刀具半径补偿指令应用
- 格式:ppt
- 大小:1.02 MB
- 文档页数:7
1.刀具半径补偿的方法
把实际的刀具半径存放在一个可编程刀具半径偏置寄存器中D ##;(可编程刀具半径偏置寄存器号。
)
假设刀具的半径为零,直接根据零件的轮廓形状进行编程;
CNC系统将该编号(寄存器号)对应的刀具半径偏置寄存器中存放的刀具半径取出,对刀具中心轨迹进行补偿计算,生成实际的刀具中心运动轨迹。
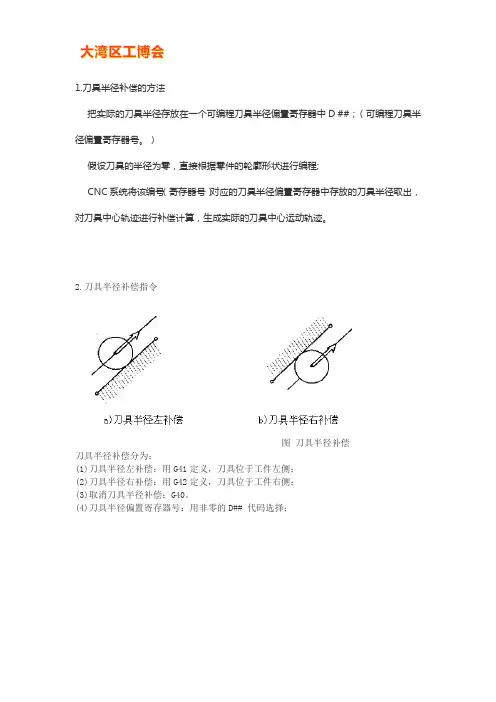
2.刀具半径补偿指令
图刀具半径补偿
刀具半径补偿分为:
(1)刀具半径左补偿:用G41定义,刀具位于工件左侧;
(2)刀具半径右补偿:用G42定义,刀具位于工件右侧;
(3)取消刀具半径补偿:G40。
(4)刀具半径偏置寄存器号:用非零的D## 代码选择;。
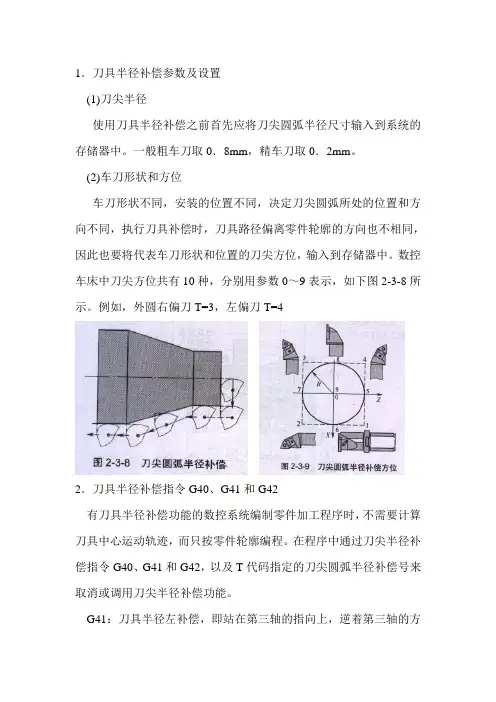
1.刀具半径补偿参数及设置(1)刀尖半径使用刀具半径补偿之前首先应将刀尖圆弧半径尺寸输入到系统的存储器中。
一般粗车刀取0.8mm,精车刀取0.2mm。
(2)车刀形状和方位车刀形状不同,安装的位置不同,决定刀尖圆弧所处的位置和方向不同,执行刀具补偿时,刀具路径偏离零件轮廓的方向也不相同,因此也要将代表车刀形状和位置的刀尖方位,输入到存储器中。
数控车床中刀尖方位共有10种,分别用参数0~9表示,如下图2-3-8所示。
例如,外圆右偏刀T=3,左偏刀T=42.刀具半径补偿指令G40、G41和G42有刀具半径补偿功能的数控系统编制零件加工程序时,不需要计算刀具中心运动轨迹,而只按零件轮廓编程。
在程序中通过刀尖半径补偿指令G40、G41和G42,以及T代码指定的刀尖圆弧半径补偿号来取消或调用刀尖半径补偿功能。
G41:刀具半径左补偿,即站在第三轴的指向上,逆着第三轴的方向观察刀具运动轨迹,刀具位于工件左侧时的刀具半径补偿,如下图所示。
格式:G41 G00/G01 x z ;G41 G42G42~刀具半径右补偿,即站在第三轴的指向上,逆着第三轴的方向观察刀具运动轨迹,刀具位于工件右侧时的刀具半径补偿,如上图格式:G42 G00/G01 x z :G40~刀具半径补偿取消。
格式:G40 G00/G01 x z :3.刀具半径补偿的编程实现(1)刀具半径补偿的引入:刀具中心从与编程轨迹重合过渡到与编程轨迹偏离一个偏置量的过程。
(2)刀具半径补偿的进行:刀具中心始终与编程轨迹保持设定的偏置距离。
(3)刀具半径补偿的取消:刀具中心从与编程轨迹偏离过渡到与编程轨迹重合的过程,如图2-3—11所示。
刀尖圆弧半径补偿的建立与取消说明:a.建立和取消刀具半径补偿必须是在不切削的空行程上,在G00或G01程序段中实施;b·调用新刀具前或更改刀具补偿方向中间必须取消刀具补偿,以避免产生加工误差:c·G41、G42不带参数,其补偿数由T指令指定并与刀具偏置补偿号对应。
巧用G41、G42、G40(刀具半径补偿指令)编制数控程序作者:魏国军来源:《中国科技博览》2015年第15期[摘要]数控铣床手动编程中二维加工在没有使用刀补的情况下编制数控加工程序时,由于刀具是圆柱形,存在一定的直径,使刀具中心轨迹与零件轮廓不重合。
如此时按照轮廓线编程,刀具中心(刀位点)行走轨迹将和图样上的零件轮廓轨迹重合,就会造成过切或少切现象。
作者通过分析、尝试及验证,在数控程序中巧秒地使用G41、G42、G40指令,不仅可以解决上述问题,且使编程及加工变得简单。
[关键词]巧用;刀具半径补偿指令;编制;数控程序中图分类号:TG659 文献标识码:A 文章编号:1009-914X(2015)09-0304-02在手动编制数控铣加工程序时,为了确保铣削加工出的轮廓符合要求,编程员必须依据图样尺寸要求结合所使用刀具半径计算出新的节点坐标,再根据这些坐标值进行编程,这给编程带来了很大数据计算及处理的麻烦(见图1)。
编程时为了避免出现上述所说的数据坐标值计算,考虑利用刀具半径补偿来解决这一问题(见图2),可大大地节省时间提高编程效率。
一、刀具半径补偿数控加工中,是按零件轮廓进行编程的。
由于刀具总有一定的半径(如铣刀半径、铜丝的半径),刀具中心运动的轨迹并不等于所需加工零件的实际轮廓,而是偏移轮廓一个刀具半径值。
这种偏移称为刀具半径补偿。
1、刀具半径补偿指令及格式G41(刀具半径左补偿指令):G41 G00/G01 X Y DG42(刀具半径右补偿指令):G42 G00/G01 X Y DG40(刀具半径补偿取消指令):G40 G00/G01 X Y2、刀具半径补偿指令注意事项在编制数控程序时,使用G41、G42、G40指令可让我们省去因刀具半径而造成的坐标点计算,但在使用过程中需注意一些事项,规纳总结如下五点:(1)、G40、G41指令在使用前,必须由G17、G18、G19指令指定刀具半径补偿平面,且补偿中不能随意更换铣削平面,需要半径补偿指令结束后才能更换铣削平面,否则程序出现报警信号;(2)、编程时,X、Y坐标值的计算参照G00、G01格式,与没有使用刀补时一样,刀补建立时,只能使用G00、G01指令,不能使用G02、G03指令;(3)、D-指令代码为刀具半径补偿寄存器的地址字,在编写程序时应与补偿寄存器号相对应;(4)、G41、G42判别:沿着刀具前进方向看,刀具在前进轨迹方向左侧为左刀补,刀具在前进轨迹方向右侧为右刀补;(5)、刀具半径补偿值设置为负值时,G41、G42刀具所走轨迹将相反。
撤消刀具半径补偿
撤消刀具半径补偿是指在数控机床加工时,由于刀具的半径及其补偿参数的设置,会导致加工尺寸与设计尺寸存在差异。
当需要恢复到设计尺寸时,可以通过撤消刀具半径补偿来实现。
具体操作步骤如下:
1. 进入刀补界面:在数控机床的操作界面上选择相应的刀补指令或功能键,进入刀补界面。
2. 选择撤消半径补偿:在刀补界面上选择相应的撤消补偿选项,通常为G42或G40指令。
3. 输入刀具号码:根据实际使用的刀具,在操作界面上输入相应的刀具号码,以确定要进行撤消的补偿参数。
4. 执行撤消操作:确认刀具号码后,执行相应的撤消刀具半径补偿指令。
机床会自动根据补偿参数的负值来进行补偿消除,使加工尺寸恢复到设计尺寸。
需要注意的是,撤消刀具半径补偿只会影响当前加工过程中的刀具路径,不会改变刀具的实际半径。
在进行下一次加工时,如果仍需要刀具半径补偿,则需要重新设置补偿参数。
刀具半径抵偿指令G40.G41.G42,1、刀具半径抵偿的目标:在编制轮廓铣削加工的场合,假如按照刀具中间轨迹进行编程,其数据盘算有时相当庞杂,尤其是当刀具磨损.重磨.换新刀具而导至刀具半径变更时,必须从新盘算刀具中间轨迹,修正程序,如许不既麻烦并且轻易出错,又很难包管加工精度,为进步编程效力,平日以工件的现实轮廓尺寸为刀具轨迹编程,即假设计刀具中间活动轨迹是沿工件轮廓活动的,而现实的刀具活动轨迹要与工件轮廓有一个偏移量(即刀具半径),应用刀具半径抵偿功效可以便利地实现这一改变,简化程序编制,机床可以主动断定抵偿的偏向和抵偿值大小,主动盘算出现实刀具中间轨迹,并按刀心轨迹活动.现代数控系同一般都设置若干个可编程刀具半径偏置存放器,并对其进行编号,专供刀具抵偿之用,可将刀具抵偿参数(刀具长度.刀具半径等)存入这些存放器中.在进行数控编程时,只需挪用所需刀具半径抵偿参数所对应的存放器编号即可.现实加工时,数控体系将该编号所对应的刀具半径掏出,对刀具中间轨迹进行抵偿盘算,生成现实的刀具中间活动轨迹.2、刀具半径抵偿的办法(1)刀具半径指令从操纵面板输入被抵偿刀具的直径或(半径)值,将其消失刀具参数库里,在程序中采取半径抵偿指令.刀具半径抵偿的代码有G40.G41.G42,它们都是模态代码,G40是撤消刀具半径抵偿代码,机床的初始状况就是为G40.G41为刀具半径左抵偿,(左刀补),G42为刀具半径右抵偿(右刀补).断定左刀具抵偿和右刀具抵偿的办法是沿着刀具加工路线看,当刀具偏在加工轮廓的左侧时,为左偏抵偿,当刀具偏在加工轮廓的右侧时,为右偏抵偿,如图1所示.图1a中,在相对于刀具进步偏向的左侧进行抵偿,采取G41,这时相当于顺铣.图1b中在相对于刀具进步偏向的右侧进行抵偿,采取G42,这时相当于逆铣.在数控机床加工中, 一般采取顺铣,原因是从刀具寿命.加工精度.概况光滑度而言顺铣的后果比较好,因而G41应用的比较多.G17 XY(2)指令格局刀具半径抵偿的格局:{G18 }{G00.G01}{G41.G42} ZX DG19YZXY 刀具半径抵偿撤消的格局:(G00.G01)G40{ ZX}YZ刀具半径抵偿操纵应选择在一个坐标平面内进行.当G17被选择时,则抵偿只在XY偏向抵偿,而Z偏向不进行抵偿;当G18被选择时,则抵偿只在ZX偏向抵偿;而Y偏向不进行抵偿;当G19被选择时,则抵偿只在YZ偏向抵偿.而X偏向不进行抵偿.G00和G01为刀具活动指令,刀具抵偿的树立和撤消必须在G00或G01状况下完成,XYZ后所跟的值为活动的目标点坐标,与指定平面中的轴相对应.D与后面的数值是刀补号码,它代表刀具参数库中刀补的数值.如D01暗示刀参数库中第一号刀具的半径值.这一数值预先输入在刀具参数库刀补表中的01号地位上.在一般情形下,我们把刀具的半径抵偿量在抵偿代码中输入为正值(+),假如把刀具半径抵偿量设为负值(—)时,在走刀轨迹偏向不变的情形下,则相当于把抵偿指令G41.G42交换了.加工工件内侧的刀具会变成外侧,加工工件外侧的刀具会变成内侧.3.刀具半径的抵偿动作以加工图2所示工件为例子,依据加工程序剖析刀具半径的抵偿动作.加工程序如下:O0001;N10 G54 G90 G17 G00 X0 Y0 S1000 M03;N20 [G41] X20 Y10 [D01];N30 G01 Y50 F100 ;N40 X50 ;N50 Y20;N60 X10 ;N70 G00 [G40] X0 Y0 M05;N80 M30;上述程序中的刀补动作为;(1)启动并树立刀具半径抵偿阶段当N20程序中编入G41和D01指令后运算装配同时先读入N30.N40两段,在N20段的终点(N30段的始点)作出一个矢量,该矢量的偏向与下一段的进步偏向垂直且向左,大小等于刀补值.刀具中间在履行这一段(N20)时移向该矢量终点.在该阶段中动作指令只有效G00或G01不克不及用G02或G03.(2)刀补状况从N30段开端进入刀补状况,在这个阶段下G01.G02.G03.G00都可以应用.这一阶段也是第段都先行读入两段,主动按照启动阶段的矢量法作出第个沿进步偏向侧且加上刀补的矢量路径.(3)撤消刀补当N70程序段顶用到G40指令时,则在N60段的终点(N70段的始点)作出一个矢量,它的偏向与N60段进步偏向垂直且朝左,大小为刀补值.刀具中间就停滞在这个矢量的终点,从这一地位开端刀具中间移向N70段的终点.此时也只能用G01或G00,面.而不克不及用G02或G03.。

![刀具半径补偿加工外轮廓编程举例[指南]](https://uimg.taocdn.com/c5555b5b2a160b4e767f5acfa1c7aa00b52a9d70.webp)
刀具半径补偿加工外轮廓编程举例
例1:加工图所示外轮廓,用刀具半径补偿指令编程。
图 刀具半径补偿加工外轮廓
外轮廓采用刀具半径左补偿,为了提高表面质量,保证零件曲面的平滑过渡,刀具沿零件轮廓延长线切入与切出。
O →A 为刀具半径左补偿建立段,A 点为沿轮廓延长线切入点,B →O 为刀具半径补偿取消段,B 点为沿轮廓延长线切出点。
数控程序如下:
O1:
G90G54G00Z100.0S800M03;
X0Y0;
Z5.0;
G01Z-5.0F100;
G41X5.0Y3.0F120D31;
Y25.0;
X10.0Y35.0;
X15.0;
G03X25.0R5.0;
G01X30.0;
G02X35.0Y30.0R5.0;
G01Y13.0;
G03X27.0Y5.0R8.0;
G01X3.0;
G40X0Y0;
G00Z100.0;
M05;
M30;
说明:1)D代码必须配合G41或G42指令使用,D代码应与G41或G42指令在同一程序段给出,或者可以在G41或G42指令之前给出,但不得在G41或G42指令之后;
2)D代码是刀具半径补偿号,其具体数值在加工或试运行之前以设定在刀具半径补偿存储器中;
3)D代码是模态代码,具有继承性。
———————————————收稿日期:2012-10-22刀具半径补偿功能应用中的常见错误及对策池金环1,许超1,李军营2(1.天津机电职业技术学院 机械系,天津 300131;2.天津工程机械研究院,天津 300384) 摘要:刀具半径补偿是机械零件数控加工中的常用指令,也是实际应用中容易出错的功能之一。
结合实际加工中的常见错误,详细分析了刀具半径补偿功能在实际应用中的常见问题及解决办法,为提高对刀具半径补偿的理解及指令的执行提供了依据,同时也为刀补的正确应用提供了多种方法,使刀具半径补偿功能在加工中心中得到更好的发挥。
关键词:半径补偿;轮廓加工;数控编程中图分类号:TG659 文献标识码:A 文章编号:1006-0316 (2013) 03-0070-04刀具半径补偿功能是数控加工中最重要的参数设置,也是数控编程中较难掌握的内容之一。
在实际加工中,如果参数设置不当,经常会出现报警。
正确合理使用刀具半径补偿的功能可以简化编程,便于控制机械零件精度,也能更充分地发挥数控机床的效率。
1 刀具半径补偿功能铣削工件轮廓时,由于刀具半径的存在,刀具中心轨迹与工件轮廓总有一个偏移量,但是编程人员不必根据刀具半径人工计算刀具中心的运动轨迹,而是直接按零件图纸的轮廓进行轨迹编程。
假设刀具中心运动轨迹是沿工件轮廓运动的,而实际的刀具运动轨迹与工件轮廓有一个偏移量。
利用刀具半径补偿功能可以方便地实现这一转变,加工中心可以自动判别补偿的方向和补偿值的大小,自动计算出实际刀具中心轨迹,并按刀心轨迹运动[1]。
刀具半径补偿的过程共分三步[2],即刀补建立、刀补进行和刀补取消。
2 应用中常见错误及解决方法2.1 零件加工中常见错误在实际加工中,刀具半径补偿常见错误有以下几个方面:(1)编程时在建立刀具半径补偿后忘记取消刀具半径补偿。
(2)加工中心所用刀具半径与机床刀补表所输入值不一致。
(3)采用G01指令建立和取消刀补时先建立刀补后立即下刀,从而导致出错。