1.增环---当其余组成环不变,封闭环因 其增大而增大的环. 2.减环---当其余组成环不变,封闭环因 其增大反而减小的环.
14
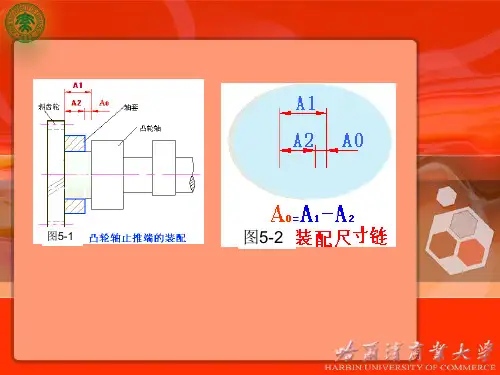
(三) 尺寸链图的制作步骤 1.确定封闭环---依实际工艺过程,找出间 接保证的尺寸. 2.以封闭环开始,按“最少组成环环数” 的原则,画出实际组成环. 3.按各尺寸首尾相接的原则,顺着一个方 向在各尺寸线终端箭头.凡是箭头方向与 封闭环箭头相同的尺寸就是减环,反之增 环.
i 1
i 1 m
封闭环的公差
T(A0) =
T 1 m
T ( A )
i
n
= ES(A0) - EI(A0)
19
(四) 尺寸链的计算 2. 极值法解封闭环
尺寸链的竖式解:(适用于尺寸链中组成环数目较多的情形) 组成环 增
……
基本尺寸 A1
……
上偏差 ΔS A1 A1
T ( A0 ) T(Ai)= n
b. 按等公差级的原则分配封闭环的 公差(按基本尺寸大小来分配公差,工艺上较合理)
T ( A ) T ( A ) ≦T ( A )
i i 0 i 1 i 1 m
m
n
21
(四) 尺寸链的计算
2. 极值法解封闭环
公差分配一般原则: c. 按具体情况分配.这与设计经验 相关,实质上就是从工艺观点考虑.
15
(三) 尺寸链图的制作步骤
应注意事项:
1. 工艺尺寸链的构成,取决于工艺方 案和具体的加工方法.
2.正确封闭环的选取是解尺寸链的关 键. 3. 一个尺寸链只能解一个封闭环.
16
(四) 尺寸链的计算
1. 计算工艺尺寸链的方法
a. 极值法---一般生产中应用 b. 概率法---应用于生产批量大的 自动化及半自动化生产方面,或 尺寸链的环数较多的场合.