。
传感器的低状态,意指传送臂不再高状态或者还没到达高状态。
这个信息最后的解释是::传感器0e14在低状态,然而,我们希望它在高状态。
因此,程序的序列运行停止,设备停止并且116报警出现。
措施:1、在输入输出页检查相关的输入信号0e14。
如果它是on,并且报警信息包含w1,则报警了出现错误。
2、在wago硬件模块上检查相关的输入信号0e14。
每个输入信号用xexx表示。
第一个x是连接点或者box号,其他的xx显示了在连接点内的信号编号。
例如:0e14,在box 号0上的输入信号14.不同的box安装在设备的上面,第一个通常安装在印刷头的上面,接近PC机。
从前面看连接点,能看见通讯单元连接着can总线,还有许多数字、模拟信号的不同模块,数字信号连接在上面的黄色塑料部分模块,每个模块能操纵4个数字输入信号,通过模块下面的绿色指示灯可以检查到信号的状态。
3、检查发出信号的传感器状态,这个传感器安装在印刷机传送臂的上下汽缸上,如果传感器亮,但是wago硬件上的灯灭,传感器和硬件之间的连接线出现问题,检查线。
4、检查传感器本身是否损坏或者位置错误。
5、检查传感器的真正状态应该是什么:在例子中,检查传送臂的位置,看是否在高状态。
6、检查相关的输出信号:当传送臂要求打到上时,相关的输出信号0a14(下)和0a15(上)分别关闭和开启。
在输入输出页检查他们的状态是否正确,如果没发现错误,则检查设备气动部分的状态值。
如果所有的都正确,则用过机械命令(向上、向下)检查传送臂的机械运动。
校准报警摄像头校准有许多不同的错误,这些错误会引起报警和警告信息。
下面的这些报警能发生:某一个摄像头正在校准。
措施:等待校准完成。
这种信息通常和不同windows界面的信息一起出现,在这个界面里会显示那一个摄像头出现了错误。
这个信息意指检测等没有完成。
措施:1、确定下载了正确的程序。
通常被叫做cal.dat或calib.dat或calxxx.dat,这个xxx 是代码。
用户也可以更改名称。
2、检查图像:脏或者不规则。
3、检查焦点和光线(摄像头上又2个小的调节器)。
4、约束模型:视频系统会比较真正的图像和理想的图像。
模型可能是不正确的。
去vision 菜单页,重建模型。
5、检查被观察区域:视频系统会分析这个区域,并确认这个区域在不同的位置存放参考物是足够大的。
如果开始位置离中心不是很近,或者靠近某个边缘位置,在摄像头参数页面进行调整。
校准的第一部分,线性部分,没有完全正确的完成。
校正算法没有把视频系统收集的及电机相关的x、y和角度测量数据很好的排列。
措施:1、重复象047那样的步骤。
2、检查x、y和角度的移动范围是否在他们所允许的范围内,校准期间,电机不能在他们的极限位置移动。
3、检查电机是否很好的运转。
它们是不是震动、是不是规则的运行、有没有很大的摩擦,编码器有没有工作。
所有这些都可能引起这个报警这和048类似,它是校准的第2个部分-角度部分。
印台的纸报警印刷台带有一个旋转的纸系统,这个系统通过2个dc马达运转,这2个马达安装在印台的下面,一个叫位置马达(内部的),另一个叫摩擦马达(外部的)。
由于他们以不同的方式工作而这样命名:第一个是位置命令的,第2个是相反方向转矩命令的,因此纸总处于平坦的状态。
转矩通过每一个前进的算法进行调整,并取决于这个滚轮的估计直径。
这个报警通常发生在纸进刀以后,当macaroni滚轮的估计直径值接近于空的滚轮。
措施:1、更换纸。
2、如果还有很多纸需要打开,应该停止设备并重复调整纸的位置,确信滚轮直径的当前值当滚轮转动的速度太快时,这个报警产生。
意指纸被切到,因此这个摩擦马达,继续加速。
措施:1、用胶布连接断的纸,并进行自动调整。
2、如果滚轮将要结束转动,更换纸并进行自动调整。
3、任何情况下,开始自动调整之前,定义转轮直径的数值。
每一次纸前进,通过估计和调整直径的数值对滚轮的运动进行检查。
措施:1、确认纸是在位置马达上规则的转动,在滚轮上没有大的空隙。
在这种条件下进行更换纸。
2、在手动轴页,检查位置马达的正确运行。
3、对当前的滚轮直径对纸进行重新测试。
elmo轴(名称来自于马达)用MGxx标识,xx是一个从10开始的数字,在手动elmo轴或者参数页的上面能看见完整的信息。
与任何马达相关的报警引起同样的报警描述,然而详细的描述在手动elmo轴页面是可以看见的。
xx号马达出现错误措施:1、去手动elmo轴,选择xx号马达:并在该页检查大的空白方框。
在这个方框里下面的信息可以显示:驱动卡没有准备好通讯。
措施:检查驱动卡的连接,网线重新连接:重新启动电脑。
驱动卡检查出马达出现短路现象。
措施:检查马达到驱动卡的电线。
检查马达的所有连接线。
这个信息通常和相关驱动的资料的详细的描述一起显示出来。
限位开关触发,马达停止。
这种报警是由于硬件的限位开关连接到驱动卡上。
只要马达的运行超出了它所允许的范围,则马达停止。
措施:将马达手动移动,并进行复位操作。
外部禁止。
当驱动卡上的数字输入的使能关闭时,此报警显示。
措施:解锁所有的急停按钮,并按下运行按钮。
使能应该会显示出来。
检查电路图上的标记en的信号。
当马达需要移动时,驱动卡产生一个理论的移动曲线,在移动过程中,理论和实际之间将产生小的误差,同时速度也会产生,因此,驱动会增加或者减少电流值使误差尽量减小。
措施:1、确定有电!2、按下开始循环按钮,观察几分钟。
马达应该保存它的位置。
3、马达断电,检查是否又摩擦。
4、在elmo轴参数页,检查更改过的速度、加速度和减速度的值。
很高的加速度和减速度对于马达很难形成小的误差(和理论相比)。
保存原有的数据。
5、检查电流极限值是否改变,很低的电流值对于马达很难形成小的误差(和理论相比)。
保存原有的数据。
大部分马达的复位开始时,第一步就是检查线圈的正确通讯(在复位刚刚开始可以看出一点震动)。
如果这个测试失败,这个报警就会显示。
措施:马达断电(或者按下急停),检查沿着stroke的运动是否摩擦。
2、如果摩擦一般,利用composer软件重新自动调整并保存数据。
3、检查编码器是否正常工作。
超出正极限位置。
措施:马达复位。
超出负极限位置。
当can总线的网络通讯出现延时时,此报警出现。
措施;重新连接驱动卡的can总线。
重新启动电脑。
热电偶检查到马达温度过高时,出现报警,并关闭马达。
措施:检查马达到驱动卡的所有电线2、检查编码器是否正常3、检查马达是否有摩擦。
当软件程序希望马达在一个位置,但是它没在那个位置时,报警出现。
措施:马达跳到手动模式,去elmo手动页。
检查相关的轴,看是否有摩擦。
每次移动,设定位置和实际位置应该完全一样。
如果不一样,检查是否摩擦。
整个设备进行复位。