电池片检验作业指导书
- 格式:doc
- 大小:929.00 KB
- 文档页数:10
电池片的检验一、检验的条件1.不低于800LX的照射下,距离电池片30-50cm的距离,目视方向垂直于电池片表面观察。
二、检验的方法1、拿取电池片时要轻拿轻放,125的电池片保持在1-2的检测速度,150及156的电池片要一片一片的进行检查。
三、检测项目1.颜色色差2.绒面色斑3.亮斑4.裂纹、裂痕及穿孔5.弯曲的6.崩边、缺口、掉角7.印制偏移8.TTV9.铝珠、铝苞10.印刷图形11.漏浆12.外形尺寸注:08年3月底质量部更新了新的检验作业指导书四、颜色色差A级1、多晶硅片:单体电池的颜色均匀一致,颜色的范围从蓝色开始,经深蓝色、红色、黄褐色、到褐色之间允许相近色的色差(蓝色和深蓝色存在单体电池上,但不允许跳色),主体颜色为深蓝色,单体电池最多只允许两种颜色。
2、单晶电池片:同一片电池片颜色均匀一致,颜色范围中没有褐色,其他同多晶A级的判别。
新的标准:单片上均匀一致的不同颜色的电池片,按照淡蓝、蓝色、红色三种进行分类。
B级1、多晶硅片:单体电池颜色不均匀,允许存在跳色色差,最多跳一个相近色(例如:红色和褐色存在于单体电池上),主体颜色为蓝色-红色范围,单体电池最多只允许存在三种颜色。
2、单晶电池片:与多晶电池片相比,只少了主体颜色,其他同多晶B级的判别。
新的标准:与旧标准相同C级1.多晶硅片:同一片电池允许颜色不均匀(蓝色-深蓝色-红色-黄褐色-褐色)允许存在跳色色差,同以电池片上可以有≥2个相近色。
2.单晶电池片:与多晶电池片相比,颜色范围中少了褐色,其余同多晶C级的判别。
新的标准:与旧标准相同注:当单片上为均匀一致得到不同颜色,判为A级,但需按照淡蓝、蓝色、红色三种进行单测单包。
五、绒面色斑(水痕印、未制绒、未镀膜、手指印、斑点等)A级变更前:允许有轻微缺陷,缺陷部分的总面积不超过电池片总面积的10%,个数不超过3个。
A级暂定变更后:把绒面色斑分成两种类型:发白色斑和淡蓝色斑(1)发白色斑由于存在蓝色到白色的跳色,故A级片绒面色斑中决不允许有发白色斑,缺陷总面积占电池片总面积的0—30%,个数不超过5个,符合此标准的均判为B级。
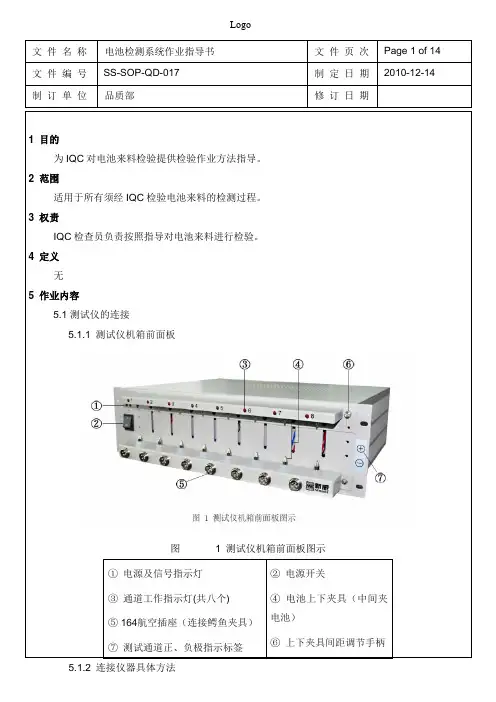
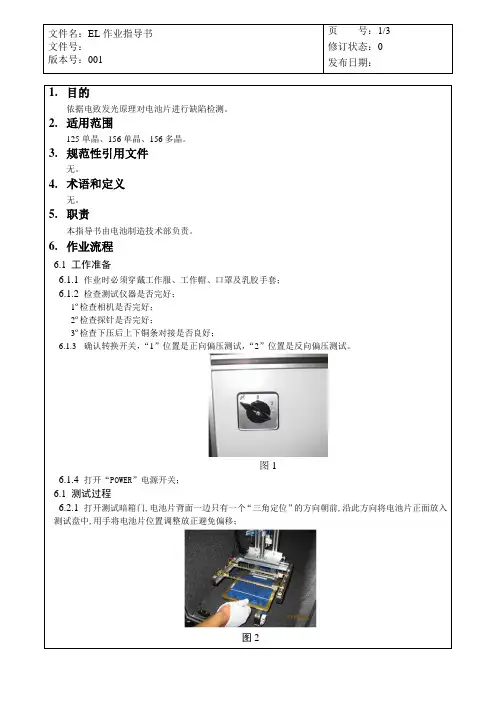
图 1 测试仪机箱前面板图示①电源及信号指示灯③通道工作指示灯(共八个) ②电源开关④电池上下夹具(中间夹5.1.2 连接仪器具体方法按上图一、图二、图三所示连接电脑。
按图四、图五连接电源,连接后打开power键,确认连接正常。
(如图六所示5.1.3.鳄鱼夹具(上图所示):图10 Windows 系统界面下启动TC53图示5.2.2在Windows系统桌面上双击“TC53”快捷方式图标启动软件;或在桌面上直接双击右图标启动软件。
是下凹显示的,表示该通道处于非测试状态;5.2.5 通道的模拟电池显示5.2.7工步设置窗口介绍5.2.7.1在工步设置栏里,用户可以设置测试流程,同时还可设置“数据记录条件“安全保护”等限制条件。
工步类型包括恒流充电、恒流放电、恒压充电、恒功率放电、恒阻放电、恒流恒压充电、搁置、暂停、循环、停止共十种,工停止选定待停止的通道→单击“右键”→选择菜单“停止”,即停止通道运行。
注意:若某些通道在“停止”菜单变灰,则表示这些通道没有工作。
“停止”命令只允许针对正在工作的通道进行接续用户可对已进入“停止”(强制停止或掉电停止)状态和“保护”状态的通道恢复原来未完成的测试工作,保证测试数据的完整性。
要执行接续操作,请:选定待执行“接续”操作的目标通道;迁移“迁移”功能是将当前通道的测试流程及断点信息迁移到目标通道。
重置工步若用户在测试过程中,需要修改正在执行的工步文件时,可使用此功能。
“重置工步备份设置备份设置功能可指定测试数据的备份目录、文件名及备份方式。
2.选择文件命名方式,若选择“自定义文件名称”,则需输入文件名;。
电池片的检验一、检验的条件1.不低于800LX的照射下,距离电池片30-50cm的距离,目视方向垂直于电池片表面观察。
二、检验的方法1、拿取电池片时要轻拿轻放,125的电池片保持在1-2的检测速度,150及156的电池片要一片一片的进行检查。
三、检测项目1.颜色色差2.绒面色斑3.亮斑4.裂纹、裂痕及穿孔5.弯曲的6.崩边、缺口、掉角7.印制偏移8.TTV9.铝珠、铝苞10.印刷图形11.漏浆12.外形尺寸注:08年3月底质量部更新了新的检验作业指导书四、颜色色差A级1、多晶硅片:单体电池的颜色均匀一致,颜色的范围从蓝色开始,经深蓝色、红色、黄褐色、到褐色之间允许相近色的色差(蓝色和深蓝色存在单体电池上,但不允许跳色),主体颜色为深蓝色,单体电池最多只允许两种颜色。
2、单晶电池片:同一片电池片颜色均匀一致,颜色范围中没有褐色,其他同多晶A级的判别。
新的标准:单片上均匀一致的不同颜色的电池片,按照淡蓝、蓝色、红色三种进行分类。
B级1、多晶硅片:单体电池颜色不均匀,允许存在跳色色差,最多跳一个相近色(例如:红色和褐色存在于单体电池上),主体颜色为蓝色-红色范围,单体电池最多只允许存在三种颜色。
2、单晶电池片:与多晶电池片相比,只少了主体颜色,其他同多晶B级的判别。
新的标准:与旧标准相同C级1.多晶硅片:同一片电池允许颜色不均匀(蓝色-深蓝色-红色-黄褐色-褐色)允许存在跳色色差,同以电池片上可以有≥2个相近色。
2.单晶电池片:与多晶电池片相比,颜色范围中少了褐色,其余同多晶C级的判别。
新的标准:与旧标准相同注:当单片上为均匀一致得到不同颜色,判为A级,但需按照淡蓝、蓝色、红色三种进行单测单包。
五、绒面色斑(水痕印、未制绒、未镀膜、手指印、斑点等)A级变更前:允许有轻微缺陷,缺陷部分的总面积不超过电池片总面积的10%,个数不超过3个。
A级暂定变更后:把绒面色斑分成两种类型:发白色斑和淡蓝色斑(1)发白色斑由于存在蓝色到白色的跳色,故A级片绒面色斑中决不允许有发白色斑,缺陷总面积占电池片总面积的0—30%,个数不超过5个,符合此标准的均判为B级。
电池片检验作业指导书1.目的本标准规定了单晶硅/多晶硅电池片来料的检验方法,通过检验确保单晶硅/ 多晶硅电池片的各项性能指标符合要求。
2.适用范围适用于本公司品质部对外购多晶硅/单晶硅电池片的来料检验。
3 •职责3.1技术工艺部工程师负责制定多晶硅/单晶硅电池片来料交付要求。
3.2品质部工程师负责制订单晶硅/多晶硅料电池片来料检验标准。
3.3品质部IQC、实验员负责多晶硅/单晶硅电池片来料质量控制点的质量控制4.工作准备4.1测试工具准备:游标卡尺、千分尺或高度计、量角规、塞尺、显微镜、电池片分选仪。
4.2检验记录:《原材料检验报告》、《检验记录表》、检验标贴。
5.检验标准5.1抽样标准:根据GB/T2828. H2003的规定,采用正常检验一次抽样方案;任何一项测试不合格,即判定批次检验不合格。
5.2检验项目和耍求:说明:外购电池片参照以下标准,我司电池片参照《好利光能科技有限公司太阳能电池片的采购标准》进行检验凡具有下列情况Z—者,必须进行例行检验:(1)更换新的电池片供应商时。
(2)电池片供应商的产品生产工艺有较大变动,可能影响产晶性能时。
(3)买卖双方任何一方认为有必要进行检验吋。
6.检验方法6.1包装(1)每包电池片均有独立的密封性包装(每包不得超过100片),每包上下两面分别用软质垫间隔,外包装有防震缓冲垫且包有PV套膜(2)装放电池片的外箱无明显的破损,且无潮湿现象。
(3)包装盒上应注明产品名称,生产厂家,产品型号,太阳能转换效率分档,生产日期,批号;外包装上应注明:易碎物品、方向向上、防潮、防震等包装运输标注。
6.2外观(1)减反射膜色泽均匀一致,同一片不能有色差,目视总面积V2cm2(2)无明显的花斑、水纹、白点、划痕和污垢和指纹印,目视总面积V2cm2(3)不得有v形缺口、裂纹;(4)崩边:目测电池片有无崩边,用游标卡尺测量崩边的尺寸,数目W2, 深度WO. 5mm,长度Wl・0mm(5)翘曲:正放电池片于测式平台上,检查电池片与平台接触是否良好,用塞尺塞入接触间隙,测量电池的翘曲度;(6)正面漏浆:目视检查是否要求,必要时用游标卡尺测量漏浆面积,数目W2,总面积<1. 5mm2(7)背面铝浆缺损:目视检查是否要求,必要时用游标卡尺测量缺损面积,无尖锐突起,圆形突起手感不明显,£L总面积小丁• 20mm2;漏印重印面积<lcm26. 3外形尺寸(1)长:平行主栅线方向,用游标卡尺测量电池片两条平行边的距离,公差±0. 5 mm;(2 )宽:垂直主栅线方向,用游标卡尺测量电池片两条平行边的距离,公差±0. 5 mm;(3)厚度:用高度计测量电池片每边的中点,测量结果的算术平均值即为厚度值,2180um6. 4电性能测试(1)功率测试:整批抽测单片功率需80%为大于标称功率,单片功率三标称功率*97%测试步骤:比用手轻轻的打开标片盒,轻轻的取出156多晶(125单晶)标准片.(如图1)b ・从侧面轻轻放置在单片测试仪上,放下时要平行滑落(如图2)c ・对放置的标准片进行栅线调整, 按照指示观察是否对齐放置(待测片必须完全与铜板完全接触)。

一、目的:为确保供应商来料品质符合我司及客户要求,以确保产品品质,使产线标准统一,产线顺利运转。
二、适用范围:本检验规范适用于本公司所有采购手机电池的检验作业。
三、应用文件:
MIL-STD-105E II 抽样计划表、产品承认书及工程样品、工程图纸。
四、检验工具:标配整机、万用表、游标卡尺等。
五、检验标准:
采用MIL-STD-105E表,正常检验II、单次抽样计划,AQL CR:0MA:0.65 及MI:1.5 其他可靠性及破坏性的特性测试一般取3-5PCS。
取样方式:采取分散取样方式,5箱以内,每箱都应取样;超出10箱,按(5+总箱数÷5)箱进行分散取样。
注:有关抽样标准或判定标准可视客户的要求做修订。
六、检验条件:
距离:人眼与被测物表面的距离为300~350MM。
时间:每条线检查时间不超过10S。
位置:检视面与桌面成45°;上下左右转动15°。
照明:100W冷白荧光灯,光源距被测物表面300MM ,(500~550LUX)。
检验员视力:裸视或矫正视力在1.0以上且无色盲
七、检验内容:。

电池类检验作业指导书
修订记录
电池类检验作业指导书
1.目的
制定和规范电池类的检验标准,以此作为本公司IQC对电池类产品的检验依据。
2.范围
适用于Hytera质量部IQC正常来料检验
3.定义:
正常来料:除首次来料以外的物料
4. 原则及工具
4.1、抽样方案:外观检验:按ISO2859一般检验水平AQL 0.65判别水平Ⅱ,尺寸检验、电性能及可靠性试验按特殊检验进行,具体如下表格:
4.2、量测工具:游标卡尺、压差测试仪、拉力机、推力计、四位半万用表、对应对讲机、高低温箱、盐雾试验箱、跌落机、防水测试仪、显微镜及ROSH测试仪。
5. 关键角色及应负责任
6. 常规检验
7、注意事项:
7.1、当不良情况不在该标准中或者判定存在争议时,通知SQE进行判定;
7.2、临时有要求增加项目时,需在检验报表“其它项目”中作好记录。
7.3、对没有测试要求的,在对应报表内注明。
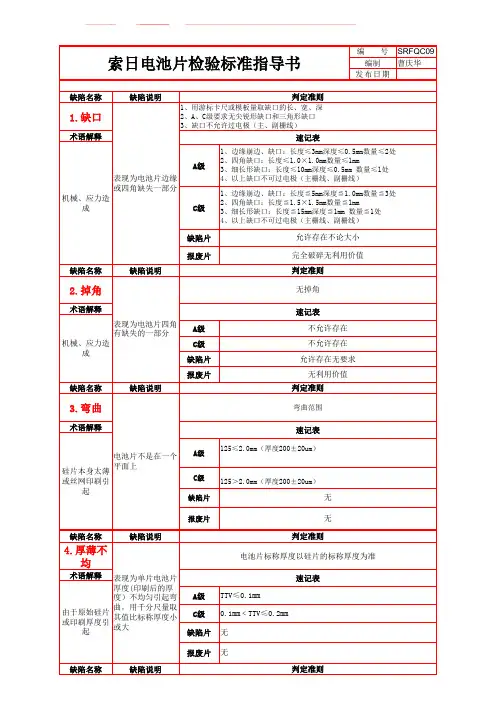
电池片检验标准作业指导书1.目的为确保电池产品符合技术要求和组件使用要求,规定电池片外观检验过程的作业内容和判定方法2.范围本检验规范适用于晶体硅太阳电池产品的最终检验(不包括电性能检测)3.职责3.1 负责编制电池片检验技术要求。
3.2 负责下发受控电池片技术要求文件至相关部门3.3 负责根据技术要求编制电池片检验标准3.4 负责外观判检项目的具体实施,对所有成品太阳电池片进行目测全检;所有检验人员严格按照本文件规定进行操作。
3.5 检验员对自己检验流出的成品质量负责,并敲盖自己配备的QC印章。
3.6 负责对检过的成品进行抽检,并做好抽检记录,统计检验员个人成绩,个人成绩将在个人绩效考核中体现。
4.检验工具及条件4.1检验工具手套、塞尺、外观检验模具、直尺、垫片、插片盒、千分尺、游标卡尺。
4.2作业条件1、照度800lx 日光灯下;2、洁净水平的检验操作台面上;3、佩戴手套、轻拿轻放,控制检片速度;4、先进行背面判检再进行正面判检,避免判检翻片过程中的电池片损伤。
5、判检人员保持直立坐姿,从正上方(视线与判检水平桌面呈80°~90°)对电池片进行检测,前胸距离电池片中心点水平距离约20cm,人眼距离电池片中心点视线距离约30-50cm。
5.检验标准晶体硅太阳能电池片外观分为A级、A1级、B级、缺陷片四类,各级别判定标准如下:注:太阳能电池片全部满足A级电池片的要求则该电池片为A级电池片,只要有一项不符合A级电池片要求,则为A1级电池片;同样只要有一项内容不符合A1级电池片,则该电池片为B级电池片。
以此类推。
一、目的:为确保供应商来料品质符合我司及客户要求,以确保产品品质,使产线标准统一,产线顺利运转。
二、适用范围:本检验规范适用于本公司所有采购手机电池的检验作业。
三、应用文件:
MIL-STD-105E II 抽样计划表、产品承认书及工程样品、工程图纸。
四、检验工具:标配整机、万用表、游标卡尺等。
五、检验标准:
采用MIL-STD-105E表,正常检验II、单次抽样计划,AQL CR:0MA:0.65 及MI:1.5 其他可靠性及破坏性的特性测试一般取3-5PCS。
取样方式:采取分散取样方式,5箱以内,每箱都应取样;超出10箱,按(5+总箱数÷5)箱进行分散取样。
注:有关抽样标准或判定标准可视客户的要求做修订。
六、检验条件:
距离:人眼与被测物表面的距离为300~350MM。
时间:每条线检查时间不超过10S。
位置:检视面与桌面成45°;上下左右转动15°。
照明:100W冷白荧光灯,光源距被测物表面300MM ,(500~550LUX)。
检验员视力:裸视或矫正视力在1.0以上且无色盲
七、检验内容:。
1. 目的
本标准规定了单晶硅/多晶硅电池片来料的检验方法,通过检验确保单晶硅/
多晶硅电池片的各项性能指标符合要求。
2. 适用范围
适用于本公司品质部对外购多晶硅/单晶硅电池片的来料检验。
3. 职责
3.1技术工艺部工程师负责制定多晶硅/单晶硅电池片来料交付要求
3.2品质部工程师负责制订单晶硅/多晶硅料电池片来料检验标准。
3.3品质部IQC、实验员负责多晶硅/单晶硅电池片来料质量控制点的质量控制
4. 工作准备
4.1测试工具准备:游标卡尺、千分尺或高度计、量角规、塞尺、显微镜、电池片分选仪。
4.2检验记录:《原材料检验报告》、《检验记录表》、检验标贴。
5. 检验标准
5.1抽样标准:根据GB/T2828.1-2003的规定,采用正常检验一次抽样方案;任何一项测试不合格,即判定批次检验不合格。
5.2检验项目和要求:
说明:外购电池片参照以下标准,我司电池片参照《好利光能科技有限公司太阳能电池片的采购标准》进行检验
凡具有下列情况之一者,必须进行例行检验:
(1) 更换新的电池片供应商时。
(2) 电池片供应商的产品生产工艺有较大变动,可能影响产品性能时。
(3) 买卖双方任何一方认为有必要进行检验时。
XXXX 光伏科技有限公司编号: WI-QA-009版本: A制定单位: 质量部1目的监测硅片质量,确保电池片质量稳定。
2范围适用于本公司质量部对所有来料硅片质量的监视和测量。
3权责电池部工艺人员负责制订硅片检验文件。
质量部负责来料硅片质量的控制。
4定义无5参考文件无6作业流程图无7作业内容7.1检验。
7.1.1核对对照送检单,核对硅片的来源、规格和数量,供方所提供的参数、如电阻率、厚度、对角线长、边长。
检查供方出具的材质报告(碳含量、氧含量、晶向及位错密度),如有不符,须先与采购部沟通,无误后进行检验7.1.2外观检验7.1.2.1用刀片划开封条,划时刀片不宜切入太深,刀尖深入不要超过5mm,防止划伤泡沫盒内的硅片。
塑封好的硅片,用刀尖轻轻划开热缩膜四个角,然后撕开热缩膜7.1.2.2抽出两边的隔版,观察盒内有没有碎片,如有则要及时清理碎片7.1.2.3戴上PVC手套。
从盒内拿出100片硅片(不得超过100片),先把硅片并齐并拢后观察硅片四边是否对齐平整,并用硅片模板进行对照,鉴别是否存在尺寸不对的现象,如不符合,则用游标卡尺测量,并及时记录于硅片外观检验原始记录表上7.1.2.4再将100片硅片分出一部分使其旋转90度或180度,再并拢观察硅片间是否有缝隙,如有则说明有线痕或是TTV超标的现象。
将缝隙处的硅片拿出来,用MS-203测硅片上不固定的数点厚度(硅片边缘5mm以内取点),根据厚度结果确定是否超标。
将线痕、TTV超标片区别放置。
再观察四个倒角是否能对齐,如有偏差,对照硅片模板进行鉴别,把倒角不一致硅片分开放置。
并在硅片外观检验原始记录表上分别记录数量7.1.2.5观察硅片是否有翘曲现象,翘曲表现为硅片放在平面上成弧形或是一叠硅片并拢后容易散开,如有,则要把硅片放在大理石平面上,用塞尺测量其翘曲度,将翘曲度超标片区别放置,在硅片外观检验原始记录表上记录数量7.1.2.6逐片检验硅片,将碎片、缺角、崩边、裂纹、针孔、污物、微晶(特指多晶硅片)等不合格品单独挑出,分别存放,并在硅片外观检验原始记录表上记录7.1.2.7逐片计数该盒中合格片数量及各类不合格片数量,并核对总数与硅片外包装计数是否一致,如有缺片的现象则必须记录相对应的盒号、箱号、晶体编号以及对方检验员号7.1.2.8把硅片整理整齐,重新放入泡沫盒内,最后在硅片两侧放入泡沫垫板保护,盖上泡沫盒,用封箱带把盒子封好,在泡沫盒的上方记录包装内的实际数量,下半部分盖上自己的检验工号或在合格证上写上检验工号7.1.2.9按7.2.1.1-7.2.1.8步骤对所有硅片进行检验7.1.2.10将所有检验完毕的硅片盒装箱后用封箱带封好后,在箱子右上角贴上绿色合格标签纸,标明纸箱内硅片的规格、电阻率、厚度以及该箱检片后的实际数量(纸箱右上角空出贴合格证标签的位置,要求粘贴位置一致)7.1.3厚度的检验来料检验部门确定每批检验数量,使用MS-203检测。
电池片检验作业指导书
1.目的
本标准规定了单晶硅/多晶硅电池片来料的检验方法,通过检验确保单晶硅/多晶硅电池片的各项性能指标符合要求。
2.适用范围
适用于本公司品质部对外购多晶硅/单晶硅电池片的来料检验。
3.职责
3.1技术工艺部工程师负责制定多晶硅/单晶硅电池片来料交付要求。
3.2品质部工程师负责制订单晶硅/多晶硅料电池片来料检验标准。
3.3 品质部IQC、实验员负责多晶硅/单晶硅电池片来料质量控制点的质量控制
4. 工作准备
4.1测试工具准备:游标卡尺、千分尺或高度计、量角规、塞尺、显微镜、电池片分选仪。
4.2检验记录:《原材料检验报告》、《检验记录表》、检验标贴。
5. 检验标准
5.1抽样标准:根据GB/T2828.1-2003的规定,采用正常检验一次抽样方案;任何一项测试不合格,即判定批次检验不合格。
5.2检验项目和要求:
说明:外购电池片参照以下标准,我司电池片参照《好利光能科技有限公司太阳能电池片的采购标准》进行检验。