包钢冷轧镀锌工艺介绍.pptx
- 格式:pptx
- 大小:3.21 MB
- 文档页数:51
冷轧镀锌工艺
冷轧镀锌是一种将钢板在常温下进行镀铜处理的技术。
该技术可以将钢板表面镀上一层锌,以保护钢板不受腐蚀的影响。
冷轧镀锌工艺主要分为以下几个步骤:
1. 钢板预处理。
钢板在进入镀锌机之前,需要先进行清洗、脱脂、除锈等预处理过程,以确保钢板表面的干净、平整。
2. 镀锌。
在预处理后,钢板进入镀锌机中,在锌槽中反复浸泡和升降,使其表面涂上一层锌。
3. 冷却。
钢板出锌机后,需要经过冷却过程,以使其温度降至室温。
4. 修边、切割。
钢板表面可能存在一些镀锌不均匀或缺陷的问题,这时需要进行修边、切割等处理。
5. 包装。
钢板完成全部处理后,需要进行分类、包装,以便运输和储存。
冷轧镀锌工艺主要优点是钢板表面得到了很好的保护,可以大大延长其使用寿命。
同时,工艺过程中不需要进行高温处理,能够节约能源,减少环境污染。
缺点是工艺复杂,成本较高。
冷轧生产的主要工艺流程
冷轧带钢生产工艺流程包括酸洗、冷轧、清洗、退火、平整,如果用户需要还要进行镀锌或镀锡、彩色涂层等处理。
图1-6是一条典型的冷轧带钢生产工艺流程示意图。
热轧带钢在酸洗机组中经过酸洗去氧化铁皮,并在由五架六辊轧机组成的冷连轧机组中进行冷轧。
冷轧后的钢卷按合同和生产计划被分流到三条不同的加工工序中。
第一条是生产普冷板带和电镀锌板带产品的工序。
带钢首先在连续退火机组中进行再结晶退火和平整轧制。
一部分的钢卷直接送到重卷机组,按用户需求的卷重分成小卷,然后包装出厂,成为普冷板带产品。
另一部分钢卷送到电镀锌机组进行电镀,最后成为电镀锌板带产品。
第二条生产热镀锌板带和彩涂板带产品的工序。
冷轧后的钢卷运送到热镀锌机组中,首先进行镀前的清洗和退火处理,然后进行热浸镀、合金化处理、平整拉伸弯曲矫直、钝化、涂油包装,成为热镀锌板带产品。
有一部分的热镀锌钢卷被送到彩涂机组进一步加工成为彩涂板带产品。
第三条则是一条生产无取向电工钢的专用工序。
带钢在再结晶热处理工艺段中脱碳、调整电磁性能处理,然后涂上绝缘膜并烘干,包装出厂。
包钢冷轧镀锌生产1. 引言包钢冷轧镀锌生产是指包钢集团钢铁企业进行的一项生产工艺,通过冷轧和镀锌工艺,可以将热轧钢板表面镀上一层锌保护层,提高钢板的耐腐蚀性和延长使用寿命。
本文档将介绍包钢冷轧镀锌生产的工艺流程、设备及机器配置、产品质量控制与检测以及市场前景等相关内容。
2. 工艺流程包钢冷轧镀锌生产的工艺流程包括以下几个主要步骤:1.订购原材料:包括冷轧钢板和镀锌涂料。
2.原材料质检:对进货的冷轧钢板和镀锌涂料进行质量检测,确保符合生产要求。
3.冷轧加工:将冷轧钢板经过多道次的冷轧工序,使其达到预定的厚度和尺寸要求。
4.酸洗和退火:通过酸洗和退火工艺,去除冷轧钢板表面的氧化物和应力,提高钢板的表面质量。
5.清洗和涂层:将冷轧钢板表面进行清洗处理,然后进行镀锌涂层。
6.烘烤和冷却:经过烘烤和冷却工艺,使镀锌涂层固化,并保证产品的质量。
7.检测和包装:对镀锌钢板进行质量检测,合格后进行包装,并标注相应的生产信息。
3. 设备及机器配置包钢冷轧镀锌生产过程需要配备以下主要设备和机器:•冷轧机:用于对冷轧钢板进行冷加工,使其变薄且尺寸符合要求。
•酸洗和退火设备:通过酸洗和退火处理,去除钢板表面的氧化物和应力。
•清洗设备:用于清洗冷轧钢板表面的杂质和污染物。
•镀锌设备:将清洗后的钢板表面进行涂层。
•烘烤设备:对涂层进行烘烤,使其固化。
•冷却设备:用于将烘烤后的产品进行冷却处理。
4. 产品质量控制与检测包钢冷轧镀锌生产过程中,需要进行严格的产品质量控制与检测,以确保生产的钢板具有良好的品质和性能。
主要的产品质量控制与检测包括以下方面:•表面质量检测:通过目测和检测设备,对钢板的表面质量进行检测,如表面平整度、涂层附着力等。
•尺寸检测:对冷轧钢板和镀锌钢板的厚度、宽度、长度等尺寸进行检测,确保符合要求。
•化学成分检测:通过化学分析方法,对钢板的化学成分进行检测,以确保符合标准要求。
•机械性能测试:对冷轧钢板和镀锌钢板进行拉伸试验、硬度测试等机械性能测试,确保产品的强度、硬度等性能符合要求。
包钢冷轧镀锌生产介绍1. 背景和概述包钢冷轧镀锌生产是指将冷轧钢板进行表面涂层处理,以提高钢板的耐腐蚀性和机械性能。
冷轧钢板经过镀锌后,可以具备更好的耐候性和抗氧化性,广泛应用于建筑、汽车、家电和包装等行业。
2. 生产流程包钢冷轧镀锌生产包括以下主要步骤:2.1 冷轧钢板生产首先,生产线上的原料是热轧板卷,经过酸洗、冷轧、退火等工序,制备成符合要求的冷轧钢板。
2.2 表面预处理冷轧钢板进入表面预处理工艺,包括除油、酸洗、磷化等工序。
这些工序的目的是除去钢板表面的油污和氧化物,以保证后续涂层的附着力。
2.3 涂层制备经过表面预处理后的冷轧钢板进入涂层制备工序。
涂层通常是镀锌层,可以采用热浸镀、电镀等方法进行制备。
2.4 烘烤和冷却涂层后的钢板被送入烘烤炉进行热处理,以固化涂层。
然后,钢板经过冷却处理,使其表面达到所需的温度。
2.5 检验和卷取经过冷却后的钢板进行质检,以确保产品达到规定的质量标准。
合格的钢板被卷取成卷。
2.6 包装和出货卷取的钢板经过包装处理,按照客户要求进行标识和打包,最后出货。
3. 设备介绍包钢冷轧镀锌生产线通常包括以下设备:•酸洗机组:用于清除冷轧钢板表面的油污和氧化物。
•磷化机组:用于在钢板表面形成磷化层,增强涂层与钢板的附着力。
•烘烤炉:用于固化涂层,提高涂层的耐腐蚀性和机械性能。
•冷却辊道:用于钢板的冷却处理。
•镀锌机组:用于制备镀锌层,可以采用热浸镀或电镀等方法。
•卷取机:用于将加工完的钢板卷取成卷。
4. 核心技术和优势包钢冷轧镀锌生产线具有以下核心技术和优势:•表面预处理工艺:通过酸洗和磷化等工艺,确保钢板表面的清洁度和附着力,为后续的涂层提供良好的基础。
•涂层制备工艺:采用先进的镀锌工艺,能够均匀、牢固地镀上锌层,提高钢板的抗腐蚀性能。
•自动化控制系统:生产线采用先进的自动化控制系统,实现生产过程的精确控制和数据采集,提高生产效率和产品质量。
•质量检测系统:配备严格的质量检测系统,确保生产出的钢板符合国家和客户的规定标准。

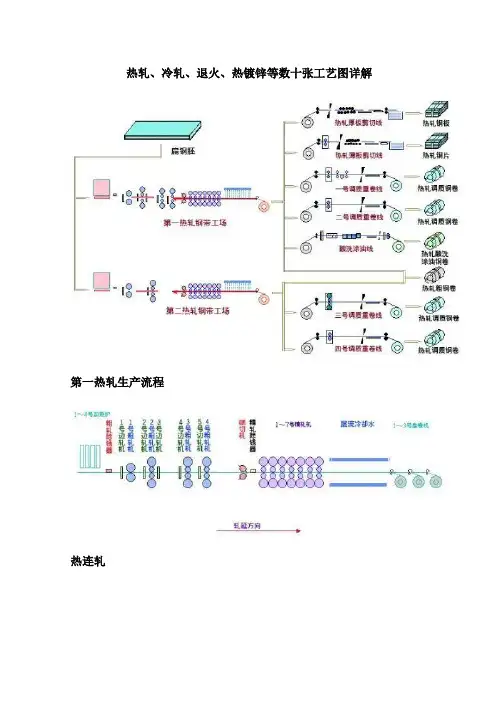
热轧、冷轧、退火、热镀锌等数十张工艺图详解第一热轧生产流程热连轧热轧生产流程>第一热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
开平剪切热轧生产流程>热轧板剪切线布置图:主要功能为将原料钢卷上线解卷、切边、切片、整平、堆叠、及包装为成品钢板叠(HR PLATE)。
调质卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
调质热轧生产流程>二号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
酸洗涂油卷、焊接、整平、酸洗、调质轧延、切边、涂油、分切及包装为成品酸洗钢卷。
第二热轧生产流程热连轧热轧生产流程>第二热轧钢带生产流程:热轧钢带工场主要制程是将扁钢胚加热后,经粗轧机及精轧机轧延成钢带,并以层流冷却系统喷水冷却至适当温度,再由盘卷机卷成粗钢卷。
调质卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
调质热轧生产流程>四号调质重卷线布置图:主要功能为将原料钢卷上线解卷、调质轧延、分切、重卷及包装为成品H.R COIL或H.R BAND〔HR BAND 未调质轧延〕。
冷轧酸洗冷轧第一酸洗冷轧线:第一酸洗冷轧线接收热轧钢卷,经过解卷、焊接、整平、盐酸酸洗、裁边之后,再经由串列式冷轧机轧延成厚度较薄之冷轧钢卷。
酸洗冷轧第二酸洗冷轧线:第二酸洗冷轧线是利用张力整平机及酸洗去除热轧钢卷锈皮,清洗、烘干去除钢带表面残酸,由裁边机将钢带裁至下游产线所需宽度及经四站六重式轧延机将热轧钢卷轧至客户所需厚度,并藉自动板形控制器来改善钢带板形,是一连续式酸洗冷轧制程产线。
热浸镀锌连续热浸镀锌线:热浸镀锌线是一条连续性生产线,酸洗冷轧后钢卷送入本产线经过焊接、表面清洗及退火之后进入锌槽镀锌(GI材)或再加热产生锌铁合金(GA材),接着再经过调质轧延及张力整平,最后再依不同需求实施后处理或涂油作业。



镀锌线工艺段简介及硬件及程序的介绍.ppt文档介绍:镀锌线工艺段简介及硬件和程序的介绍液压、润滑入口钢卷运输出口钢卷运输线上辅助设备工艺设备第三方接口(切边剪、涂油机、焊机、打捆带机…)辅助(中压监视、自动化设备监视…)与带钢接触的传动控制对传动的点动控制组点动控制张力控制卷径控制活套的控制启车的逻辑检查**邯钢冷轧厂清洗段介绍:清洗段主要有8套装置组成,它们互相配合作用以清洗掉带钢表面的杂质和油污,达到进入加热炉的要求。
第一步是在立式罐内进行。
这个罐子里有两组转向辊对带钢转向。
该罐内上部是喷淋碱液底部是碱液内浸泡,时间大概4秒,这样可以将附着物溶解和分解。
立式存储罐存放碱溶液。
两个泵实现碱液循环,一用一备。
在泵出口,管式热交换器加热循环碱液。
第二步通过每面两组刷辊进行刷洗,同时喷淋脱脂溶液。
通过脱脂溶液和刷辊的联合作用,可以最大程度清除带钢表面的油脂和轧制残留铁屑。
第三步进入立式电解清洗槽,通过物理和化学作用进一步清洁带钢表面。
该过程是在碱液中进行,每更换一种带钢规格极性自动变换一次。
循环泵连接在罐的底部。
这些泵向电解极板之间和在线槽的底部注液碱液。
在槽的出口处有两组挤干辊。
第四步为喷淋刷洗段,每面有两组涮洗装置带热水喷头。
喷淋结合刷洗能够有效的清除化学附着脏物和金属铁屑。
出口处有两组挤干辊。
第五和第六步(第二和第三漂洗段)是两个隔开的水平罐。
每个罐体都有一个循环泵。
在第二部分有热交换器进行加热。
第七步通过两个喷嘴以15b压力向带钢表面连续喷淋高压热脱矿物质水(由2个泵供液)。
最终漂洗段的出口有两组挤干辊。
第八步和最后处理是用压缩空气吹边进行边部干燥。
用热风烘干带钢。
3#张紧辊,3辊驱动,用于控制清洗段和炉子间的张力。
它的目的是为了降低带钢张力已到达炉子对张力的要求。
跳动辊炉前位置:炉子入口处带钢张力的变化起缓冲作用长时间停车对带钢的收缩进行补偿.炉子有3种工作状态:正常态烘炉和加热降温光整包含:SPM湿辊系统高压清洗系统。