PLC及传感器选型
- 格式:docx
- 大小:12.57 KB
- 文档页数:1


中文摘要摘要目前对于工厂环境的监测和控制,基本上是人工进行的,劳动强度大,繁琐。
由于人工反应不及时,造成损失的现象时有发生。
而且现在许多工厂车间对于环境的要求越来越高,固有的监测和控制方法已经不能满足其需求。
随着PLC 技术的发展,PLC技术被更广泛的应用于实时监测和控制中来。
通过PLC技术的应用,能够清晰直观并且实时的收集信息,并自动快速的做出反应,实现对车间环境的自动化、智能化。
本论文主要讲述了基于以西门子S7-200系列可编程控制器(PLC)为主要的控制元件,采用PID算法进行控制,运用PLC梯形图编程语言进行编程。
本次设计的目的是实现对工厂环境的温度,湿度及管道压力进行实时监测和显示,并通过PID算法对温度、湿度和压力进行控制,使环境可以维持在工业要求的范围内。
关键词:温度湿度压力可编程控制器AbstractABSTRACTNow the monitoring and controlling of factory environment is basically a manual of labor-intensive and cumbersome. Artificial response in a timely manner, resulting in the phenomenon of the loss occurred. And now, the increasingly high demand for many of the factory floor environment, inherent in the monitoring and control methods have been unable to meet their needs. With the development of PLC technology, PLC technology is more widely used in the real-time monitoring and control. Through the application of PLC technology, clear and intuitive and real-time collection of information, automatically and quickly respond to the automation of the workshop environment, intelligent.This paper mainly based on Siemens S7-200 series programmable controller (PLC) for the control of the main components,the use of the PID algorithm,the use of PLC ladder programming language programming,to achieve the factory environment, temperature, humidity and pressure of the pipeline real-time monitoring and display, and at the same temperature, humidity and pressure control design method.Key words: temperature humidity pressure PLC目录摘要 (I)ABSTRACT (II)目录 (III)第一章引言......................................... - 1 -1.1 课题的背景和意义.................................. - 1 - 1.2 国内外研究现状.................................... - 1 - 1.3 本课题的主要研究内容............................... - 2 - 第二章 PID算法介绍.................................. - 3 - 2.1 PID算法简介...................................... - 3 - 2.2 PID参数的调整.................................... - 4 - 2.3 PID控制的应用.................................... - 5 - 第三章基于PLC监控系统的硬件设计 ....................... - 7 -3.1 系统的主要技术指标与参数........................... - 7 - 3.2 系统设计方案的论证 ................................ - 7 - 3.3 PLC的概述及选型 .................................. - 7 -3.3.1 PLC的产生和应用 ............................... - 8 -3.3.3 PLC的选型 ................................... - 10 -3.4 传感器的选择.................................... - 11 -3.4.1 温度传感器的选择.............................. - 11 -3.4.2 湿度传感器................................... - 13 -3.5 模块的配置和应用................................ - 15 - 3.6 其他元器件的选择................................ - 16 - 3.7 系统硬件接线图.................................. - 17 - 第四章系统的软件设计............................... - 19 -4.1 常用PLC程序的设计方法........................... - 19 -4.2 系统流程图..................................... - 19 - 4.3 温度监控程序的设计 .............................. - 20 - 4.4 湿度监控程序设计................................ - 25 - 4.5 压力监控子程序.................................. - 28 - 结论 ............................................. - 33 -参考文献.......................................... - 34 -致谢及声明......................................... - 35 -第一章引言1.1 课题的背景和意义温度、湿度、压力和人类的生产、生活有着密切的关系,同时也是工业生产中最常见最基本的工艺参数,例如机械、电子、石油、化工等各类工业中广泛需要对温度、湿度、压力的检测和控制。
PLC与传感器连接方案选型参考传感器模拟信号数据采集与PLC系统匹配方案选型概述在工业现场中,压力、位移、温度、流量、转速等各类模拟量传感器因设计使用的技术方法不同。
传感器工作配电的方式主要分为两线制和四线制,其输出的模拟信号也各有差异,而常见的有0-20mA/4-20mA电流信号和0-75mV/0-5V/1-5V电压信号。
要把各类传感器模拟信号成功采集到PLC/DCS/FCS/MCU/FA/PC系统,就要根据传感器与数据采集系统的功能和技术特点进行匹配选型,同时也要考虑到工业现场传感器与PLC等数据采集系统的供电差异及各种EMC干扰的影响,通常把传感器输出的模拟信号隔离、放大、转换后送到PLC等数据采集系统。
PLC通过信号线采集传感器的模拟或数字信号,然后进行处理,如果传感器是模拟输出,PLC就要接模拟输入接口,如果传感器是数字信号输出,PLC就要接数字输入接口。
开关量传感器就是一个无触点的开关 ,开关量传感器可作为PLC的开关量输入信号。
一般用于开关量控制的设备,机床,机器等。
模拟量传感器是把不同的物理量(如 压力、流量、温度)转换成模拟量(4-20MA的电流或1-5V的电压)。
模拟量传感器作为PLC的模拟量输入模块的输入信号。
一般用于过程控制。
数字传感器是指将传统的模拟式传感器经过加装或改造A/D转换模块,使之输出信号为数字量(或数字编码)的传感器,主要包括:放大器、A/D转换器、微处理器(CPU)、存储器、通讯接口电路等。
常用的模拟量传感器分为两线制和四线制,两线制和四线制都只有两根信号线,它们之间的主要区别在于:两线制的两根信号线既要给传感器或者变送器供电,又要提供电流电压信号;而四线制的两根信号线只提供电流信号。
因此,通常提供两线制电流电压信号的传感器或者变送器是无源的;而提供四线制电流信号的传感器或者变送器是有源的。
因此,当PLC等数据采集系统的模板输入通道设定为连接四线制传感器时,PLC只从模板通道的端子上采集模拟信号,而当PLC等数据采集系统的模板输入通道设定为连接二线制传感器时,PLC的模拟输入模板的通道上还要向外输出一个直流24V的电源,以驱动两线制传感器工作。

3. 2硬件选型3. 2. 1西门子PLC工作原理及特点由十PLC具有比计算机更强的与工业过程相连的接口,更适应十控制要求的编程语言,因此PLC可以视为一种特殊的工业控制计算机。
但由十有特殊的接口器件以及监控软件,其外形不像计算机,编程语言、工作原理和计算机也有一定的差别。
PLC工作过程分为3个阶段:上电处理、PLC扫描过程和出错处理。
PLC上电后对PLC系统进行一次初始化工作,包括硬件初始化、工/0模块配置运行方式检查、停电保持范围设定及其它初始化处理等.这些是PLC内部处理阶段,这些程序是厂家在PLC出厂时就已经固化好了的,与用户的控制程序无关,一般比较固定,其运行时间与用户的程序运行时间相比,要短的多。
PLC上电完成以后进入扫描工作过程。
首先完成输入处理,其次完成与外设的通讯处理,再进行时钟、特殊寄存器的更新。
当CPU处十STOP模式时,转入执行自诊断检查。
当CPU处十RUN模式时,它将不断重复扫描过程。
扫描过程分为二个阶段:输入采样阶段,程序执行阶段,输出刷新阶段。
输入采样阶段首先扫描所有输入端子,并将各输入端子状态存入内存中对应的输入映像寄存器。
此时,输入映像寄存器被刷新。
接着,进入程序执行阶段,在程序执行阶段和输出刷新阶段,输入映像寄存器与外界隔离,无论输入信号如何变化,其内容保持不变,直到下一个扫描周期的输入采样阶段,才重新写入输入端内容。
程序执行阶段根据PLC梯形图程序扫描原则,PLC按先左后右、先上后下的原则逐句扫描。
但是遇到程序跳转指令时,则根据跳转条件决定程序的跳转地址。
当指令中涉及输入、输出状态时,PLC就从输入映像寄存器“读入”上一个阶段采入的对应输入端子的状态,从兀件映像寄存器“读入”对应兀件的当前状态,然后进行响应的运算,运算结果再存入兀件寄存器中。
对兀件映像寄存器来说,每一个兀件的状态会随着程序执行的过程}fn变化。
输出刷新阶段是所有指令执行完毕后,兀件映像寄存器中所有输出继电器的状态(接通/断开)在输出刷新阶段被存到输出锁存器,通过一定方式输出并驱动外部负载。

三菱PLC FX3U系列详细综述与机型选择控制规模:16~384点(基本单元:16/32/48/64/80/128点)第3代微型可编程控制器。
具有速度,容量,性能,功能的新型高性能机。
业界最高水平的高速处理及定位等内置功能得到了大幅强化。
包括远程I/O在内,可控制的最大输入输出点数为384点。
可以连接FX2N用的丰富的特殊扩展设备。
-1)基本单元(AC电源 DC输入型)AC电源 DC输入型的基本单元有6种(18个机型),内置DC24V传感器用供给电源(32点以下:400mA,48点以上:600mA)。
-2)基本单元(DC电源 DC输入型)DC电源 DC输入型的基本单元有5种(15个机型)扩展单元扩展模块*1:海外规格对应品*2:FX2N-8ER的有效点数和占用点数有误差。
表中()内的是占用点数,与有效点数的差值为空号。
对选择的扩展设备做选型计算时,请按照输入8点,输出8点计算。
扩展电源单元*1:环境温度超过40摄氏度时,有折损。
特殊单元特殊模块*1:传输路径的电源(Typical DC24V) *2:根据设定而变化 *3:AS-i电源(Typical DC 30.5V)*4:DC24V时70mA;DC5V时100mA。
*5:不可以同时使用。
此外,在整个系统中只可以使用1台FX2N-32ASI-M*6:可以在系统的最后最多连接3台。
*7:海外规格专用品功能扩展板特殊适配器*1:比其他的适配器更需要连接在基本单元测。
与模拟量通信用适配器合用时,需要FX3U-口口口-BD型功能扩展板。
存储器盒显示模块FX3U系列简易机型选择扩展的组成方法(详细内容请参考手册)FX3U可编程控制器中,扩展模块所需的电源由基本电源或者扩展单元供给。
因此,连接扩展模块时,需要考虑基本单元或者扩展单元的DC24V(传感器用供给电源)的电源容量。
此外,由DC5V的电源容量以及扩展设备的种类来决定特殊扩展的连接台数。
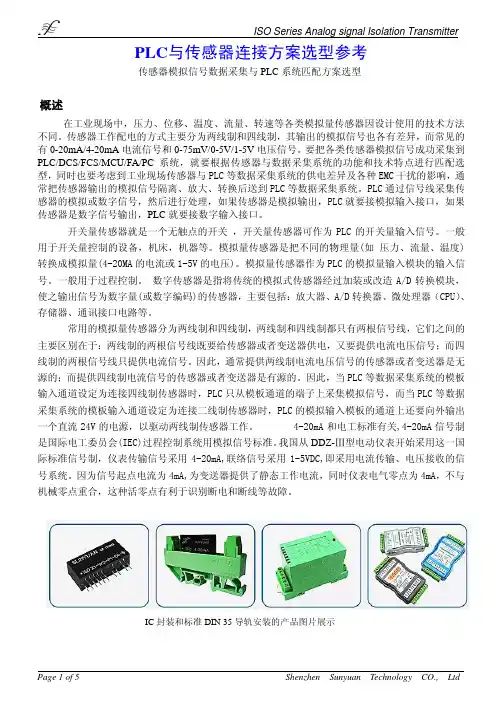
FX3U PLC可控制的最大点数:扩展设备的输入输出点数和CC-Link的远程I/O的合计是“384点”。