数控技能大赛车工图纸精选试题四
- 格式:doc
- 大小:241.50 KB
- 文档页数:2


数控车工(高级组)操作技能-B 全国数控技能比赛试
题,数控车练习图纸
第四届数控技能大赛山东省预赛实操试卷
数控车工(高级组)操作技能考核准备通知单(考场、考生)
姓名:准考证号:单位:⒈ 准备要求:
⑴ 考场准备:
① 试题名称:零件加工
② 本题分值:100分③ 考核时间:300min ④ 考核形式:操作
⑤ 设备设施实施准备:
材料准备
① 试题名称:轴类配合零件加工② 本题分值:100分
③ 考核时间:300min ④ 考核形式:操作⑤ 工具及其他准备:
第 1 页共 2 页
数控车工(高级组)操作技能考核准备通知单(考场、考生)
姓名:准考证号:单位:⒉ 考核要求:
⑴ 本题分值:100分⑵ 考核时间:300min
⑶ ⑷ ⑸
考核形式:操作
具体考核要求:根据零件图纸完成加工否定项说明:① ②
出现危及考生或他人安全的状况将中止考试,如果原因是考生操作失误所致,考生该题成绩
记零分。
因考生操作失误所致,导致设备故障且当场无法排除将中止考试,考生该题成绩记零分。
因刀具、工具损坏而无法继续应中止考试。
考件编号: 姓名: 准考证号: 单位:
考件编号: 姓名: 准考证号: 单位:
考件编号:姓名:准考证号:单位:
操作技能考核总成绩表
现场操作规范评分表
考件编号:姓名:准考证号:单位:。
高级数控车工操作技能考核准备通知单一、试题名称:1.用数控车床车削球头锥套二、设备准备所需设备由各考点准备三、材料准备五、考核准备1.考核场地面积满足鉴定考核要求,且整洁规范,无干扰。
2.考核工位辅助工卡具齐全,照明良好,光线充足。
3.考核场地内安全防护设施齐全,且符合标准。
六、考评人员要求1.考评员应热爱本职工作,遵守考评员守则。
2.考评员必须由具有高级工或技师、中级专业技术职务以上任职资格、对鉴定工作较熟悉的人员担任。
3.考核时,考评员与考生比例为1:2。
4.现场考评员应提前15分钟到达考核现场,按操作技能考核规则运作。
5.记录员做好分数统计及保密工作,评分记录表不得涂改。
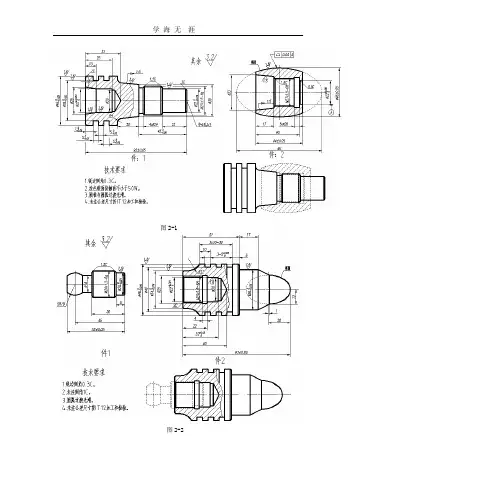
高级数控车工操作技能考核试题考生姓名:准考证号:工作单位:----------------------------------- 装订线---------------------------------------------------------------------- 一、试题名称:球头锥套二、操作规定说明:(1)考前15分钟发给考生图样和试件,在考评人员监督下进行加工前准备和编程。
(2)所用材料必须按考试管理制度领用,试件要统一打钢印。
(3)刀具修磨及切削工艺参数选择由操作者独立完成。
(4)加工结束后,应去除毛刺、不允许用锉刀或砂纸打磨加工表面。
(5)严格按安全操作规程操作。
(6)做到工完、料净、场地清。
三、考核时限:1.准备工作:包括刀具准备和编程120分钟。
2.正式操作:240分钟四、考试评分:1.考核采用百分制2.评分方法、评分应由至少2名考评员按《评分记录表》独立评分,最后取所有考评员评分的算术平均值。
五、评分标准:(见评分记录表)高级数控车工操作技能考核评分记录表准考证号:姓名:单位:-----------------------------------装订线--------------------------------------------------------------------试题名称:球头锥套编程与操作时间:360分钟考评员:记分员:年月日。

2019年项城中专现代制造技术类比赛数控车加工技术试题(A卷)根据下图在数控车床上把此零件加工出来评分标准学校姓名分数检测项目技术要求配分评分标准得分机床操作1 按步骤开机、检查、润滑 2 不正确无分2 回零 2 不正确无分3 程序输入正确 3 不正确无分4 程序校验成功 3 不正确无分5 工、夹、刀具的正确安装 3 不正确无分6 对刀正确 3 不正确无分7 检查对刀 3 不正确无分外圆8 Φ42 Ra1.6 5 超差、降级无分9 Φ28 Ra3.2 5 超差、降级无分10 Φ20 Ra3.2 5 超差、降级无分11 R7 Ra3.2 5 超差、降级无分圆弧12 R5 Ra3.2 5 超差、降级无分13 35 6 超差无分长度14 10 5 超差无分15 5 5 超差无分16 安全操作规程违反扣总分10分每次安全60 总得分总配分检测人开始时间评分人结束时间2019年项城中专现代制造技术类比赛数控车加工技术试题(B 卷)根据下图在数控车床上把此零件加工出来评分标准学校 姓名 分数 检测项目 技术要求配分 评分标准 得分 机 床 操 作1 按步骤开机、检查、润滑2 不正确无分 2 回零 2 不正确无分3 程序输入正确 2 不正确无分 4程序校验成功2不正确无分5 工、夹、刀具的正确安装 2 不正确无分6 对刀正确 2 不正确无分 7检查对刀2 不正确无分 外8 Φ42 Ra1.6 5 超差、降级无分 9Φ38 Ra3.25超差、降级无分圆10 Φ30 Ra3.2 5 超差、降级无分11 Φ24 Ra1.6 5 超差、降级无分圆弧12 SR12±0.03 Ra3.2 5 超差、降级无分13 R47 Ra3.2 5 超差、降级无分长度14 15 6 超差无分15 10 5 超差无分16 5 5 超差无分安全17 安全操作规程违反扣总分10分每次总配分60 总得分开始时间检测人结束时间评分人。