Proe设计冲压模具
- 格式:doc
- 大小:44.50 KB
- 文档页数:4
PRO/E_PDX五金模具设计简易教程一.1.点合并图标,两准备工作:将PDX内的.DEMO-MM.PART零件COPY到新目录.文件SAVE ,合并后零件变了颜色,工件参照零件已建好.2.点应用菜单,点SHEETMATEL,选驱动曲面(下平面)输入T=1.3.指定材料和折弯系数4.展开,选驱动曲面(下平面)5.准备文章,选驱动曲面,选CS1坐标系,此时弯曲等特征部位加亮显示.6.填充,自动的.后面的几个按键不管它,二.条带创建点条带按键,打开对话框,1.插入工件.REF参照零件,选工件,OK输入螺距(步距)100,宽度75,7个站排样图二2.插入切口,用作导正销来导向,也可直接插入参照零件,调节大小和位置上述参照参照零件最好一次做完,缩短再生时间3.创冲孔,成形,折弯工作站,孔如果是一次冲出,按SHIFT或CTRL一次选中,弯曲,成形也如此条料创建完成.上述关键点,转为钣金件,驱动曲面,(参照零件若包含孔,请在此处修正,不然在模具设计时修改会浪费时间三,新建模具1.点NEW,弹出对话框2.创建各板,记住各板颜色,也可先点文件,取出一现有模架再编辑大小.3.条料插入,点添加,选中栏中的数字,点指定,点小对话框箭头,选条料名,调节好位置(X方向)4.阵列,按耍选取导柱,螺丝,销等,调节好位置,它们会生成装配这些元件的点的位置.试装一导柱,其余三个选装配现有元件,导套也如此装,装螺钉更简单,注意,装轴肩螺丝钉(卸料螺钉)时,它默认只切两板,若是单工序模,穿过多板时应手动切割. 装配后修改时,最好先拆卸,再另装,否则,有很多情况会退出PROE系统若上述阵列点不出现,请打开层树,在层树中取消遮蔽,前面几项,一试便知.四,创建冲孔1.打开条料,在驱动曲面上绘出各冲孔中心点,此步最好在条料阶段就画出,2.先装一凸模,再装现有元件,按提示选点,面或板,输入各间隙.若装配凸模后,大家发现下面有一块板未能切出孔,肯定是你的圆凸模装配点绘的位置不在条料驱动曲面上装完圆凸模,下面再装仿形切削凸模,1.点击,出现对话框,选凸模类型,建议大家选第一种(因前面仿形切削凸模你如果没有记下数据,或不太懂模具会出问题)2.点STAMP_REF_TOP,在条料中选冲压参照零件上侧面,再选CUT_PLATE凹模板,STAMP_HEAD_PLATE固定板和GUIDE_PLATE导向板(卸料板或者其镶块}3.点STAMP_CUT_WITH_DYAFT开出切割板切口依此装配类似零件.若切口线条显示在下模座下还有很多,工程图上也如此,打开层树,BLANK 它上面装仿形切割凸模,对称复制的不能采用装配现有零件,改坐标也不行,再装其它零件时,不能继承选定的间隙和配合参数,不知是PTC本来做的不完善,还是我没搞懂.五.建成形冲压件1.选凸模类型,选参照点作为放置点,选冲压头板(固定板)的上面作冲压端面,(注意此处应打开此工位的零件,在X平面上绘点,例题为X.Y.Z三平面的交点)2.定义位置X,Y,OFFSET,Z_ROT,凸模在下,若反向装配,凸模会在上面(选项不同),可装凸模也可装凹模.3.若凸模不是你想要的形状,点通过零件修剪,打开凸模,修改完成.六.创建折弯1.选凸模类型,选参照点作为放置点,选冲压头板(固定板)的上面作冲压端面,不选钣金件轮廓和不要通过零件修剪(L1X=0,L2X=10,Y方向全为20,H3=10,H4=15)!问题解答:1. 有人问PDX与EMX怎么才能同时用?我有一个好办法,装好两软件,如将PROE/EMX配置文件放在D盘,则将PROE/PDX配置文件放在E盘,要运行哪一个则只要在PROE启动图标属性下更改盘符即可!!!!!!!图标,菜单均有.我就是这样用的!2.楼主:在做元件引擎》成型冲压块是提示:错误!SEARCH_STAGE_ORIENT_PLANE PLACEMENT_POINT STAGE_ORIENT请问是怎么回事,是那里有错误?如果你在第三工位做,请在条料中打开第三工位的零件,在三个平面的交点处草绘一个点,不用条料上原有的点,你就能做成了.3.只能做级进模么???????能做单工序模,卸料板做大些,轴肩螺钉才能自动切割板,否则要手动切割.弹簧按自由长度选,装配时会自动压缩.4.怎么装PDX简单说:1.解压到目录或解压后自接拷到PROE安装目录.2.将I486_NT下PDX20.DLL或全部文件拷贝到BIN中.3.将TEXT下PROTK.DAT媒体文件用记事本打开.修改exec_filetext_dir路径例:将e:\cadsoft\pdx2.1改为你解压后的pdx2.1绝对路径如: d:\program files\proewildfile\pdx2.1且将版本号改为与你的PROE相同4.将TEXT下CONFIG.PRO和CONFIG.WIN拷贝到你的启动目录5.用记事本打开启动目录下刚拷贝的CONFIG.PRO,在最后几行找到相应处并作如下修改:d:\program files\proewildfile\pdx2.1\text\protk.dat,再用记事本打开原PROE的CONFIG.PRO,复制,粘贴到PDX下的 CONFIG.PRO中打开野火,OK.6.坐标系非常重要,有许多东西做不发好,一般是坐标系不对引起的.。

proe课程设计冲压件一、课程目标知识目标:1. 学生能理解冲压件的基本概念、分类及在制造业中的应用;2. 学生掌握冲压模具的基本结构、工作原理及设计要点;3. 学生了解并掌握ProE软件在冲压件设计中的基本操作和功能。
技能目标:1. 学生能运用ProE软件进行简单的冲压件三维建模;2. 学生能运用ProE软件进行冲压模具的初步设计和分析;3. 学生具备对冲压件及模具设计问题进行分析和解决的能力。
情感态度价值观目标:1. 培养学生对冲压件及模具设计的兴趣,激发其探究精神;2. 培养学生具备良好的团队协作精神和沟通能力,使其在项目实践中发挥积极作用;3. 增强学生的创新意识,使其认识到先进制造技术在国家经济发展中的重要性。
课程性质:本课程为实践性较强的课程,旨在让学生在实际操作中掌握冲压件及模具设计的基本知识。
学生特点:学生具备一定的ProE软件操作基础,对冲压件及模具设计有一定了解,但缺乏实际操作经验。
教学要求:结合学生特点和课程性质,注重理论与实践相结合,充分调动学生的主观能动性,培养其动手能力和创新能力。
通过课程学习,使学生在掌握专业知识的基础上,具备实际应用能力。
课程目标分解为具体学习成果,以便后续教学设计和评估。
二、教学内容1. 冲压件概述- 冲压件的定义、分类及应用场景- 冲压工艺的基本过程及参数2. ProE软件在冲压件设计中的应用- ProE软件的基本操作与功能- ProE冲压件三维建模方法与技巧- ProE模具设计模块的应用3. 冲压模具设计- 冲压模具的分类、结构及工作原理- 冲压模具设计的基本要求与注意事项- ProE软件在冲压模具设计中的应用实例4. 实践操作与案例分析- 简单冲压件的设计与建模- 冲压模具的初步设计与分析- 结合实际案例分析,解决冲压件及模具设计中的问题教学内容安排与进度:1. 第一周:冲压件概述及ProE软件基本操作2. 第二周:ProE冲压件三维建模方法与技巧3. 第三周:冲压模具设计基础知识4. 第四周:ProE模具设计模块应用及实践操作5. 第五周:综合案例分析及讨论教学内容与教材关联性:本教学内容紧密结合教材,按照教材章节逐步展开,确保学生能系统地掌握冲压件及模具设计相关知识。

目录摘要: (I)Abstract: (II)1.前言 (4)1.1本课题研究的主要内容及现实意义 (4)1.2冷冲压加工的特点 (4)1.3冲压模具行业发展现状及技术趋势 (5)2.冷冲模的准备工作的分析 (5)2.1 冷热模具在服役中失效的基本形式 (5)2.1.1 塑性变形 (7)2.1.2 磨损失效 (7)2.1.3 疲劳失效 (7)2.1.4 断裂失效 (7)2.2 模具失效原因及预防措施 (7)2.2.1 结构设计不合理引起失效 (8)2.2.2 模具材料质量差引起的失效 (8)2.2.3 模具的机加工不当 (9)2.2.4 模具热处理工艺不合适 (10)3.正装式落料冲孔复合模设计 (10)3.1工艺分析 (10)3.2冲裁工艺方案的确定 (10)3.2.1方案种类 (10)3.2.2方案的比较 (11)3.2.3方案的确定 (11)3.3模具结构形式的确定 (11)3.4必要的尺寸计算 (11)3.4.1毛还的尺寸参数计算 (12)3.4.2压力中心计算 (12)3.4.3排样设计与计算 (13)3.5各部分工艺力计算 (13)3.5.1落料力的计算 (13)3.5.2冲孔力 (13)3.5.3卸料力 (15)3.5.4推件力 (15)3.5.5总的冲压力 (15)3.5.6压力机公称压力的确定 (15)3.5.7计算各主要零件的尺寸 (16)3.5.8卸料零件的计算 (16)3.6模具总体结构设计 (16)3.6.1 模具类形的选择 (16)3.6.2定位方式的选择 (16)3.6.3卸料、出件方式的选择 (18)3.6.4落料凹模 (18)3.6.5冲孔凸模 (19)3.6.6凸凹模 (20)3.6.7凸模固定板的厚度 (20)3.6.8垫板的采用与厚度 (20)3.6.9卸料部件的设计 (21)3.6.10模架及其他零部件的设计 (22)3.7模具装配图 (24)3.8冲压设备的选取 (25)4. 弯曲模的设计 (25)4.1工艺分析 (25)4.2方案选择 (26)4.3进行必要的计算 (26)4.3.1毛坯尺寸 (26)4.3.2弯曲力计算 (26)4.3.3回弹值的确定 (26)4.3.4顶件力和压料力的计算 (27)4.4模具总体设计 (27)4.5模具主要零部件的设计 (27)3.5.1.凸模部分 (27)3.5.2凹模部分 (27)4.6选定设备 (28)4.7绘制模具总图 (29)5. 基于Pro/E模具设计 (29)5.1 Pro/E简介 (29)5.2 Pro/E产品设计 (29)5.2.1Pro/E冲压和弯曲模具设计的过程 (31)5.2.2三维造型设计的步骤 (31)5.3 冲压模三维建模实例 (32)5.4 冲压模具在Pro/E中的装配实例 (34)5.5 冲压模具凸凹模Pro/E到CAD的数据转换 (36)总结 (40)谢辞 (41)参考文献 (42)附录 (43)1.前言机械零件支架模冲压工艺及模具设计在制造行业中占有十分重要的地位,在机械、电子、汽车、航空以及轻工业等领域有广泛的应用。
1、模具分为动模和定模两部分,两者分开时可以装入坯料或取出制件;两者合拢时可以使坯料成型。
2、模具的类型:1)按照成型材料的不同可以分为:用来加工金属制品的模具和用来加工非金属制品的模具。
2)按照本身材料的不同可以分为:砂型模具、金属模具、真空模具和石蜡模具等。
3)按照加工工艺和成型材料的不同可以分为:锻造模具、塑料模具(包括注塑模具、吹塑模具和挤塑模具等)、压铸模具、粉末冶金模具、冲压模具、橡胶模具、玻璃模具和陶瓷模具等。
3、Pro/E模具设计提供的模块:基础模块(Foundation)和组件模块(Assembly):将模具作为普通组件进行设计,先通过这两个基本模块设计出模具元件,再将模具元件装配成模具组件。
模具设计模块(Pro/Moldesign):用来设计注塑模具型腔和吹塑模具型腔等。
铸造模具模块(Pro/Casting):用来设计合金压铸模具型腔和浇注模具型腔等。
EMX(模具设计专家):是Pro/E软件的外挂模块,用来为各种模具设计模架。
钣金模架库模块(PDX):是Pro/E软件的外挂模块,用来为冲压模具设计模架。
塑料顾问(Plastic Advisor):用来对注塑模具进行铸模填充分析。
4、参照模型:系统以设计模型为基础在模具模型中生成的参照几何,并用其替代设计模型参与模具设计。
5、收缩率:将制件从模具中取出并冷却至室温后,其尺寸会发生收缩,也就是说制件的尺寸要比模具型腔小一些,而收缩率就是衡量尺寸收缩大小的参数。
在设计模具型腔时通过设置收缩率,可以抵消由于制件收缩而产生的误差。
6、模具模型:一个装配体(即组件,扩展名为.mfg),它包括参照模型、工件、分型面、各种型腔组件特征、模具体积块、模具元件和铸模等,它是模具模块的最高级模型。
7、铸模:铸造最终的制件,通过观察铸件可以检查其是否与设计模型一致。
8、开模:模拟模具的打开过程,即分离模具,取出制件,该过程可以检查模具设计是否合理。
1、Pro/E模具设计流程:1.创造模具模 2.设置收缩率 3.创造分型面或体积块 4.分割工件 5.抽取模具元件 6.创造浇筑系统和冷却系统7.模具检测 8.创造铸件9.开模仿真10.创建模架Pro/E模具设计流程:1)创建模具模型:模具模型由参照模型和工件模型组成,前者对应的设计模型一般在零件模式下创建,然后装配到模具模式中,工件模型则通常直接在模具模式下创建。
阐述基于ProE的冲压复合模具设计1 概述在进行模具设计与加工的实际工作中,使用得较为广泛的是CAD/CAM软件,该软件具有良好的性能,将其运用到实际设计与制造中,不仅能够提高速度,还能够提高效率。
Pro/E是CAD/CAM软件当中的具体代表性的一款,其性能良好,功能强大,在模具产品的设计与制造中具有广泛的运用空间。
在设计和制造工作中,如果运用Pro/E软件,能够在较短的时间内完成设计和制造工作,不仅节省了时间,减少了工作量,还显著地提高了设计和制造效率。
文章以变压器硅钢片为例,介绍了基于Pro/E的冲压复合模具设计过程,希望能够使人们对这一问题有更加深入的了解,能够对模具设计实际工作发挥指导作用。
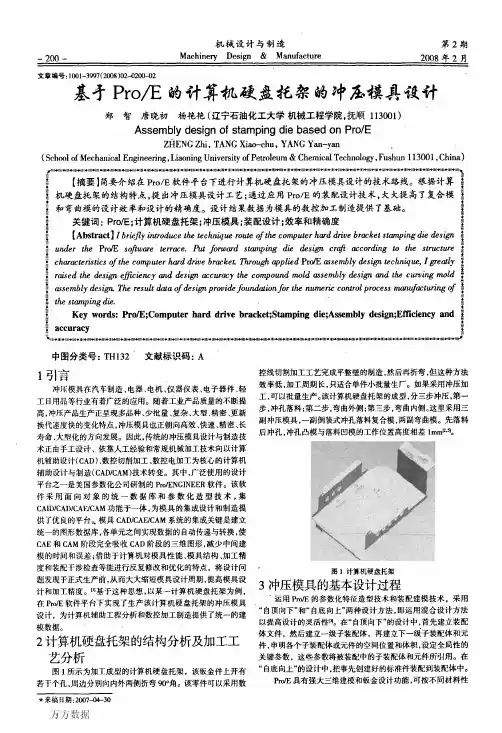
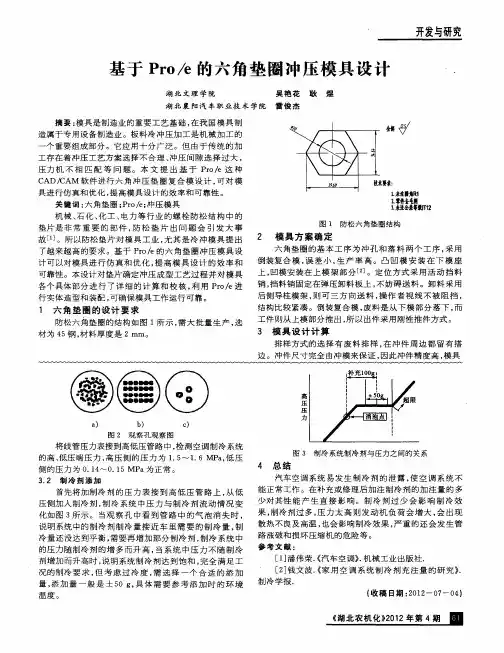
2 零件图及加工要求为了让人们对该软件有更加全面的了解,文章以变压器硅钢片为例(如图1所示),介绍Pro/E在软件设计和制造中的具体运用。
设计和制造该模具的材料是硅钢片,厚度为0.5mm。
3 冲压件工艺分析与冲裁方案的确定该冲裁件在结构上具有对称性,就使用的材料来看,该冲裁件的材料是硅钢片。
该零件图属于自由公差尺寸,就冲裁件来看,它有很多很多的小孔,并且孔边距也非常小,由于具有这方面的特征,凸模在受到外力影响的时候,极易发生损坏。
在设计和制造该工件的过程中,主要包括冲孔和落料两个最基本的工序。
如果是运用复合模具,在零件成型的时候,往往只需要使用一副模具就能够达到目的。
就整个模具的结构来看,它的结构非常紧凑,精度高,适应范围广泛,能够满足精密仪器的实际需求。
此外,该模具适应了批量生产的实际要求,因而在实际生产中,能够进行大规模的生产。
该模具质量良好,压料冲裁不会发生弯曲现象,冲裁件的精确度能够有保证。
在生产实践中,采用的是落料冲孔复合模具,既能够保证质量,又能够提高速度,适应了模具生产的实际需要。
4 复合模具设计设计是复合模具相当重要的工作,对接下来生产制造产生重要的影响,所以,我们必须根据相关的要求,做好设计工作,为以后的制造做好准备。
基于Pro/e的垫片落料模的三维造型设计学生:指导老师:摘要冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品。
冲压件的质量、生产效率以及生产成本等,与模具设计和制造有直接关系。
模具设计与制造技术水平的高低,是衡量一个国家产品制造水平高低的重要标志之一,在很大程度上决定着产品的质量、效益和新产品的开发能力。
Pro/Engineer软件以参数化著称,是参数化技术的最早应用者,在目前的三维造型软件领域中占有着重要地位,Pro/Engineer作为当今世界机CAD/CAE/CAM领域的新标准而得到业界的认可和推广。
本文便是通过pro/e软件对垫片落料模进行三维设计,通过对每个零件的设计分析,并最后完成总装配图,从而明确可知垫片落料模的工作原理,指出pro/e软件对冲压模具三维设计问题上的可行性。
本文的设计结果,也为垫片落料模在工业制造行业的应用提供了一定参考。
关键词冲压模具垫片落料模三维设计Pro/EBased on Pro / E three-dimensional gasket blanking die designStudent: Director:Abstract Stamping production stamping die is essential for technology and equipment, is technology-intensive products. Stamping quality, productivity and production costs, and die design and manufacturing are directly related. Mold design and the level of manufacturing technology, is a measure of a country's manufacturing is one important indicator of the level, to a large extent determine the quality, efficiency and new product development capability.Pro / Engineer software to parameter known is Parametric Technology's first application will, in the present three-dimensional modeling software occupies an important place, Pro / Engineer as the world's machines CAD / CAE / CAM area of the new standards by the industry Recognition and promotion.This article is by pro / e software, three-dimensional gasket blanking die design, through every part of the design analysis, and finally complete the general assembly drawing, which clearly shows blanking die pad works, pointed out that the pro / e software Three-dimensional design of stamping dies on the issue of feasibility. This design results, but also for gaskets blanking die applications in the industrial manufacturing industry provides a reference.Key word Stamping die Gasket blanking die Three-dimensional design Pro/E目录引言 (1)1 绪论 (2)1.1 Pro/ENGINEER三维设计技术 (2)1.1.1Pro/ENGINEER三维设计方法 (2)1.1.2Pro/ENGINEER三维设计的基本步骤 (3)1.2 Pro/ENGINEER程序简介 (3)1.2.1 Pro/ENGINEER发展过程 (3)1.2.2 Pro/ENGINEER的特点和优势 (4)2 垫片落料模基础理论 (7)2.1基本要求 (7)2.2 垫片落料模可行性分析 (7)3 垫片落料模典型零件设计 (8)3.1凹模的设计 (8)3.2导套的设计 (9)3.3导柱的设计 (10)3.4螺钉的设计 (11)3.5上座模的设计 (12)3.6弹簧的设计 (14)3.7 凸模的设计 (14)3.8 凸模固定板的设计 (18)3.9下座模的设计 (19)3.10卸料板的设计 (23)4 垫片落料模装配图 (25)结束语 (26)参考文献 (27)致谢词 (28)引言随着计算机运算能力的不断增强,利用计算机作图已经成为了一个强有力的三维立体设计工具,比如美国参数技术公司(PTC)旗下的CAD/CAM/CAE一体化的三维软件pro/e,,就在土木、机械等多个工业领域中都有着广泛的应用。
如何利用Proe设计冲压模具用Proe设计冲压模具时,可以使用装配体设计的方法。
装配体设计分为自上而下和自下而上的两种方法,采用先设计装配体的结构、再对每个零件进行细节设计的方法,也就是自上而下的设计方法较好。
下面就以电控支架加工用的第1套模具—打包凸筋模具为例来说明这种方法的应用。
(Proe 版本为wildfire 4.0 )1,建立模具工程第1步:加载冲压件模型步骤1:建立模具工程目录—dkzj1先建立一个名为dkzj1的文件夹,然后将冲压零件模型dkzj1.Prt文件复制到dkzj1目录中。
步骤2:设置工作目录启动Proe wildfire 4.0,执行【文件︱设置工作目录】菜单命令,在系统弹出的【选取工作目录】对话框,选择dkzj1文件夹为工作目录,单击【确定】按钮。
步骤3:建立模具装配体文件—dkzj1.asm执行【文件︱新建】菜单命令,在【新建】对话框中,选择【组件】、【设计】,在名称栏内输入dkzj1,取消【使用缺省模板】的勾选,单击【确定】按钮,在【新文件选项】对话框中选择公制mmns_asm_design。
步骤4:装配冲压件模型单击【装配组件】工具按钮,在系统弹出的【打开】对话框中双击dkzj1.Prt,接着屏幕上会出现【装配组件】对话框和冲压件模型。
将装配约束栏内的类型设为【坐标系】,然后在屏幕中分别选择元件参照坐标系CS0和组件参照坐标系ASM_DEF_CSYS,预览无误后单击【确定】按钮完成冲压件模型的装配。
第2步:建立模具子装配体文件建立上模和下模子装配体便于零件的分类和管理。
步骤1:建立上模子装配体—UP.ASM单击【创建元件】工具按钮,在【元件创建】对话框中选择【子组件】、【标准】,输入名称UP,单击【确定】,再在【创建选项】对话框中勾选【空】,单击【确定】。
步骤2:建立下模子装配体—DOWN.ASM同理建立名为DOWN的下模子装配体。
在模型树下会发现模具装配体dkzj1.asm底下会增加两个子装配体文件—UP.ASM和DOWN.ASM。
基于Pro/E的扣板模具设计与制造Pro/E是一种广泛应用于机械设计领域的三维建模软件。
它可以被应用于各种类型的模具设计和制造,包括扣板模具。
扣板模具是一种常见的模具类型,用于冲压或成形薄板金属。
本文将介绍基于Pro/E的扣板模具设计与制造。
1. 扣板模具设计在Pro/E中,扣板模具的设计始于零件建模。
首先,设计人员需要根据所需的零件规格建立三维模型。
当零件建模完成后,需要将其导入到扣板模具的装配中。
接下来,根据制作零件的工艺流程,设计人员可以决定需要哪些零件,例如顶针、顶板、底板、底隙等。
一旦所有的零件都被集成到扣板模具的装配中,设计人员需要确定零件之间的位置和安装方式。
这可以通过制作装配图、视图和剖面图来实现。
此时,设计人员还需要在装配中添加一些预备口,以便在进行实际加工前放入涂料或油漆等。
2. 扣板模具制造扣板模具在制造过程中需要考虑到很多因素。
首先是模具材料的选择。
扣板模具通常由硬质合金(WC)或高速钢(HSS)制成。
硬质合金具有极高的硬度和强度,能够很好地处理各种材料。
高速钢比铸铁和碳钢更硬,而且更耐热,具有更长的使用寿命。
其次是工具加工. 制造扣板模具需要使用CNC (计算机数控)工具。
零件的加工需要在 C AD / CAM 环境中进行,以便进行精确的定位和切割。
在完成加工之前,需要对零件进行测试,以确保它们符合尺寸和形状要求。
如果发现任何错误,设计人员需要重新设计零件并重新加工。
3. 扣板模具的组装和测试一旦所有零件都被加工和制备好,就可以开始扣板模具的组装了。
在组装过程中,需要小心管理零件,确保它们正确安装,以确保构建出正确的几何形状和设备性能。
在组装完成后,需要对扣板模具进行测试。
这些测试可以有不同的方法,包括使用试金属板进行冲压测试。
根据测试结果,设计人员可能需要对一些零件进行微调,以确保扣板模具能够完全满足工厂的生产需求。
总的来说,基于Pro/E的扣板模具设计和制造是一个复杂的过程,需要设计人员具备丰富的机械和CAD/ CAM知识。
目录摘要: (I)Abstract: (II)1.前言 (4)1.1本课题研究的主要内容及现实意义 (4)1.2冷冲压加工的特点 (4)1.3冲压模具行业发展现状及技术趋势 (5)2.冷冲模的准备工作的分析 (5)2.1 冷热模具在服役中失效的基本形式 (5)2.1.1 塑性变形 (7)2.1.2 磨损失效 (7)2.1.3 疲劳失效 (7)2.1.4 断裂失效 (7)2.2 模具失效原因及预防措施 (7)2.2.1 结构设计不合理引起失效 (8)2.2.2 模具材料质量差引起的失效 (8)2.2.3 模具的机加工不当 (9)2.2.4 模具热处理工艺不合适 (10)3.正装式落料冲孔复合模设计 (10)3.1工艺分析 (10)3.2冲裁工艺方案的确定 (10)3.2.1方案种类 (10)3.2.2方案的比较 (11)3.2.3方案的确定 (11)3.3模具结构形式的确定 (11)3.4必要的尺寸计算 (11)3.4.1毛还的尺寸参数计算 (12)3.4.2压力中心计算 (12)3.4.3排样设计与计算 (13)3.5各部分工艺力计算 (13)3.5.1落料力的计算 (13)3.5.2冲孔力 (13)3.5.3卸料力 (15)3.5.4推件力 (15)3.5.5总的冲压力 (15)3.5.6压力机公称压力的确定 (15)3.5.7计算各主要零件的尺寸 (16)3.5.8卸料零件的计算 (16)3.6模具总体结构设计 (16)3.6.1 模具类形的选择 (16)3.6.2定位方式的选择 (16)3.6.3卸料、出件方式的选择 (18)3.6.4落料凹模 (18)3.6.5冲孔凸模 (19)3.6.6凸凹模 (20)3.6.7凸模固定板的厚度 (20)3.6.8垫板的采用与厚度 (20)3.6.9卸料部件的设计 (21)3.6.10模架及其他零部件的设计 (22)3.7模具装配图 (24)3.8冲压设备的选取 (25)4. 弯曲模的设计 (25)4.1工艺分析 (25)4.2方案选择 (26)4.3进行必要的计算 (26)4.3.1毛坯尺寸 (26)4.3.2弯曲力计算 (26)4.3.3回弹值的确定 (26)4.3.4顶件力和压料力的计算 (27)4.4模具总体设计 (27)4.5模具主要零部件的设计 (27)3.5.1.凸模部分 (27)3.5.2凹模部分 (27)4.6选定设备 (28)4.7绘制模具总图 (29)5. 基于Pro/E模具设计 (29)5.1 Pro/E简介 (29)5.2 Pro/E产品设计 (29)5.2.1Pro/E冲压和弯曲模具设计的过程 (31)5.2.2三维造型设计的步骤 (31)5.3 冲压模三维建模实例 (32)5.4 冲压模具在Pro/E中的装配实例 (34)5.5 冲压模具凸凹模Pro/E到CAD的数据转换 (36)总结 (40)谢辞 (41)参考文献 (42)附录 (43)1.前言机械零件支架模冲压工艺及模具设计在制造行业中占有十分重要的地位,在机械、电子、汽车、航空以及轻工业等领域有广泛的应用。
用Proe设计冲压模具时,可以使用装配体设计的方法。
装配体设计分为自上而下和自下而上的两种方法,采用先设计装配体的结构、再对每个零件进行细节设计的方法,也就是自上而下的设计方法较好。
下面就以电控支架加工用的第1
套模具—打包凸筋模具为例来说明这种方法的应用。
(Proe 版本为wildfire 4.0 )
1,建立模具工程
第1步:加载冲压件模型
步骤1:建立模具工程目录—dkzj1
先建立一个名为dkzj1的文件夹,然后将冲压零件模型dkzj1.Prt文件复制到d kzj1目录中。
步骤2:设置工作目录
启动Proe wildfire 4.0,执行【文件︱设置工作目录】菜单命令,在系统弹出的【选取工作目录】对话框,选择dkzj1文件夹为工作目录,单击【确定】按钮。
步骤3:建立模具装配体文件—dkzj1.asm
执行【文件︱新建】菜单命令,在【新建】对话框中,选择【组件】、【设计】,在名称栏内输入dkzj1,取消【使用缺省模板】的勾选,单击【确定】按钮,在【新文件选项】对话框中选择公制mmns_asm_design。
步骤4:装配冲压件模型
单击【装配组件】工具按钮,在系统弹出的【打开】对话框中双击dkzj1.Prt,接着屏幕上会出现【装配组件】对话框和冲压件模型。
将装配约束栏内的类型设为【坐标系】,然后在屏幕中分别选择元件参照坐标系CS0和组件参照坐标系A SM_DEF_CSYS,预览无误后单击【确定】按钮完成冲压件模型的装配。
第2步:建立模具子装配体文件
建立上模和下模子装配体便于零件的分类和管理。
步骤1:建立上模子装配体—UP.ASM
单击【创建元件】工具按钮,在【元件创建】对话框中选择【子组件】、【标准】,输入名称UP,单击【确定】,再在【创建选项】对话框中勾选【空】,单击【确定】。
步骤2:建立下模子装配体—DOWN.ASM
同理建立名为DOWN的下模子装配体。
在模型树下会发现模具装配体dkzj1.a sm底下会增加两个子装配体文件—UP.ASM和DOWN.ASM。
第3步:保存模具工程
执行【文件︱保存】菜单命令,在【保存文件】对话框,单击【确定】。
检查模具工程目录,会发现其中共有四个文件—dkzj1.Asm、dkzj1.Prt、UP.AS
M和DOWN.ASM。
2,上模零件设计
提示:所有上模的零件均要建立在上模子装配体—UP.ASM节点之下,这样可以使装配结构清晰,零件间的父子关系明确,便于日后对零件的管理和操作。
由于Proe不支持中文名称,所以零件模型一般均以零件的序号来命名。
上模零件名称如下表:
因为凹模板与冲压件直接接触,所以第一个建立的元件是03.pr t。
下面以为03.pr t为例说明零件的建立方法。
步骤1:激活子组件UP.ASM
在模型树下,用鼠标右键单击子组件UP.ASM,选择【激活】命令,激活子组件UP.ASM。
激活状态的子组件前面有个星号标记。
步骤2:建立元件—03.pr t
单击【创建元件】工具按钮,在【元件创建】对话框中选择【零件】、【实体】,输入名称03,单击【确定】,再在【创建选项】对话框中勾选【空】,单击【确
定】。
在模型树下会发现底下子组件UP.ASM节点下产生了一个新的元件03.pr t。
在模型树下,用与步骤1同样的方法激活03.pr t。
选择冲压件模型的上表面作为绘图平面,再选择一个参照面,就可以进行草绘了。
同理,可进行其他零件模型的建立。
在设计冲模时还要用到以下功能:
1,建立通过孔
执行【应用程序︱模具布局】菜单命令,进入装配体布局模式,单击菜单管理器中的【型腔腔槽︱腔槽开孔】菜单命令,按照系统提示,按住【Ctrl】键,选取需要开孔零件,然后在【选取】对话框中单击【确定】,接着选取参照零件,单击【确定︱完成︱完成/返回】,完成通过孔的设计。
执行【应用程序︱标准】菜单命令,返回标准装配体编辑模式。
(在模板上装配标准件时就可以用这个功能。
先在模板上建立基准轴,将标准件调入装配体,将标准件的旋转轴和基准轴对齐,再加上别的约束即可完成标准件的装配。
然后可用这种方法建立模板的标准件安装孔。
)
2,建立与几个零件相交孔
执行【应用程序︱模具布局】菜单命令,进入装配体布局模式,单击菜单管理器中的【喷射销钉孔︱线性︱完成】菜单命令,选择要做沉头孔的零件表面作为放置平面,先选择水平参考基准面,输入参考距离,单击√按钮;再选择垂直参考基准面,输入参考距离,单击√按钮。
单击【正向】命令,系统弹出【相交元件】对话框,在等级下拉菜单中选择零件级。
先选择要做沉头孔的零件作为相交元件,输入孔的直径值,单击√按钮;再选择其他的零件作为相交元件,输入孔的直径值,单击√按钮。
直到要做相交孔的所有元件的直径值设置完成后,在【相交元件】对话框中,单击【确定】按钮,按照系统提示输入沉头孔的直径,并输入沉头孔的深度,单击【确定】按钮,完成相交孔的设计。
(这个功能在设计卸料螺钉过孔时非常有用。
)
3,用分割曲面修剪零件
步骤1:分割曲面的制作将采用边界曲面的方法通过曲面复制得到。
用右键查询选出边
界曲面的种子平面,选择【复制】【粘贴】按钮,系统弹出曲面复制控制面板。
按住【shift】键,选取几个连续面作为边界,松开【shift】键,则会在种子平面和边界之间(包括种子平面)形成一个完整的边界曲面,单击√按钮完成分割曲面的制作。
步骤2:先激活零件,再选择分割曲面,然后单击下拉菜单【编辑︱实体化】命令,弹出实体化控制面板,单击【剪切材料】按钮,同时屏幕会给出曲面分割的方向(箭头指向哪个方向,去除哪个方向的特征),单击√按钮完成分割操作。
(冲压件模型中的凸筋特征和打包特征,都要用到相应的凸模和凹模来成型,为了使凸模和凹模等工作零件建模比较方便,先要采用复制曲面的方法,将冲压件模型的上表面和下表面复制出来,以用来分割凸模和凹模的成型部分。
)
4,装配体干涉检查
执行下拉菜单【分析︱模型】命令,弹出子菜单,在这个菜单中提供了【体积干涉】和【全局干涉】两种干涉类型检测。
体积干涉只检查所选曲面之间的干涉,而全局干涉则检查整个装配体所有零件之间的全部干涉。
在冲模设计中,一般都用全局干涉。
全局干涉操作方法如下:选择【全局干涉】命令,弹出【全局干涉】对话框。
单击【分析】标签,选中【设置】选项组中的【仅零件】单选按钮,选中【计算】选项组中的【精确】单选按钮,单击【预览】按钮,显示出分析结果,同时模型上以红色显示干涉部位。