基于机械零件磨损修复技术的研究正式版
- 格式:docx
- 大小:37.14 KB
- 文档页数:12

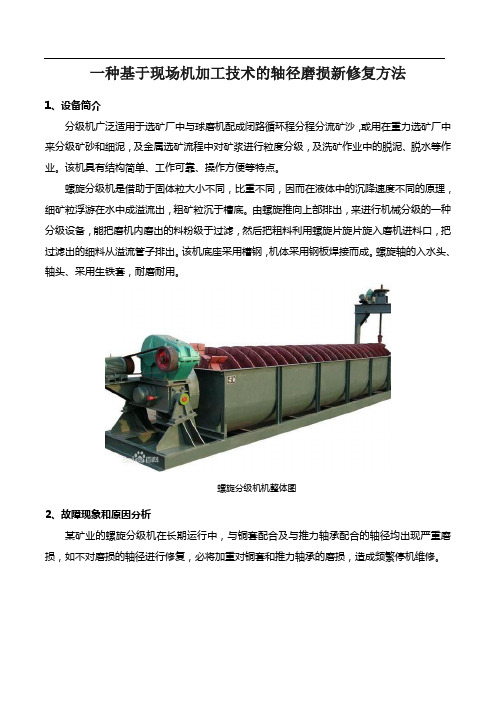
一种基于现场机加工技术的轴径磨损新修复方法1、设备简介分级机广泛适用于选矿厂中与球磨机配成闭路循环程分程分流矿沙,或用在重力选矿厂中来分级矿砂和细泥,及金属选矿流程中对矿浆进行粒度分级,及洗矿作业中的脱泥、脱水等作业。
该机具有结构简单、工作可靠、操作方便等特点。
螺旋分级机是借助于固体粒大小不同,比重不同,因而在液体中的沉降速度不同的原理,细矿粒浮游在水中成溢流出,粗矿粒沉于槽底。
由螺旋推向上部排出,来进行机械分级的一种分级设备,能把磨机内磨出的料粉级于过滤,然后把粗料利用螺旋片旋片旋入磨机进料口,把过滤出的细料从溢流管子排出。
该机底座采用槽钢,机体采用钢板焊接而成。
螺旋轴的入水头、轴头、采用生铁套,耐磨耐用。
螺旋分级机机整体图2、故障现象和原因分析某矿业的螺旋分级机在长期运行中,与铜套配合及与推力轴承配合的轴径均出现严重磨损,如不对磨损的轴径进行修复,必将加重对铜套和推力轴承的磨损,造成频繁停机维修。
待修复的设备磨损的轴径在零件失效的形式中,磨损是零件失效的主要形式,据统计有75%的机械零件是由于磨损而失效。
机械零件磨损的形式多种多样,与它所处的润滑状态、摩擦形式及材料本身的机械性能等有关。
归结起来一般有五种摩损形式:正常磨损、粘着磨损、磨粒磨损、疲劳磨损、腐蚀磨损。
矿山机械的运行环境大多都很恶劣,机械设备由于负荷重、冲击大、温度高、工作环境恶劣等因素,机械磨损更为显著。
3、故障的检修模式1)传统检修模式补焊机加工修复工艺是传统工艺修复工艺中最常见的一种方式,其特点就是修复精度高。
其缺点是对于小型轴类的修复过程中容易造成应力集中或者造成轴的弯曲变形;传统的修复方法是将螺旋整体拆卸后运至加工厂,进行补焊后再加工出标准配合面,不但拆卸运输时间长,而且一般加工厂也不具备这样大型的机加工设备。
2)现场修复的优势及可行性分析高分子复合材料修复技术是利用高分子复合材料具有金属所要求的强度和硬度,又具有金属所不具备的退让性实现在线修复轴类磨损的新技术。

机械零件的修复技术论述引言机械零件的修复技术是一项关键的工作,它能够帮助我们节约资源、延长机械设备的使用寿命,并减少由于零件损坏引起的生产中断。
本文将论述机械零件修复技术的重要性、修复的基本原则和常见的修复方法。
机械零件修复的重要性机械设备在长期使用过程中,零件会因磨损、腐蚀、断裂等问题而出现损坏。
传统的做法是直接将损坏的零件更换为新的,但这种做法需要大量的资源和时间,同时会造成大量废弃零件的浪费。
而通过修复技术,可以将损坏的零件进行修复,延长其使用寿命,降低企业的维护成本。
修复的基本原则•安全性:修复后的零件应保持原有的安全性能,不能对设备和工作人员造成任何风险。
•可靠性:修复后的零件应具有与新零件相似的可靠性,能够保持正常工作并承受正常的工作负荷。
•经济性:修复后的零件应在经济可行的情况下进行修复,以节约成本并延长零件的使用寿命。
常见的机械零件修复方法焊接修复焊接修复是一种常见且有效的修复方法,它通常适用于金属零件的修复。
常见的焊接方法包括电弧焊接、气体保护焊接和电阻焊接等。
修复前需要对损坏零件进行清洗、除锈和磨削处理,然后通过焊接将断裂的部分连接起来。
焊接修复后的零件需要进行热处理或其他表面处理,以提高其强度和硬度。
粘接修复粘接修复是一种适用于非金属材料的修复方法,常见的粘接剂包括胶水、环氧树脂和玻璃胶等。
修复前需要将损坏零件表面清洁干净,并选择适合的粘接剂进行粘接。
修复后的零件需要等待粘接剂完全干燥并进行硬化处理,以保证粘接的牢固性。
翻新修复翻新修复是一种通过对零件表面进行修复处理,恢复其原有形状和功能的修复方法。
常见的翻新修复方法包括磨削、抛光和涂层等。
磨削和抛光可以去除零件表面的磨损层,恢复其光滑度和精度。
涂层修复可以通过在零件表面涂覆特殊材料,提高其耐磨性和耐腐蚀性。
更换部分修复更换部分修复是一种常见的修复方法,适用于无法通过修复方法进行修复的零件。
在进行更换部分修复时,需要使用与原零件相同规格和型号的新零件进行替换。

机械零件常用修复措施浅谈摘要:机械设备在运行过程中,总会因为零件的破损而影响到机械的正常使用,因此,机械设备在运行过程中,要尽可能地减少对零件的磨损,针对零件的不同破损,选择合适的修复措施进行零件修复。
本文就机械零件常用修复措施进行简单的分析。
关键词:机械零件;修复措施;浅析在机械设备进行运作过程中,多多少少都会对零件造成磨损现象,但是不能因为零件磨损而经常换零件,这样并不利于设备的精确度使用。
因此,在使用设备时,对于磨损的零件要经常进行修复,保证零件能够使用的同时,保证设备的正常运行。
在修复零件的过程中,要尽量减少零件的维修时间,降低零件修理的成本。
本文主要是围绕着机械零件的修复方法进行简单的分析。
1 机械零件常用的修复措施在正常的机械设备运行过程中,主要对磨损的零件进行修复的方式有以下六种:涂覆修复法、电镀修复法、粘接修复法、焊接修复法、切削加工修复法。
1.1 涂覆修复法所谓的涂覆修复法主要是指,当零件磨损以后,用电弧或者乙炔火焰将某些合金或者尼龙塑料粉末融化成雾状,然后使其喷向零件的磨损位置,进而其合金或塑料材料能够沉淀到零件磨损表面,在其表面形成涂层,进而修复了零件。
这种方式主要适用于轴部位的零件(青铜轴承、导轨灯)修复。
值得注意的是,要在零件表层留有适当的位置进行涂层磨削加工处理。
1.2 电镀修复法所谓的电镀修复法,主要是指对磨损的零件表面镀一层铁或者铬,比较常见的是在零件表面镀一层硬铬。
用这种方法修复破损的零件,不光是能够修复零件的大小尺寸,同时还能够加强零件表面的性能,使零件具有更强的耐磨性、硬度、润滑性以及耐腐蚀性等特点,值得注意的是,在电镀之前,要对磨损的零件进行除油和磨削,磨削一般是用细纱布打光,电镀之后还要检查修复的零件是否已经无裂痕、斑点等现象,这样能够排除电镀磨损零件表面的不均匀现象,能够使零件表面更润滑,但是由于电镀强度比较大,铬比较脆,因此电镀不用用来修复受冲击性的零件。
( 安全管理 )单位:_________________________姓名:_________________________日期:_________________________精品文档 / Word文档 / 文字可改基于机械零件磨损修复技术的研究(2020版)Safety management is an important part of production management. Safety and production are inthe implementation process基于机械零件磨损修复技术的研究(2020版)机械设备在生产应用过程中难免出现磨损、刮伤、变形等原因造成设备损坏不能得到合理应用而失效,为达到设备科学应用需要对机械设备采取合理且先进的工艺对损坏部分进行修复。
因此,基于对机械设备修复技术的研究及应用,有利于提高设备使用寿命,对设备恢复应用具有重要的现实意义。
随着科学技术的快速发展,机械设备是推动现代社会发展的基础及催化剂,是当前社会革新的先进生产力。
机械设备在使用过程中由于维护不当或长期运行易出现磨损现象,损伤状况多为配合间隙超标,严重处呈现局部沟槽、表面烧焦变黑等现象,导致配合失效。
随着机电一体化,高速化,微电子化等科技的进一步发展与创新,使得机械设备维护与修复更加宽广,用于修复机械设备损坏的方法较多,如钳工修复方法,机械修复法,焊修法,电镀法,喷涂法,粘修法。
在实际修复中可在经济允许,条件具备,尽可能满足零件尺寸及性能的情况下,合理选用修复方法及工艺。
机械设备零件常见磨损类型机械设备在工作过程中,摩擦是不可避免的自然现象,磨损是摩擦的必然结果,机械设备中约有80%的零件因磨损而失效报废。
磨损是一种微观和动态的过程,因机件间不断地摩擦或因介质的冲刷,其摩擦表面逐渐产生磨损,因此引起机件几何形状改变,强度降低,破坏了机械的正常工作条件,在这一过程中,零件不仅发生外形和尺寸的变化,而且会发生其他各种物理、化学和机械的变化,使机器丧失了原有的精度和功能。
目录引言 ..................................................... 错误!未定义书签。
一、钳工修复与机械修复 .................................. 错误!未定义书签。
1.1钳工修复 .......................................... 错误!未定义书签。
1.2机械修复 .......................................... 错误!未定义书签。
二、焊接修复 ............................................ 错误!未定义书签。
2.1焊补 .............................................. 错误!未定义书签。
2.2堆焊 .............................................. 错误!未定义书签。
2.3钎焊 .............................................. 错误!未定义书签。
三、热喷涂修复法 ........................................ 错误!未定义书签。
3.1概述 .............................................. 错误!未定义书签。
3.2热喷涂工艺 ........................................ 错误!未定义书签。
四、电镀修复法 .......................................... 错误!未定义书签。
4.1电镀修复法 ........................................ 错误!未定义书签。
4,2镀铁 .............................................. 错误!未定义书签。
机械行业智能化机械部件磨损检测与修复方案第1章绪论 (2)1.1 研究背景与意义 (2)1.2 国内外研究现状 (3)1.3 研究目标与内容 (3)第2章智能化机械部件磨损检测技术 (3)2.1 磨损检测原理与方法 (3)2.1.1 磨损检测基本原理 (3)2.1.2 磨损检测方法 (4)2.2 智能检测技术概述 (4)2.2.1 人工智能技术 (4)2.2.2 传感器技术 (4)2.2.3 互联网技术与大数据分析 (4)2.3 数据采集与处理技术 (4)2.3.1 数据采集 (4)2.3.2 数据处理 (4)第3章机械部件磨损特征分析 (5)3.1 磨损特征参数选取 (5)3.2 磨损特征提取方法 (5)3.3 磨损特征分析算法 (5)第4章机器学习在磨损检测中的应用 (6)4.1 机器学习算法概述 (6)4.2 支持向量机在磨损检测中的应用 (6)4.2.1 磨损数据预处理 (6)4.2.2 支持向量机模型训练 (6)4.2.3 磨损检测结果评估 (6)4.3 神经网络在磨损检测中的应用 (7)4.3.1 神经网络结构设计 (7)4.3.2 神经网络模型训练 (7)4.3.3 磨损检测结果评估 (7)第5章深度学习在磨损检测与识别中的应用 (7)5.1 深度学习技术概述 (7)5.2 卷积神经网络在磨损检测中的应用 (7)5.3 循环神经网络在磨损识别中的应用 (8)第6章智能化机械部件磨损预测 (8)6.1 磨损预测方法概述 (8)6.2 时间序列分析在磨损预测中的应用 (8)6.3 人工智能技术在磨损预测中的应用 (9)第7章机械部件磨损修复技术 (9)7.1 磨损修复方法概述 (9)7.2 传统磨损修复技术 (9)7.3 激光修复技术在磨损修复中的应用 (10)第8章智能化磨损修复系统设计 (10)8.1 系统总体设计 (10)8.1.1 设计原则与目标 (10)8.1.2 系统框架 (11)8.2 系统硬件设计 (11)8.2.1 传感器模块 (11)8.2.2 数据采集与处理模块 (11)8.2.3 磨损检测模块 (11)8.2.4 修复决策模块 (11)8.2.5 执行器模块 (11)8.2.6 人机交互模块 (11)8.3 系统软件设计 (11)8.3.1 软件架构 (11)8.3.2 数据处理算法 (11)8.3.3 磨损检测算法 (12)8.3.4 修复决策算法 (12)8.3.5 执行器控制策略 (12)8.3.6 人机交互界面设计 (12)第9章智能化磨损检测与修复技术的应用案例 (12)9.1 案例一:某生产线轴承磨损检测与修复 (12)9.1.1 背景介绍 (12)9.1.2 检测与修复方法 (12)9.1.3 应用效果 (12)9.2 案例二:某汽车发动机磨损检测与修复 (13)9.2.1 背景介绍 (13)9.2.2 检测与修复方法 (13)9.2.3 应用效果 (13)9.3 案例三:某风力发电机组齿轮磨损检测与修复 (13)9.3.1 背景介绍 (13)9.3.2 检测与修复方法 (13)9.3.3 应用效果 (13)第10章总结与展望 (14)10.1 研究工作总结 (14)10.2 智能化磨损检测与修复技术的发展趋势 (14)10.3 未来的研究方向与挑战 (14)第1章绪论1.1 研究背景与意义工业4.0时代的到来,我国机械行业正面临着智能化、自动化、网络化的深刻变革。
Through the reasonable organization of the production process, effective use of production resources to carry out production activities, to achieve the desired goal.
基于机械零件磨损修复技术的研究正式版
基于机械零件磨损修复技术的研究正
式版
下载提示:此安全管理资料适用于生产计划、生产组织以及生产控制环境中,通过合理组织生产过程,有效利用生产资源,经济合理地进行生产活动,以达到预期的生产目标和实现管理工作结果的把控。
文档可以直接使用,也可根据实际需要修订后使用。
机械设备在生产应用过程中难免出现磨损、刮伤、变形等原因造成设备损坏不能得到合理应用而失效,为达到设备科学应用需要对机械设备采取合理且先进的工艺对损坏部分进行修复。
因此,基于对机械设备修复技术的研究及应用,有利于提高设备使用寿命,对设备恢复应用具有重要的现实意义。
随着科学技术的快速发展,机械设备是推动现代社会发展的基础及催化剂,是当前社会革新的先进生产力。
机械设备在使用过程中由于维护不当或长期运行易出
现磨损现象,损伤状况多为配合间隙超标,严重处呈现局部沟槽、表面烧焦变黑等现象,导致配合失效。
随着机电一体化,高速化,微电子化等科技的进一步发展与创新,使得机械设备维护与修复更加宽广,用于修复机械设备损坏的方法较多,如钳工修复方法,机械修复法,焊修法,电镀法,喷涂法,粘修法。
在实际修复中可在经济允许,条件具备,尽可能满足零件尺寸及性能的情况下,合理选用修复方法及工艺。
机械设备零件常见磨损类型
机械设备在工作过程中,摩擦是不可避免的自然现象,磨损是摩擦的必然结果,机械设备中约有80%的零件因磨损而失
效报废。
磨损是一种微观和动态的过程,因机件间不断地摩擦或因介质的冲刷,其摩擦表面逐渐产生磨损,因此引起机件几何形状改变,强度降低,破坏了机械的正常工作条件,在这一过程中,零件不仅发生外形和尺寸的变化,而且会发生其他各种物理、化学和机械的变化,使机器丧失了原有的精度和功能。
机械设备零件常见磨损类型主要有以下几种:
2.1.黏着磨损
两摩擦表面接触时,由于表面不平,发生的是点接触,在相对滑动和一定载荷作用下,在接触点发生塑性变形或剪切,使其表面膜破裂,摩擦表面温度升高,严重时表面金属会软化或熔化,此时,接触
点产生黏着,然后出现黏着剪断再黏着再剪断的循环过程,形成黏着磨损。
2.2.磨料磨损
由于一个表面硬的凸起部分和另一表面接触,或者在两个摩擦面之间存在着硬的颗粒,或者这个颗粒嵌入两个摩擦面的一个面里,在发生相对运动后,使两个表面中某一个面的材料发生位移而造成的磨损称为磨料磨损。
冶金机械的许多构件直接与灰渣、铁屑、矿石颗粒相接触,都会发生不同形式的磨料磨损。
2.3.疲劳磨损
摩擦表面材料微观体积受循环接触应力作用产生重复变形,导致产生裂纹和分离出微片或颗粒的磨损称为疲劳磨损。
如
滚动轴承的滚动体表面、齿轮轮齿节圆附近、钢轨与轮箍接触表面等,常常出现小麻点或痘斑状凹坑,就是疲劳磨损所形成。
2.4.腐蚀磨损
在摩擦过程中,金属同时与周围介质发生化学反应或电化学反应,使腐蚀和磨损共同作用而导致零件表面物质的损失,这种现象称为腐蚀磨损。
2.5.微动磨损
两个接触表面由于受相对低振幅振荡运动而产生的磨损叫做微动磨损。
它产生于相对静止的接合零件上,因而往往易被忽视。
微动磨损的最大特点是在外界变动载荷作用下,产生振幅很小的相对运动,
由此发生摩擦磨损。
机械零件修复技术
失效的机械零件大部分都可以修复,尤其是磨损失效的零件,可以采用堆焊、热喷涂和喷焊、电刷镀等表面技术,不仅使修复后的机械零件满足使用的技术要求,而且还能提高零件的某些性能,如耐磨性、耐腐蚀性等。
对于机械设备的基础件,如气缸盖、机体等大型铸件产生裂纹,可针对性地采用粘接技术进行修复。
机械零件磨损修复主要有以下几种方式:
3.1.钳工修复
钳工修复包括绞孔,研磨,刮研,钳工修补。
绞孔是为了能提高零件的尺寸精度和减少表面粗糙度值,主要用来修复各
种配合的孔. 研磨是在工件上研掉一层极薄表面层的精加工方法,可得到较高的尺寸精度和形位精度。
刮研是用刮刀从工件表面刮去较高点,再用标准检具涂色检验的反复加工过程,具有切削量小,切削力小,产生热量小,夹装变形小,不受工件位置和工件大小的限制,可根据实际要求把工件表面刮成中凹或中凸等特殊形状,获得很高的精度和很小的表面粗糙度值。
3.2.机械修复
机械修复包括局部换修法、换位法、镶补法、金属扣合法、修理尺寸法、塑性变形法等,可利用现有的简单设备与技术,进行多种损坏形式的修复。
其优点是不会产生热变形;缺点是受零件结构、强
度、刚度的限制,难以加工硬度高的材料,难以保证较高精度。
局部换修法是指若零件的某个部位局部损坏严重,而其他部位仍完好,如果零件结构允许,可将磨损严重的部位切除,将这部分重制新件,用机械连接、焊接或胶粘的方法固定在原来的零件上,使零件得以修复,适用于多联齿轮局部损坏或结构复杂的齿圈损坏的情况。
3.3.焊接修复
焊接技术用于修复零件使其恢复尺寸与形状或修复裂纹与断裂时称为补焊;用于恢复零件尺寸、形状,并赋予零件表面以某些特殊性能的熔敷金属时称为堆焊。
补焊和堆焊在机械零件的修复技术方法中
占有重要的地位,其突出的优点是:结合强度高,可修复磨损失效零件;可以焊补裂纹与断裂、局部损伤;可以用于校正形状。
由于焊接质量高、效率高、设备成本低、便于现场抢修等特点,应用十分广泛。
3.4.电镀修复法
电镀是指在含有欲镀金属的盐类液中,以被镀基体金属为阴极,通过电解作用,使镀液中欲镀金属的阳离子在基体金属表面沉积,形成镀层的一种表面加工技术。
电镀技术形成的金属镀层可补偿零件表面磨损和改善表面性能,提高机械零件表面的耐磨性。
3.5.胶接修复
修复技术是利用粘接剂对表面的物理吸附力和粘接剂固化后对表面的机械连接力等作用实现的,将两个物体牢固地粘接在一起,胶接工艺的特点是胶结力较强,可胶接各种金属或非金属材料,不会有变形。
胶粘接工艺流程是:零件的清洗检查,机械处理,出油,化学处理,胶粘接调剂,胶接,固化,检查。
随着科学技术的进步,在生产实践中机械零件的修复技术不断创新,机械零件磨损的快速修复是延长机械使用寿命的有效手段,修复后的机械零件质量和性能可以达到新零件的水平,有的甚至可以超过新零件,这将推动机械零件的检修技术更
进一步发展。
——此位置可填写公司或团队名字——。