浇道系统设计
- 格式:ppt
- 大小:1013.50 KB
- 文档页数:38

第8章浇注系统设计8.1概述1.浇注系统的组成浇注系统是指模具中由注射机喷嘴到型腔之间的进料通道。
它的设计对塑件的性能、外观、成形难易程度有很大的影响。
分为普通浇注系统和无流道浇注系统。
普通浇注系统一般由主流道、分流道、浇口和冷料穴四部分组成。
(见图8-1)。
图8-1 注射模的浇注系统1-冷料穴2-主浇道3-分流道4-浇口5-塑件6-排气槽或溢流槽2.浇注系统的设计原则设计浇注系统应遵循如下基本原则:①了解塑料的成形工艺特性。
掌握塑料的流动性,温度、剪切速率对精度的影响等。
②尽量避免或减少产生熔接痕,尽量减少分流的次数。
③有利于型腔中气体的排出。
浇注系统应顺利地引导塑料熔体充满型腔的各个部位,使浇注系统及型腔中的气体能有序地排出,避免塑件缺陷。
④防止型芯的变形和嵌件的位移。
浇注系统的设计应尽量避免熔体直接冲击细小型芯和嵌件,防止嵌件位移和型芯受力变形。
⑤尽量采用较短的流程充满型腔。
⑥流动距离比的校核。
设计浇口位置时,为保证熔体完全充型,实用流动比应小于许用流动比。
3.流动比的校核流动比也称为流程比,是熔体流程长度与塑件厚度之比。
设计浇口位置时,为保证熔体完全充满型腔,流动比不能太大,应小于许用流动比。
而许用流动比时随着塑料性质、成型温度、压力、浇口种类等因素变化的。
表8-1为常用塑料流动比许用值,设计时供参考,如果实际流动比大于许用流动比,需要改变浇口位置或者增加制品的壁厚,或者采用多浇口进料。
表8-1部分常用塑料的流动比L/t与注射压力的关系8.2主流道设计主流道是指浇注系统中从注射机喷嘴与模具接触处开始到分流道为止的塑料熔体的流动通道。
在模具工作时,由于主流道部分的小端入口及注射机喷嘴与具有一定温度、压力的塑料熔体会冷热交替地反复接触,比较容易受损,只有在小批量生产时,主流道才在注射模上直接加工,大部分注射模设计时,主流道通常设计成可拆卸、可更换的浇口套(见图8-2),延长模具的使用寿命。
浇口套(或主流道)尺寸要求:(1)主流道通常设计成圆锥形,其锥角α=2~6˚,内壁表面粗糙度一般为Ra=0.63μm。
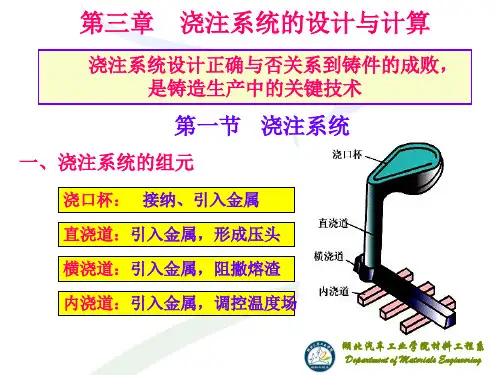
第三章浇注系统设计3.1概述1概念2组成铸型中引导液态金属进入型腔的通道之总称。
1)浇口杯2)直浇道3)横浇道4)内浇道3对浇注系统的基本要求1)能控制铸件的温度场分布2)保证在规定时间内充满铸型型腔3)保证铸件轮廓、棱角清晰4)控制金属液流动的速度和方向5)具有良好的撇渣功能6)简化生产,降低成本4浇注系统的类型及特点1)按浇注系统各组元截面比例关系分类(1)封闭式浇注系统(2)开放式浇注系统(3)半开放半封闭式浇注系统S直>S 横>S内S直<S横<S内S直>S横,S内>S横2)按内浇道在铸件上的位置分类分类(1)顶注式浇注系统液态金属从铸型型腔(铸件)顶部注入(2)底注式浇注系统内浇道设置在铸件底部的浇注系统(3)中间注入式浇注系统从铸件中间某一高度上开设内浇道的浇注系统(4)阶梯式浇注系统在铸件不同高度上开设两层或两层以上内浇道的浇注系统(5)缝隙式浇注系统沿着整个铸件高度上开设垂直缝隙状内浇道的浇注系统3.2液态金属在浇注系统中流动的水力学特性1在砂型中流动的水力学特点合金液和铸型之间有着激烈的热作用、机械作用和化学作用,属于多相流动,一般呈紊流状态,是不稳定流过程。
2浇口杯中的流动1)浇口杯作用承接来自浇包的金属液,防止金属液飞溅和溢出,便于浇注;减轻液流对型腔的冲击;分离渣滓和气泡,阻止其进入型腔;2)浇口杯分类漏斗形浇口杯(用于中、小型铸件)和盆(池)形浇口杯(用于中、大型铸件3)影响浇口杯内水平漩涡的主要因素是浇口杯内液面的深度,其次是浇注高度、浇注方向和浇口杯的结构等3直浇道中的流动1)直浇道的作用将来自浇口杯的金属液引入横浇道、内浇道或直接导入型腔,并提供充型过程所必需的压力2)直浇道形状通常是上大下小的圆锥形,有时为等截面圆柱形、上小下大的倒圆锥形、蛇形和片状形等形状3)液态金属在直浇道中存在充满式流动或非充满式流动两种流态4直浇道窝1)直浇道窝作用缓冲,缩短直浇道—横浇道拐弯处的高度紊流区;改善内浇道流量分布,减少横浇道—内浇道拐弯处的局部阻力系数和水头损失;浮出金属液中的气体。
铸造工艺学浇注系统设计一、引言铸造是制造业中非常重要的一种工艺。
在铸造的过程中,浇注系统设计是一个至关重要的环节。
浇注系统设计的好坏直接影响到铸件的质量和成本。
因此,本文将探讨铸造工艺学浇注系统设计的相关内容。
二、浇注系统的基本组成浇注系统是将熔化的金属倒入铸型中的设备。
一个完整的浇注系统通常由浇口、流道、浇道和进气系统组成。
下面将分别对这些组成部分进行介绍。
1. 浇口浇口是铸件与浇杆相连的部分。
浇口的设计要考虑到金属的流动性和气体的排出。
一般来说,浇口的形状应当为圆形或方形,尽量避免使用锥形或不规则形状的浇口。
2. 流道流道是将熔化金属从浇口引导到铸型中的管道。
流道的设计要保证金属可以顺利地流动,不产生气体团聚和金属氧化。
流道的截面积要逐渐增大,以确保金属流动的顺畅。
3. 浇道浇道是将熔化金属从炉中引导到浇口的管道。
浇道的设计要考虑金属流速和温度的均匀性。
一般来说,浇道的截面积要比流道大,以减少金属的回流和氧化。
4. 进气系统进气系统是将熔化金属中的气体排出的装置。
进气系统的设计要考虑金属的温度和粘度,保证气体可以顺利地排出,避免气泡和气孔的产生。
三、浇注系统设计要点1. 浇口位置浇口的位置要尽量选在铸件最厚部位的上方,保证金属可以顺利地充填整个铸型,并避免气体团聚。
此外,浇口的位置也要尽量避免对铸件表面造成损伤。
2. 流道和浇道设计流道和浇道的设计要满足金属流动的需要,保证金属可以顺利地流动并充填整个铸型。
流道和浇道的截面积要合理选择,使金属流速均匀,避免金属氧化和渣夹杂。
3. 进气系统设计进气系统的设计要保证气体可以顺利地排出,避免气泡和气孔的产生。
进气系统的位置要选择在最容易产生气孔的位置,如铸件表面和浇注系统连接处。
四、浇注系统设计实例分析以某种铸造工艺为例,介绍浇注系统设计的具体步骤和方法。
通过实例分析,展示浇口、流道、浇道和进气系统的设计原理和关键点。
五、结论本文从浇注系统的基本组成、设计要点以及实例分析等方面,探讨了铸造工艺学浇注系统设计的相关内容。
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!"第七篇浇注系统设计! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! !! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ! ""第一章浇注系统设计原则与类型选择第一章浇注系统设计原则与类型选择第一节浇注系统设计原则浇注系统由浇口杯(外浇口)、直浇道、横浇道和内浇道等组成。
其结构见图! " # "#。
图! " # " # 浇注系统的基本组成部分# $ 使液态合金平稳充满铸型,不冲击型壁和型芯,不产生涡流和喷溅,不卷入气体,并利于将型腔内的空气和其他气体排出型外。
% $ 阻挡夹杂物进入型腔。
& $ 调节铸型及铸件各部分温差,控制铸件的凝固顺序。
’ $ 不阻碍铸件的收缩,减少铸件的变形和开袭倾向。
・)(( ・第七篇浇注系统设计! " 起一定的补缩作用,主要是在由浇道凝固前补给部分液态收缩。
# " 控制浇注时间和浇注速度,得到轮廓清晰、完整的铸件。
$ " 合金液流不应冲刷冷铁和芯撑。