螺孔底孔翻边尺寸
- 格式:pdf
- 大小:57.42 KB
- 文档页数:1
文摘:在钣金冲压件中,根据材料的厚度,采用精冲小孔、变薄翻边、冷冲孔和挤压等工艺方法,形成螺纹底孔。
本文论述了上述螺纹冲压工艺、模具结构及其设计制造工艺。
主题词:冲孔螺纹底孔、冲孔小孔、变薄翻边、冷冲孔与挤压、成形技术。
螺纹连接结构,尤其是紧密螺纹连接结构,是各种机电和家用电器中最重要的部件连接结构。
对于钣金冲压件的紧密螺纹连接,连接螺纹的长度必须大于材料的厚度,以保证连接的可靠性和增强其承载能力,从而达到使钣金冲压件可靠、重量轻、强度高的目的。
轻巧紧凑的理想结构部件。
在仪器仪表、电子电器、各种家用电器、家用电器、玩具等产品的钣金冲压件中,经常采用M2-M10小螺纹紧固结构。
为了提高生产效率,满足大批量生产的需要,采用小孔精密冲孔、减薄翻边、冷冲孔、挤压等方法,不仅可以冲孔而不必钻孔,大大提高了生产效率,同时,可获得尺寸准确、一致性好的底孔,使螺纹连接有足够的长度,保证连接的可靠性和设计要求的承载能力。
因此,采用冲压成形技术加工小螺纹底孔具有质量高、成品率高的效果,也是一项成熟且值得推广的技术。
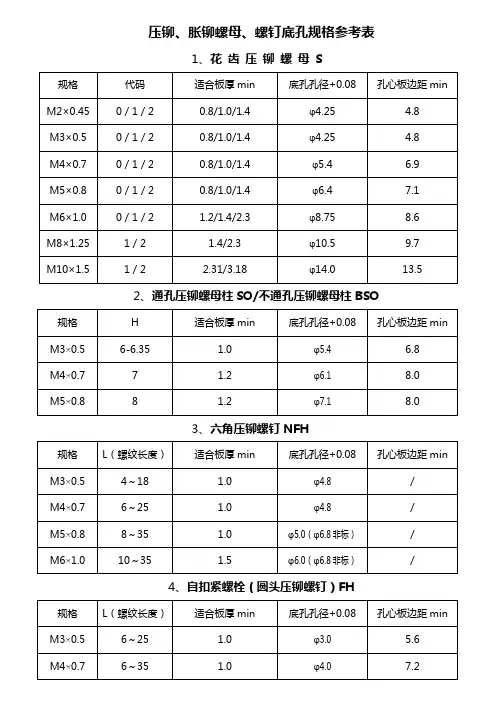
1螺纹底孔的计算合适的螺纹底孔尺寸不仅取决于螺纹直径,而且与螺距有密切关系。
通常计算如下:当tL≤1时,取:dZ=d-tL,当tL>1时,取:dZ=d-(1.04~1.06)tL(2),式中tL螺距,mm dZ—螺纹底孔直径,mm d—螺纹直径,mm表1螺纹底孔直径合理值(mm)螺纹直径d螺距tL底孔直径dz M1 M2 M3 M4 M5 M6 M12 M12 M14 M16 M18 M20 M22 M24 M27 M30 0.25 0.4 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2.5 2.5 2.5 3 3 3 3 3.5 0.75 1.6 2.5 3 4 4 5 5 5 5 5 6.7 8.5 10.2 11.9 13.9 15.4 17.4 20.9 26.3 2冲螺纹的基本工艺底孔是冷冲压法,冲压钣金件螺纹底孔的主要工艺方法是:(1)当冲压件的厚度满足螺纹连接所需长度时,用厚料冲孔并精冲。
文摘:在钣金冲压件中,根据材料的厚度,采用精冲小孔、变薄翻边、冷冲孔和挤压等工艺方法,形成螺纹底孔。
本文论述了上述螺纹冲压工艺、模具结构及其设计制造工艺。
主题词:冲孔螺纹底孔、冲孔小孔、变薄翻边、冷冲孔与挤压、成形技术。
螺纹连接结构,尤其是紧密螺纹连接结构,是各种机电、家用电器中最重要的零件连接结构形式。
对于钣金冲压件的紧螺纹连接,连接螺纹的长度必须大于材料的厚度,以保证其连接的可靠性,增强其承载能力,从而达到使钣金冲压件可靠、重量轻、强度高的目的,轻巧紧凑的理想结构部件。
在仪器仪表、电子电器、各种家用电器、家用电器、玩具等产品的钣金冲压件中,经常采用M2-M10小螺纹紧固连接结构。
为了提高生产效率,满足批量生产的需要,采用精冲小孔、变薄翻边、冷冲孔和挤压等方法,冲压这些螺纹小底孔不仅可以用冲孔代替钻孔,大大提高了生产效率,同时,可获得尺寸准确、一致性好的底孔,并能使螺纹连接有足够的长度,以保证连接的可靠性和设计要求的承载能力。
因此,采用冲压成形技术加工小螺纹底孔具有质量高、成品率高的效果,也是一项成熟且值得推广的技术。
1螺纹底孔的计算一个合适的螺纹底孔的尺寸不仅取决于螺纹直径,而且与螺距有密切关系。
通常可计算如下:当tL≤1时,取:dZ=d-tL,当tL>1时,取:dZ=d-(1.04~1.06)tL(2),式中tL—螺距,mm dZ—螺纹底孔直径,mm d—螺纹直径,mm表1螺纹底孔直径合理值(mm)螺纹直径d螺距tL底孔直径dz M1 M2 M3 M4 M5 M6 M10 M12 M14 M16 M18 M20 M22 M24 M27 M30 0.25 0.4 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2 2.5 2.5 2.5 3 3 3 3.5 0.75 1.6 2.5 3 4 4 5 5 5 6.7 8.5 10.2 11.9 13.9 15.4 17.4 20.9 23.9 26.3 2基本工艺冲孔螺纹底孔的方法用冷冲压的方法冲制钣金冲压件的螺纹底孔的主要工艺方法是:(1)当冲压件的厚度满足螺纹连接的要求长度时,用厚料冲小孔和精冲,冲孔工艺可以解决这个问题。
文摘:在钣金冲压件中,根据材料的厚度,采用精冲小孔、变薄翻边、冷冲孔和挤压等工艺方法,形成螺纹底孔。
本文论述了上述螺纹冲压工艺、模具结构及其设计制造工艺。
主题词:冲孔螺纹底孔、冲孔小孔、变薄翻边、冷冲孔与挤压、成形技术。
螺纹连接结构,特别是紧密螺纹连接结构,是各种机电和家用电器中最重要的部件连接结构。
对于钣金冲压件的螺纹连接,连接螺纹的长度必须大于材料的厚度,以保证连接的可靠性,提高其承载能力,从而达到使钣金冲压件可靠、重量轻、强度高的目的。
轻巧紧凑的理想结构部件。
在仪器仪表、电子电器、各种家用电器、家用电器、玩具等产品的钣金冲压件中,经常采用M2-M10小螺纹紧固结构。
为了提高生产效率,满足批量生产的需要,采用小孔精密冲孔、减薄翻边、冷冲孔、挤压等方法,不仅不需要冲孔,大大提高了生产效率,同时,获得了准确的底孔尺寸和一致性使螺纹连接有足够的长度,以保证连接的可靠性和设计要求的承载能力。
因此,采用冲压成形技术加工小螺纹底孔具有质量高、成品率高的效果,也是一项成熟且值得推广的技术。
1螺纹底孔的计算合适的螺纹底孔尺寸不仅取决于螺纹直径,而且与螺距有密切关系。
通常计算如下:当tL≤1时,取:dZ=d-tL,当tL>1时,取:dZ=d-(1.04~1.06)tL(2),式中tL螺距,mm dZ 螺纹底孔直径,mm d螺纹直径,mm表1螺纹底孔直径合理值(mm)螺纹直径d螺距tL底孔直径dZ M12 M2 M3 M4 M5 M12 M12 M14 M16 M18 M20 M22 m24 M30 0.25 0.40.5 0.7 0.8 1.25 1.5 1.75 2 2.5 2.5 3 3 3.5 0.75 1.6 2 2 2.5 3 3 4 4 5 5 5 5 6.7 8.5 10.2 11.9 13.9 15.4 17.4 20.9 26.3 2冲螺纹的基本过程是冷冲压方法。
主要方法有:冲孔和冲孔。

翻孔与翻边A、翻圆孔在板料冲压件上,常常有翻孔(通常用于孔边缘翻成竖立边或做螺纹底孔用)与翻边(外边缘翻成竖立边)的工艺。
本文着重论述翻螺纹底孔(翻孔边缘当然也在其中啦)的冲压成形工艺、计算方法以及冲模结构。
薄板冲压件进行螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。
在仪器仪表、电子电器、各类家电、家用器具、玩具等产品的板料冲压件上,经常采用M2-M10的小螺纹联接结构。
大量采用翻孔和翻边等工艺方法,冲成这些小螺纹底孔,再施以攻丝。
不仅能取代钻孔而且大幅度提高生产效率,同时能获得精确尺寸、一致性好的底孔,并可使螺纹联接有足够的长度,从而确保其联接可靠性及设计要求的承载能力。
1、螺纹底孔的计算合适螺纹底孔的大小,不仅取决于螺纹直径,而且与其螺距有着密切的关系,通常可按下式计算:当tL≤1时,取:螺纹底孔直径dZ=螺纹直径d-螺距tL当tL>1时,取:螺纹底孔直径dZ=螺纹直径d-(1.04~1.06) 螺距tL式中tL-螺距,mmdz-螺纹底孔直径,mmd-螺纹直径,mm也可不必计算,直接查表1 就可以了。
表1; 螺纹底孔直径的合理值(mm) [细牙螺纹可以查其它教科书]螺纹直径d 螺距tL 底孔直径dzM1 M2M3M4M5M6M8M10M12M14M16M18M20 0.25 0.40.50.70.811.251.51.75222.52.5 0.75 1.62.53.34.256.78.510.211.913.915.417.42、冲制螺纹底孔的基本工艺方法用冷冲压冲制板料冲压件上螺纹底孔的主要工艺方法有如下几种:(1)厚料冲孔:当冲件厚t可以满足螺纹联接所需长度时,可用冲孔工艺解决。
通常在这种情况下,多为厚料冲小孔,即冲制螺纹底孔的直径dz,见表2。
螺纹联接的最小有效长度取决于螺纹直径、螺距并与联接件的材料种类密切相关。
翻孔与翻边A、翻圆孔在板料冲压件上,常常有翻孔(通常用于孔边缘翻成竖立边或做螺纹底孔用)与翻边(外边缘翻成竖立边)的工艺。
本文着重论述翻螺纹底孔(翻孔边缘当然也在其中啦)的冲压成形工艺、计算方法以及冲模结构。
薄板冲压件进行螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。
在仪器仪表、电子电器、各类家电、家用器具、玩具等产品的板料冲压件上,经常采用M2-M10的小螺纹联接结构。
大量采用翻孔和翻边等工艺方法,冲成这些小螺纹底孔,再施以攻丝。
不仅能取代钻孔而且大幅度提高生产效率,同时能获得精确尺寸、一致性好的底孔,并可使螺纹联接有足够的长度,从而确保其联接可靠性及设计要求的承载能力。
1、螺纹底孔的计算合适螺纹底孔的大小,不仅取决于螺纹直径,而且与其螺距有着密切的关系,通常可按下式计算:当tL≤1时,取:螺纹底孔直径dZ=螺纹直径d-螺距tL当tL>1时,取:螺纹底孔直径dZ=螺纹直径d-(1.04~1.06) 螺距tL式中tL-螺距,mmdz-螺纹底孔直径,mmd-螺纹直径,mm也可不必计算,直接查表1 就可以了。
表1; 螺纹底孔直径的合理值(mm) [细牙螺纹可以查其它教科书]螺纹直径d 螺距tL 底孔直径dzM1 M2M3M4M5M6M8M10M12M14M16M18M20 0.25 0.40.50.70.811.251.51.75222.52.5 0.75 1.62.53.34.256.78.510.211.913.915.417.42、冲制螺纹底孔的基本工艺方法用冷冲压冲制板料冲压件上螺纹底孔的主要工艺方法有如下几种:(1)厚料冲孔:当冲件厚t可以满足螺纹联接所需长度时,可用冲孔工艺解决。
通常在这种情况下,多为厚料冲小孔,即冲制螺纹底孔的直径dz,见表2。
螺纹联接的最小有效长度取决于螺纹直径、螺距并与联接件的材料种类密切相关。


自攻螺纹用翻边孔的尺寸及模具参数
王熹
【期刊名称】《模具工业》
【年(卷),期】1989()9
【摘要】一、自攻螺纹用翻边孔的几何尺寸由于翻边孔与自攻螺钉联接具有省工、省料、结构紧凑、便于装配、成本低等显著优点,因而电子产品结构件上应用翻边
孔较多。
目前现有的冲模设计资料上虽有关于翻边孔的几何尺寸及凸、凹模主要参数的介绍,但都是属于普通螺纹用的翻边孔,而关于自攻螺纹用的翻边孔的有关参数。
【总页数】3页(P6-8)
【关键词】自攻螺纹;翻边孔;冲孔模;翻边模
【作者】王熹
【作者单位】黑龙江佳木斯电视机厂
【正文语种】中文
【中图分类】TG385.2
【相关文献】
1.刚性攻螺纹技术在难加工材料螺纹孔高效加工中的应用 [J], 李艳辉;李官军;张淑霞
2.模具加工中的攻螺纹操作 [J],
3.铝件自攻内螺纹底孔尺寸的确定 [J], 尤福祯
4.带金属脱料器的螺纹内孔翻边模具设计 [J], 顾朝上
5.冲压翻孔后对翻孔端部进行倒角的模具技术研究 [J], 孙淇
因版权原因,仅展示原文概要,查看原文内容请购买。