生产过程控制流程图
- 格式:doc
- 大小:24.50 KB
- 文档页数:1
制程质量控制流程图一、引言制程质量控制是指在生产过程中对产品质量进行监控和控制的一系列活动。
制程质量控制流程图是一种图形化的工具,用于展示制程质量控制的具体步骤和流程,以便于人们理解和执行。
二、流程图概述制程质量控制流程图主要包括以下几个环节:质量目标设定、质量特性定义、数据采集、数据分析、问题识别、根本原因分析、改进措施制定、控制措施执行和持续改进。
三、流程图详细描述1. 质量目标设定在制程质量控制流程图中,首先需要设定质量目标。
质量目标应该具体明确,例如提高产品合格率至95%。
2. 质量特性定义接下来,需要定义与产品质量相关的特性。
这些特性可以包括尺寸、外观、功能等。
特性的定义应该清晰明确,以便于后续的数据采集和分析。
3. 数据采集数据采集是制程质量控制的关键环节之一。
可以通过抽样检验、自动检测设备等方式进行数据采集。
采集到的数据应该准确、全面,并且要及时记录。
4. 数据分析在数据采集完成后,需要进行数据分析。
数据分析可以采用统计方法,如均值、标准差、直方图等,来评估制程的稳定性和能力。
通过数据分析,可以识别出制程中存在的问题和异常。
5. 问题识别在数据分析的基础上,可以识别出制程中存在的问题。
问题可以是产品的缺陷、偏差等。
问题的识别需要结合质量特性定义和数据分析的结果进行判断。
6. 根本原因分析一旦问题被识别出来,需要进行根本原因分析。
根本原因分析是为了找出问题发生的根本原因,以便于制定有效的改进措施。
根本原因分析可以采用鱼骨图、5W1H等方法。
7. 改进措施制定根据根本原因分析的结果,可以制定相应的改进措施。
改进措施应该具体、可行,并且要能够解决根本原因。
同时,改进措施还需要考虑成本和效益。
8. 控制措施执行改进措施制定完成后,需要进行控制措施的执行。
控制措施的执行可以包括培训员工、优化工艺流程、改进设备等。
执行过程中需要进行监控和记录,以确保控制措施的有效性。
9. 持续改进制程质量控制是一个持续改进的过程。
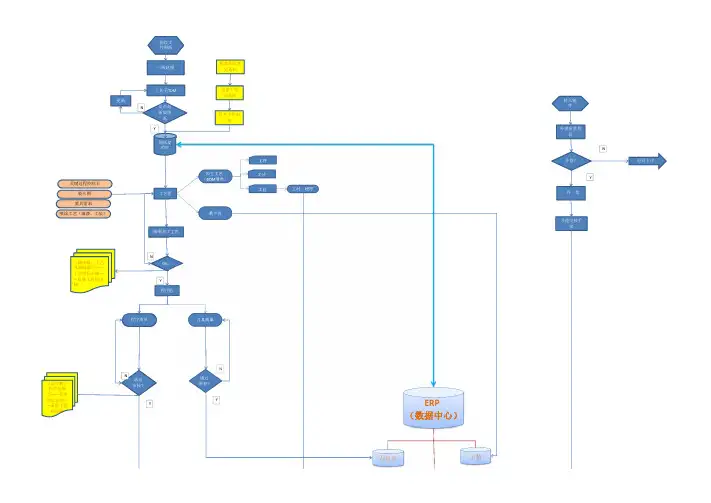
外观质量检验
三维建模
上传至TDM
是否最新版图纸更新
N
Y 工艺组
关键过程控制卡
装卡图量具需求
喷涂工艺(油漆、工装)
程序组
程序清单刀具清单
通过审核?
图纸规范库
通过审核?
装卡具
N
加工工艺(BOM 清单)
接收文件图纸
Y
返回上序
N
外观质量检
验
一件一票
合格?
办理交接手
续
转入铸件
工序
工步工位
工时、程序
Y
N
编制加工工艺OK ?
N
Y 三级审核:程序员编写——程序组长审核——质量工程师审核
三级审核:工艺员编制编写——工艺组长审核——质量工程师审核
顾客图纸变更通知
质量工程师审核
技术主管审
核
ERP
(数据中心)
刀具库
工装
Y
生产计划
程序调用
刀具领用工装领用
装卡找正
模拟加工
三维装卡图调用程序模拟试加工
加工
程序列表、工位工位1完成
填报?开始工位2
Y 自检并填报尺寸
N
工位……
通过机床面板或手持终端
检验
返修
TDM 不合格品
系统
返修记录
不合格品信息记
录
程序库
生产计划
辅助材料
监控模块
程序管理模块
Y
N
Y
Y N
N
发货
尺寸合格?
清洗
喷涂
清洗/包装
喷涂报告
尺寸报告
报告齐全?
终检合格?提交质量报
告
提NCR/SDR。
生产过程控制程序(ISO9001-2015)1.0目的对直接影响产品质量的生产、安装和服务的过程进行有效识别及控制,确保这些过程在受控状态下进行,并对其进行持续不断地改进。
2.0范围本程序适用于公司内所有用于产品生产的过程。
3.0定义与术语特殊过程:a.产品质量不能通过后续的测量和监控加以验证的工序;b.产品质量需进行破坏性试验或采用昂贵的方法才能测量或只能进行间接监控的工序;c.该工序产品仅在产品使用或服务交付后不合格的质量特性才能暴露出来。
4.0职责a.研发部:负责产品工艺流程、工艺标准的制订与确认;b.生管课:负责生产计划采购计划的编制,以及生产进度及交货期的协调与控制工作;c.品管课:负责生产过程的巡回检查以及进行有关指标的检验,反馈,正确做出结论;d.采购课:负责生产原、辅材料的采购;e.生产各课:负责按生产计划要求进行准备、按工艺要求、设备操作规范要求安排生产;负责生产工具的设备的请购、维护及生产现场环境的维护;f.总务部:负责人员的招聘与培训。
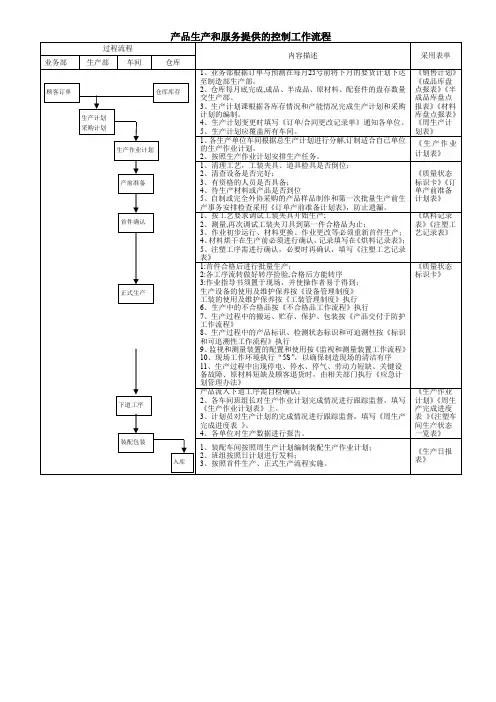
5.0作业流程5.1生产计划生产单位及相关单接到生管的《生产排程》及每周《生产计划表》进行生产前的准备工作。
5.2生产前准备a.相关部门接到《生产排程表》及每周《生产计划表》后,依计划表时程,进行人员、生产设备、工装夹具、检测设备及所有有关此产品的工艺技术、检验文件的准备。
b.生产车间组长根据《生产排程表》及每周《生产计划表》安排员工到仓库领料。
c.在做生产准备同时,生产组长须事先对生产操作员工解说相关产品特性及质量要求水准,以利过程质量的控制。
5.3首件生产a.新、旧产品首件加工完毕后由生产组长填写《首件确认表》进行送检工作按《例行检验及成品确认检验控制程序》执行。
b.如新产品首检不合格,生产车间须通知相关研发技术人员、品管人员解决异常原因后,须重新生产首件交品管及研发部门确认。
c.如首检不合格,因异常原因影响生产计划时,生产车间须通知生管课,由生管课作出生产调整。


葡萄糖生产原理及工艺流程图1、生产原理:本产品以玉米淀粉为原料,采用全酶法工艺生产葡萄糖,淀粉水解分两步进行,先用α一淀粉酶在一定条件下,通过连续高压液化,二次喷射装置,将淀粉乳糊化,水解成为一定分子量的糊精和低聚糖一类的液化液(DE值达10%—27%左右),再经过冷却,用盐酸调pH值在4.2~4.5范围内,再利用葡萄糖糖化酶将糊精和低聚糖糖化(DE值达94%以上)成葡萄糖,基于反应过程中产生的非糖成份以及随原料带来杂质,须经过一系列的后工序处理精制,目前采用中和脱色,离交,蒸发浓缩,运动结晶,自动分离,气流干燥过筛等过程,最后称量包装经化验合格后入库。
酶法制得的糖化液纯度高,色泽浅,杂质少,由于酶具有专一性,同时糖化在微酸性情况下进行,温度较低,因此水解过程中分解产物与5一羟甲基糠醛等杂质少,但在后期结晶过程中易产生发酵现象,造成产品质量下降,为抑制发酵,在结晶注罐前降低pH 值,对减少损失有明显效果。
2、化学反应式:1)、水解反应式:nC6H10O5 + nH2O 液化酶、糖化酶nC6H12O6n.162.4 n18.02 高温n180.42淀粉水葡萄糖淀粉经液化酶、糖化酶的作用,由淀粉大分子逐渐水解成葡萄糖单元分子,水解顺序如下:淀粉红糊精不变色糊精麦芽糖葡萄糖2)、副反应:a、复合反应:2C6H12O6C12H22O11+ H2O葡萄糖异麦芽糖水b、分解反应:H C CHC6H12O6 C C + 3H2O=CH3CO(CH2)2COOH + HCOOH + H2OHOCH2O CHO葡萄糖是热敏物质,在高温下要发生分解反应,生成5一羟甲基糠醛,进一步分解为乙酰丙酸和有色物质。
3、工艺流程图:母液计量罐配料一次喷射器5~10分钟二车间淀粉乳配后淀粉乳维持管加NaCO3调pH5.4~6.2浓度105℃~110℃泵压0.4MPa左右32.5Bx±2.5Bx加液化酶0.25 l/t-0.6l/t 层流罐维持管60-150分钟95℃~100℃二次喷射器高温维持罐闪蒸器层流罐二次喷射后液液化液(关键控制点)温度120℃~135℃泵压0.4MPa 0.2 MPa~0.3MPa维持60~150分钟维持5分钟中和冷却液加酶糖化罐糖化转鼓过滤机灭酶时间30~50分钟中和液糖化液滤后液灭酶后液调pH4.2~4.5 加酶量0.4l/t~1.2l/t干物(关键控制点)自动排液器灭酶温度95℃~103℃冷却温度60℃~65℃糖化时间30~70小时糖化温度61℃±1℃pH4.8~5.0一次板框过滤二次板框过滤交前罐电导率≤100μS/cm 脱色后液滤后液离子交换交后液三效后糖液压力≤0.6MPa 降温至30℃~50℃三效蒸发器冷却器冷却结晶蒸后液冷却糖液糖膏浓度69 Bx~77Bx 温度49℃±3℃pH3.5~4.2色相≤ 4# 放料温度26℃以下时间48~56小时母液去计量干燥(关键控制点)离心机甩母液物料混合温度60℃~85℃化验包装包装间温度18℃~26℃湿糖半成品糖成品糖(入库)热空气温度90℃~140℃包装间湿度45%~65%母液外销4.工艺过程及控制点:1、工艺过程:1)、配料:在有搅拌的情况下,将来料淀粉乳配制成30 Bx~35Bx,加碳酸钠调pH在5.4~6.2范围内按体积浓度计算加酶量,加入淀粉乳计量罐后充分搅拌均匀,通知贮槽打母液按淀粉乳体积的0.1~0.3倍回配母液。
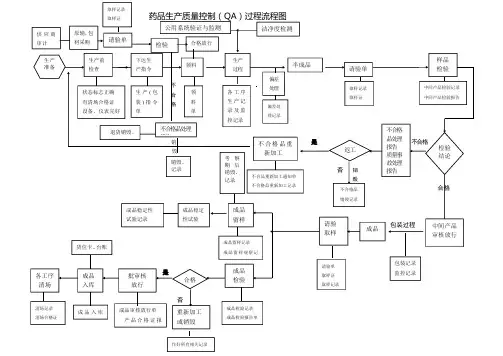
不合格销是不合格毁否销毁合格包装过程是否药品生产质量控制(QA)过程流程图生产准备生产前检查下达生产指令生产过程偏差处理样品检验检验结论返工成品成品留样生产(包装)指令单各工序生产记录及监控记录偏差处理记录半成品请验单取样记录取样证中间产品检验记录中间产品检验报告中间产品审核放行请验取样请验单取样证取样记录成品稳定性试验成品稳定性试验记录成品检验成品检验记录成品检验报告单成品留样记录成品留样观察记批审核放行合格成品入库成品审核放行单产品合格证报重新加工或销毁作好所有相关记录成品入库不合格品处理报告质量事故处理报告不合格品销毁记录不合格品重新加工不合品重新加工通知单不合格品重新加工记录状态标志正确有清场合格证设备、仪表完好领料领料单各工序清场清场记录清场合格证包装记录监控记录货位卡、台账洁净度检测公用系统验证与监测考察期后销毁、记录供应商审计原辅,包材采购请验单取样记录取样证检验合格放行不合格品处理报告退货销毁、销毁、记录文件产品质量标准省级以上药品检验报告单组织机构代码证税务登记证书应为合法有效版本审计:公司每年对所选择供应商进行审计(现场审计、非现场审计)并出具公司质量部的审计报告,具体按供应商审计管理标准内容进行。
每年未应制定出下年度的合格供应商目录,并受权人签字确认,分发至物料部门采购部门,质量部存档1.按以上目录内先择相应0购入材料的供应商,并签定购销合同及质量保证协议书同货存档,再进行采购。
1采购到位的合法材料,在进入库前进行初验,填写初验记录。
合格后进行待验区,做好状态标示及货位卡,填写请验单,请验质量部。
2.取样员取样应填写取样单、取样证、带好取样器具取样,并做好取样记录,填好货位卡的取样量。
物料部门应在取样前后做好取样车使用记录。
取过样的物料应放至最上层,生产时应先出。
1.取样后按时效进行分样检验(检验原始记录、检验台账(合格与不合格)、试剂领用、配制记录(毒剧试剂的领用、配制、销毁记录)、标准品、液领用、配制记录、标定复标记录、检验仪器使用记录、检定菌传代与使用销毁记录)并出具报告单(一式三份)。
精心整理1.2.3.3.13.23.3认;3.4定《生产任务进度表》,把任务落实到每一天。
4.定义: 无5.程序内容:5.1制程控制5.1.1车间物料员根据订单、备料单开取《领料单》到仓库领取订单所需物料。
5.1.2生产前车间制作首件并交品质部确认合格方可生产。
按照《首件确认流程》处理。
生产各段按订单排期务必达成目标,如特殊原因不能按时完成当日计划,车间自行组织安排加班;产线在生产过程中出现品质异常,必须按照《不合格品控制程序》、《制程检验程序》进行处理。
如属制程不良,由生产部填写《异常跟踪表》反馈给品管并通知技术、及相关部门人员协助解决。
按照《纠正预防措施控制程序》处理。
生产过程出现重大品质问题,按照《制程检验控制程序》、《纠正预防措施控制程序》进行处理。
产线不良品维修OK后必须经品质人员确认合格,才能流入下一道5.2、5.1.4生产环保产品时,需使用环保设备。
5.3生产物料的控制5.3.1生产部物料员负责按照订单备料单从仓库领取物料交付给所需生产线由生产线负责人安排生产。
5.3.2产线物料分类放置,并做好标识。
5.4.5车间统计员每日做好人员当日考勤,产能统计,核算出当日人力与产能,汇总数据提报车间负责人审核,分析产能与人力的差异,并进行问题的解决;每日订单汇总,欠料统计与跟进,看板的制定,生产进度的跟踪,日报表的收集与整理入档,文件的签收与发放,本车间人员资料的建档,工具的管控,鞋柜的管理,车间6S与生产现场纪律的协助管理,月底员工工资整理并提交财务,部门办公用品的领发;5.4.6车间主管每周做好车间周计划,每周末提交部门分管负6.7记录表单7.1《首件确认单》文件编号7.2《领料单》文件编号7.3《退料单》文件编号7.4《入库单》文件编号7.5《成品送检单》文件编号7.6《作业指导书》文件编号7.7《设备保养记录》文件编号7.8《生产日报表》文件编号。

1.0目的
为了使生产过程始终处于良好的受控状态,并对于生产异常状况,加以预防改善,从而使产品符合规定的要求并不断提高产品质量。
2.0范围
适用于本公司所有产品的生产过程。
3.0定义:
3.1关键工序: 对最终产品的性能、寿命、可靠性及经济性等方面有直接影响的工序;产品质量特性形成的工序;工艺难度大,质量不稳定或问题发生较多的工序。
3.2特殊工序:该工序的产品质量不能通过检验和试验完全验证;该工序的产品质量需经过破坏性实验或采用复杂、昂贵的方法才能测得;该工序的产品质量特性无法测量,或不合格的质量特性要在产品使用后才能显示出来。
4.0职责
4.1 生产部——负责生产计划的编制、生产过程控制、生产现场5S管理,生产安全管理、设备保养及维护;负责人员配置及协助技能培训。
负责组织生产过程的再确认。
4.2 技术中心——提供产品图纸、等生产过程需要的技术资料与技术支持;负责工艺装备的设计与提高;负责生产过程的再确认的技术中心分确认;负责生产过程的技术问题的处理。
负责新产品试制的跟踪。
4.3 工艺部——工艺作业指导书
4.4 品管部——负责生产过程的采购件、半成品、成品的检验及质量控制;负责生产过程的再确认的质量确认。
4.5. 采购部——负责按时按质按量采购生产所需物料;负责保管、收发生产所需的各种物料;
4.6 人事部——组织人力资源招聘及技能培训。
4.7 各车间——负责按生产作业计划组织本车间生产;负责车间安全、设备、5S管理;负责生产过程中的异常问题的报告及处理。
附录1:。
生产过程管控流程 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】对生产过程中直接影响产品生产效率与品质的各个环节进行管控确保产品满足客户要求。
2 . 范围:本程序试用于本公司所有产品生产过程的控制。
3 . 职责:本车间编制《生产计划表》。
技术部制定产品《作业指导书》,《工艺流程表》及生产夹治具的制作,仪器、设备的调试:负责生产工艺指导及异常的分析处理。
品质部负责制程巡检、成品出货检验、产品老化和首件的确认;负责生产异常处理后的改善结果确认。
生产部根据业务下发的《生产指令单》车间根据生产计划制定《生产任务进度表》,把任务落实到每一天。
4.定义:无5.程序内容:制程控制5.1.1 车间物料员根据订单、备料单开取《领料单》到仓库领取订单所需物料。
5.1.2 生产前车间制作首件并交品质部确认合格方可生产。
按照《首件确认流程》处理。
5.1.3 车间按《作业指导书》、《工艺流程》排线生产,并对生产过程进行把控,确保产品符合品质要求,产能标准。
5.1.4 产线仪器、设备的作业参数严格按照《作业指导书》规定设置。
5.1.5 产线检测仪器必须保证在校正合格期限内,按照《仪器校正管理程序》处理。
5.1.6 生产前物料出现欠料异常,则按照《生产计划控制程序》处理。
5.1.7 生产中设备出现异常导致产品缺陷或无法继续生产,按照《设备保养管理程序》处理。
5.1.8 生产中如出现生产工艺问题,按照《制程检验控制程序》处理。
5.1.9 车间各段生产必须按照《生产计划表》的要求完成。
生产各段按订单排期务必达成目标,如特殊原因不能按时完成当日计划,车间自行组织安排加班;产线在生产过程中出现品质异常,必须按照《不合格品控制程序》、《制程检验程序》进行处理。
如属制程不良,由生产部填写《异常跟踪表》反馈给品管并通知技术、及相关部门人员协助解决。
按照《纠正预防措施控制程序》处理。
生产车间工作流程图引言概述:生产车间工作流程图是一种图形化展示生产车间工作流程的工具,通过图表的形式清晰展示了生产车间内各个环节的工作流程和关联关系。
在现代创造业中,生产车间工作流程图被广泛应用,能够匡助企业优化生产流程、提高生产效率、降低成本,实现生产过程的可视化管理。
一、生产计划阶段1.1 确定生产需求:根据市场需求和定单情况确定生产计划,包括产品种类、数量和交货期限。
1.2 制定生产计划:制定详细的生产计划,包括生产任务分配、生产时间安排和生产资源准备。
1.3 编制生产排程:根据生产计划和资源情况,编制生产排程表,明确各个生产环节的时间节点和顺序。
二、生产准备阶段2.1 确认原材料需求:根据生产计划和产品规格确定所需原材料种类和数量。
2.2 采购原材料:与供应商商议采购原材料,确保原材料的及时供应和质量符合要求。
2.3 设备调试和维护:对生产设备进行调试和维护,确保设备正常运转和生产质量稳定。
三、生产执行阶段3.1 原材料投入:按照生产排程要求,将原材料送入生产线进行加工。
3.2 生产过程监控:监控生产过程中各个环节的生产情况,及时发现并解决问题。
3.3 质量检验:对生产出的产品进行质量检验,确保产品符合质量标准。
四、成品包装阶段4.1 成品包装:对生产完成的产品进行包装,保护产品不受损坏。
4.2 成品入库:将包装好的成品送入成品库存,等待发货或者销售。
4.3 成品质检:对包装好的成品进行最终质量检验,确保产品质量完好。
五、生产报告与反馈阶段5.1 生产数据统计:采集各个生产环节的数据,进行统计和分析。
5.2 生产报告编制:根据生产数据编制生产报告,分析生产效率和成本情况。
5.3 过程改进:根据生产报告分析结果,对生产流程进行优化和改进,提高生产效率和质量。
总结:生产车间工作流程图是生产管理中的重要工具,通过清晰地展示生产流程和环节之间的关系,匡助企业实现生产过程的可视化管理,提高生产效率和质量,降低成本,实现持续改进和优化。
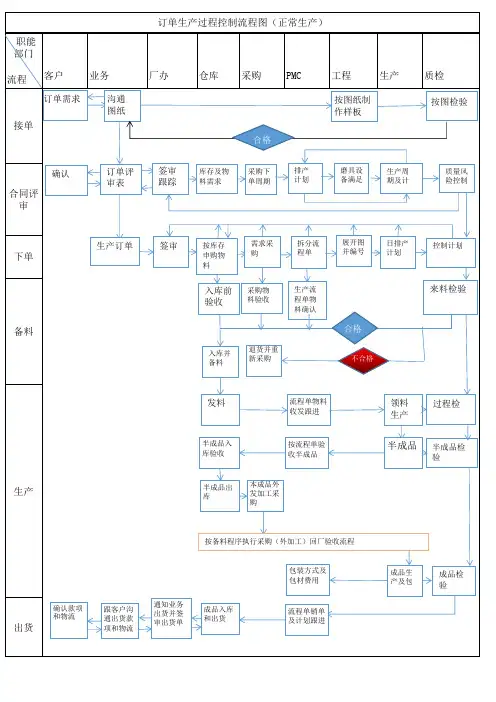
生产过程控制流程图
说明:
生产部根据生产准备和物料采购进度的落实情况,编制各部门的生产总体计划,组织部门、车间的实施,生产准备计划中的6项内容要一一核对,给出相应的时间要求,不断地与物料采购部门沟通,了解物料齐套情况,并对下属生产单位进行调控;
2.各生产车间对照生产部下达生产总体计划,编制本部门的各班组生产进度计划,下达到各班组,并进行实时跟踪、考核
3.建议对计划实现率进行考核,计划达成率要在98%以上,如不达标的每少一百分点扣所在单位领导100元,班组长50元
4.必要时由生产总监签发生产调度令,以调控生产进度,生产调度令的执行程度,直接与其本人的职务、收入挂钩!
5.生产部根据生产需要与否,决定是不需要编制三天滚动计划;规定三天各班组的生产进度:。