灰铁中增碳剂的使用
- 格式:doc
- 大小:11.00 KB
- 文档页数:2
炼钢设计原理增碳剂
增碳剂是指添加到炼钢炉中的能够增加钢液碳含量的原料,通常是纯碳或含碳化合物的物质。
增碳剂的选择对炼钢的质量和生产效率都有很大影响,因此炼钢设计原理中对增碳剂
的选择非常重要。
增碳剂的选择要考虑以下几个方面:
首先,增碳剂的纯度要求高。
增碳剂的纯度直接影响到炼钢的质量,杂质含量过高会对钢
材性能产生不利影响。
其次,增碳剂的颗粒度要适中。
增碳剂的颗粒度对炼钢工艺有重要影响,颗粒度太粗容易
造成碳元素的不均匀分布,颗粒度太细则会影响增碳剂的溶解速度。
再次,增碳剂的添加方式也要考虑。
增碳剂可以通过喷吹或加入坩埚中等方式添加到炉内,不同的添加方式影响着增碳剂在炉内的分布和溶解速度。
最后,增碳剂的用量也要合理。
增碳剂的用量决定了钢液中碳元素的含量,过量使用增碳
剂会影响钢液的凝固过程,导致晶粒粗大,影响钢材的力学性能。
在炼钢设计原理中,增碳剂的选择和操控要根据炼钢过程中的具体情况来确定,需要综合
考虑各种因素,以保证最终获得符合要求的钢材。
只有在合理选择和操控增碳剂的情况下,炼钢工艺才能取得良好的效果。
增碳剂作为炼钢过程中的重要原料,其质量和用量的选择
至关重要,对钢材的质量和性能都有着不可忽视的影响。
增碳剂的使用方法1、炉内投入法:增碳剂适于在感应炉中熔炼使用,但依据工艺要求具体使用也不尽相同。
(1)在中频电炉熔炼中使用增碳剂,可按配比或碳当量要求随料加入电炉中下部位,回收率可达95%以上;(2)铁液熔清如果碳量不足调整碳分时,先打净炉中熔渣,再加增碳剂,通过铁液升温,电磁搅拌或人工搅拌使碳溶解吸收,回收率可在90左右,如果采用低温增碳工艺,即炉料只熔化一部分,熔化的铁液温度较低的情况下,全部增碳剂一次性加入铁液中,同时用固体炉料将其压入铁液中不让其露出铁液表面。
这种方法铁液增碳可达1.0%以上。
2、炉外增碳:(1)包内喷石墨粉选用石墨粉做增碳剂,吹入量为40kg/t,预期能使铁液含碳量从2%增到3%。
随着铁液碳含量逐渐升高,碳量利用率下降,增碳前铁液温度1600℃,增碳后平均为1299℃。
喷石墨粉增碳,一般采用氮气做载体,但在工业生产条件下,用压缩空气更方便,而且压缩空气中的氧燃烧产生CO,化学反应热可补偿部分温降,而且CO的还原气氛利于改善增碳效果。
(2)出铁时使用增碳剂可将100—300目的石墨粉增碳剂放到包内,或从出铁槽随流冲入,出完铁液后充分搅拌,尽可能使碳溶解吸收,碳的回收率在50%左右。
宁夏宏辉炭素制品有限公司生产的无烟煤增碳剂具有低硫、低灰,含炭量高易吸收等特点。
一、增碳剂的加入时间不能忽视。
增碳剂的加入时间若过早,容易使其附着在炉底附近,而且附着炉壁的增碳剂又不易被熔入铁液。
与之相反,加入时间过迟,则失去了增碳的时机,造成熔炼、升温时间的迟缓。
这不仅延迟了化学成分分析和调整的时间,也有可能带来由于过度升温而造成的危害。
因此,增碳剂还是在加入金属炉料的过程中一点一点地加入为好。
如在一次加入量过大的情况下,可以结合感应电炉时采用的铁液过热操作结合考虑,保证增碳剂在铁液中的吸收时间10Min,一方面通过电磁搅拌作用使增碳剂充分扩散吸收,保证吸收效果。
另一方面可以减少增碳剂中带入的含氮量。
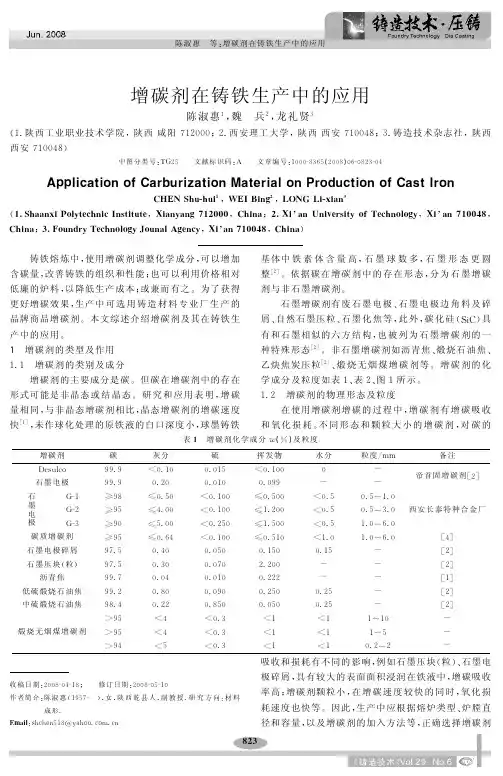
增碳剂基础要点简明介绍一增碳机制增碳剂通过碳在铁液中的溶解和扩散进行增碳,吸收率取决于增碳剂溶解扩散速度和氧化损耗速度。
二增碳剂的种类增碳剂主要分为石墨化增碳剂和非石墨化增碳剂两大类。
石墨化增碳剂:废石墨电极,石墨电极边角料和碎屑,自然石墨压粒,石墨化焦和碳化硅。
非石墨化增碳剂:沥青焦,煅烧石油焦,乙炔焦炭压粒和煅烧无烟煤。
增碳剂按照铸造用途,材质和使用方法可具体划分为以下:1 按铸造用途分A 球铁增碳剂:C>98.5 S<0.05 主要为石墨化石油焦和石墨化电极。
吸收率高,吸收时间最快。
B 灰铁增碳剂:C>90 S<0.5 主要为非石墨化石油焦和煅煤。
吸收率在85%左右。
C 炼钢增碳剂:C 75-98 主要为煅煤,石墨球和天然石墨碎。
D 特种增碳剂:用于刹车片和包芯线。
一般为0-0.5/0.5-1 mm 石油焦。
2 按照材质分A 冶金焦增碳剂:为冲天炉用大焦B 煅煤增碳剂:多产于宁夏和内蒙C 90-93 S 0.3-0.5 (用于炼钢和灰铁)C 石油焦增碳剂:多产于辽宁,天津和山东C 96-99 S 0.3-0.7 (用于炼钢,灰铁和特种增碳剂)D 石墨化石油焦:多产于山东和河南,以及进口C 98-99.5 S 0.03-0.05 包括石墨化石油焦和石墨化电极(用于球铁)E 天然石墨增碳剂:多产于湖北和山东,C 65-99 (用于炼钢)F 复合材料增碳剂:以石墨粉,焦粉和石油焦为原料人工制造 C 93-97 S0.09-0.73 按照使用方法分主要有熔炼电炉用,保温电炉用,转炉用,冲天炉用,以及铁水包用增碳剂(随流增碳剂)三增碳效果的影响因素1 增碳剂的种类:石墨化增碳剂吸收率高,未经过煅烧的难吸收。
2 增碳剂的颗粒度:A 粒度小,溶解快,损耗大。
大小的选择和炉台直径及容量有关。
100KGS 10mm,500KGS 15mm,1.5T 20mm,20T 30mm。
B 颗粒度分布不均匀的吸收差。
原文地址:中频电炉增碳剂使用注意事项作者:微笑现在大家对于感应电炉熔炼灰铁,球铁,在铸造熔炼中注重预处理,提高铁水的冶金质量,以及大量使用废钢做合成铸铁都比较熟悉了,增碳剂,碳化硅,高含钡的硅铁预处理剂的使用也逐步广泛,对于增碳剂来讲,结合最近得到的信息和以前实际经验,加上前人的发表文章,我感觉在熔炼中要注意几点: 1。
增碳剂的成分,应该以氮含量的多少来区分,则使用时,选择什么级别的氮含量,很重要!!!我们现在以感应电炉加入60%以上的废钢,熔炼合成铸铁,,由于其中钛等有害元素很低,所以应该使用低氮的增碳剂。
我在以前的帖子里面介绍过,美国,日本高端客户对普通灰铁的验收,需要化验铸铁里面氮,钛,铅,砷等等有害元素的含量,(机械性能方面,不仅要做抗拉,硬度,还要做灰铁的屈服强度),其中对于氮的含量,一般希望在80-120PPM最好,这时如果你使用高氮增碳剂(一般都属于低端增碳剂产品),由于铁水中钛的含量很低,不可能消耗大量的氮,使铸件容易因为氮含量太高而出现大量气孔,气缩或者有关缺陷,这种现象,已经在我以前工作过的单位发生,许多专家在其发表的文章中也谈过,增碳剂质量不好带给他们的重大损失。
(具体是谁?记不清了,好像是一位姓金的专家在铸造杂志上写过)。
很多铸造朋友以为,增碳剂硫量较高,不会影响普通灰铁(孕育铸铁)的质量,但是增碳剂硫量高,伴随着其中的氮也会很高,带来质量问题。
2。
99年在台湾首屋(台湾帝屋在青岛的工厂)工作时,其库房里面增碳剂很多,标牌注名只有高氮,中氮,低氮三种之分,但是根本不知其中缘故,现在经历多了,才逐步体会到此点。
当然很多东西在国内还在逐步适应,特别是高氮增碳剂,也在大量使用,石墨化不好的石油焦,精煤等等,这些低端产品针对什么铸铁熔炼使用?是否是高含钛铸铁使用?还需要今后逐步获得经验。
石墨化不好的增碳剂,加入铁水,一是吸收率低,慢,二是渣子多,三是其他有害元素影响铁水质量,希望大家注意! 3。
一、增碳剂怎么分类增碳剂根据其原料不同大致可分为四种。
1.人造石墨制造人造石墨的主要原料是粉状的优质煅烧石油焦,在其中加沥青作为粘结剂,再加入少量其他辅料。
各种原材料配合好以后,将其压制成形,然后在2500~3000℃、非氧化性气氛中处理,使之石墨化。
经高温处理后,灰分、硫、气体含量都大幅度减少。
由于人造石墨制品的价格昂贵,铸造厂常用的人造石墨增碳剂大都是制造石墨电极时的切屑、废旧电极和石墨块等循环利用的材料,以降低生产成本。
熔炼球墨铸铁时,为使铸铁的冶金质量上乘,增碳剂宜首选人造石墨。
2.石油焦石油焦是目前广泛应用的增碳剂。
石油焦是精炼原油得到的副产品,原油经常压蒸馏或减压蒸馏得到的渣油及石油沥青,都可以作为制造石油焦的原料,再经焦化后就得到生石油焦。
生石油焦的产量大约不到所用原油量的5%。
美国生石油焦的年产量约3000万t。
生石油焦中的杂质含量高,不能直接用作增碳剂,必须先经过煅烧处理。
生石油焦有海绵状、针状、粒状和流态等品种。
海绵状石油焦是用延迟焦化法制得的,由于其中硫和金属含量较高,通常用作煅烧时的燃料,也可作为煅烧石油焦的的原料。
经煅烧的海绵焦,主要用于制铝业和用作增碳剂。
针状石油焦,是用芳香烃的含量高、杂质含量低的原料,由延迟焦化法制得的。
这种焦炭具有易于破裂的针状结构,有时称之为石墨焦,煅烧后主要用于制造石墨电极。
粒状石油焦呈硬质颗粒状,是用硫和沥青烯含量高的原料,用延迟焦化法制得的,主要用作燃料。
流态石油焦,是在流态床内用连续焦化法制得的,呈细小颗粒状,结构无方向性,硫含量高、挥发分低。
石油焦的煅烧,是为了除去硫、水分、和挥发分。
将生石油焦于1200~1350℃煅烧,可以使其成为基本上纯净的碳。
煅烧石油焦的最大用户是制铝业,70%用以制造使铝矾土还原的阳极。
美国生产的煅烧石油焦,用于铸铁增碳剂的约占6%。
3.天然石墨天然石墨可分为鳞片石墨和微晶石墨两类。
微晶石墨灰分含量高,一般不用作铸铁的增碳剂。
中频炉熔炼灰铁的工艺、质量控制浅论(二)3.1 增碳率的控制和增碳剂的使用对于中频炉熔炼灰铁,许多人都以为只要炉前控制住铁水的化学成分和温度,就能熔炼出优质铁水,但事实并非如此简单。
中频炉熔炼灰铁的重中之重是控制增碳剂的核心作用,核心技术是铁水增碳。
增碳率越高,铁水的冶金性能越好。
这里所说的增碳率,是铁水中以增碳剂形式加入的碳,而不是炉料中带入的碳。
生产实践表明,在炉料配比中生铁比例高,白口倾向大;增碳剂比例增大,白口倾向减小。
这就要求在配料中要多用廉价的废钢和回炉料,少用或不用新生铁,这种采用废钢增碳工艺的铁水中存在大量细小的弥散分布的非均质晶核,降低了铁水的过冷度,促使了以 A 型石墨为主的石墨组织的形成。
同时,生铁用量的减少,也减小了生铁粗大石墨的不良遗传作用,而且灰铁的性能也随着废钢用量的增加而提高。
在实际生产中就曾发现,在废钢用量约为 30%的情况下,同样用废钢、回炉料、新生铁做炉料,在化学成分基本相同时,中频炉熔炼的灰铁比冲天炉熔炼的性能低,强化孕育效果也不明显,这就是废钢用量少、增碳率低的缘故。
由此足见增碳对于保证灰铁的熔炼质量、改善铸铁的组织与性能的重要性。
灰铁的性能是由基体组织和石墨的形态、大小、数量及分布决定的,改变石墨形态是改变铸铁性能的重要途径。
相比而言,基体组织较容易控制,它主要取决于铁水的化学成分和冷却速度。
但石墨形态却不容易控制,它要求铁水的石墨化程度要好。
而奇怪的是只有新增碳才参与石墨化,炉料中的原始碳并不参与石墨化。
如果不用增碳剂,熔炼出的铁水虽然化学成分合格,温度也合适,孕育也合理,但铁水却表现不佳:看似温度较高,流动性却不太好,缩孔、缩松倾向大,易吸气,易产生白口,截面敏感性大,铁水夹杂物多。
这些都是铁水增碳率和石墨化程度低造成的。
碳在原铁水中的存在形式主要为细小的石墨和碳原子,从细化石墨的角度考虑,原铁水中不希望有过多的碳原子,其势必会减少石墨的核心数,并且碳原子在冷却过程中更易形成渗碳体,而细小的石墨可以直接作为非均质形核核心。
合理地使用增碳剂半个世纪以来,铸铁件的生产技术有了长足的进步,如在球铁生产中,ADI技术的成熟和高硅固溶强化铁素体球铁的推广,,给球铁生产技术的发展注入了新的动力,而在灰铸铁的生产技术方面,我认为采用合成铸铁技术,应当是一个很大的技术进步,它与我们生产高强度高碳当量的铸铁件找到一条正确的途径,缩短了与国外先进国家的技术差距。
合成铸铁生产技术就是改变了过去长期以来一直用生铁作为主要炉料成分的配料方法,而是不用生铁,或只用少量的生铁,主要采用废钢做主要炉料,配以增碳剂增碳来达到指定的化学成分和新的配料方法。
新的配料方法与老方法相比,主要有一下三个方面优点:1、避免了新生铁遗传性2、增碳剂增加了外来的石墨核心3、是废钢中的氮及从增碳剂中带进来的更多氮促进了珠光体和改变了石墨形态,但众多的介绍合成铸铁经验文献中,基本上都推荐要采用低氮低硫的幼稚石墨型增碳剂,其原因就是石墨型增碳剂能直溶增碳达度块,回收率高,因而在采用增碳剂时,只注意了石墨形态,含碳量,灰分和粒度,而不去关注增碳剂含氮量高低,常常把其中的氮作为影响铸件的气孔缺陷的原因而拒绝利用氮能增加铸件强度的有利条件,从而对利用增碳剂中的氮的有利作用。
做了理论上的肯定,而实际上的否定,但在实际运用中增碳剂的生产厂家一改不进行氮含量的分析,在采用的技术条件上也没有对氮含量的分析,因而在增碳剂的含氮量及生产出的灰铸铁件中的氮处于一个失控的状态,因此尽管许多铸造厂也采取了高比例的废钢配比,也加入了2%左右的增碳剂,但所得结果,有的厂铸铁件中含氮量超高,产生氮气孔而使铸件报废,而大多数工厂生产出来的铸件性能仍然不高,本体强度难以稳定地满足HT250的要求,仍要采用低碳当量来提高强度。
百铸网在近三年来,一直在宣传要利用增碳剂中的氮有利作用,并且帮助了很多厂,在时间中利用增碳剂中氮和硫,稳定地成批生产了HT250,HT300的铸铁件,合理地选用增碳剂。
掌控好其中的氮和硫就能稳定地生产出高强度高碳当量的铸铁件,根据资料和我们的实验室数据,氮在铸铁中最明显的作用就是稳定珠光体,而保证95%以上的珠光体是生产高强度的基本要求,氮在50-120ppm时能有效地抑制铁素体的生成,而当含量过高时有产生氮气孔的危险,我们控制厚大件的氮含量不超过80ppm,中小件不超过120ppm作为控制界限。
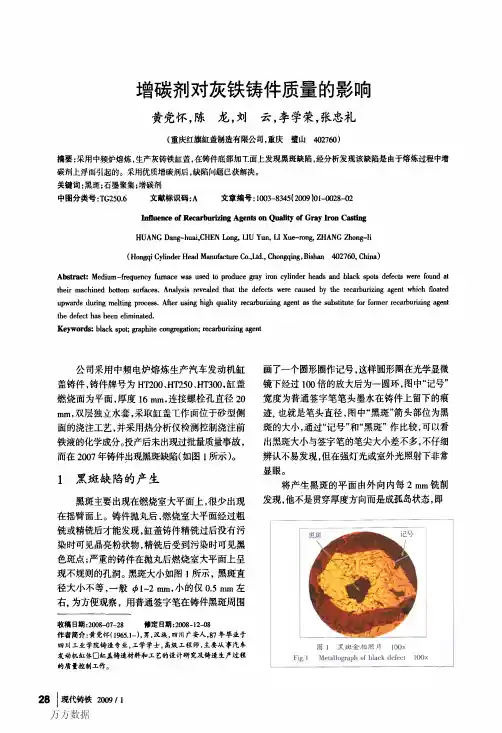
增碳剂对灰铁铸件质量的影响黄党怀,陈龙,刘云,李学荣,张忠礼(重庆红旗缸盖制造有限公司,重庆璧山402760)摘要:采用中频炉熔炼,生产灰铸铁缸盖,在铸件底部加工面上发现黑斑缺陷,经分析发现该缺陷是由于熔炼过程中增碳剂上浮而引起的。
采用优质增碳剂后,缺陷问题已获解决。
关键词:黑斑;石墨聚集;增碳剂中图分类号:TG250.6文献标识码:A文章编号:1003—8345(2009)01—0028-02InfluenceofRecarburizingAgen缸onQualityofGrayIronCastingHUANGDang-huai,CHENLong,LIUYun,LIXue-rong,ZHANGZhong-li(HongqiCylinderHeadManufactureCo.,Ltd.,Chongqing,Bishan402760,China)Abstract:Medium-frequencyfurnaceWaSusedtoproducegrayironcylinderheadsandblackspotsdefectswerefoundattheirmachinedbottomsurfaces.Analysisrevealedthatthedefectswerecausedbytherecarburizingagentwhichfloatedupwardsduringmeltingprocess.Afterusinghighqualityrecarburizingagentasthesubstituteforformerrecarburizingagentthedefecthasbeeneliminated.Keywords:blackspot;graphitecongregation;recarburizingagent公司采用中频电炉熔炼生产汽车发动机缸盖铸件,铸件牌号为HT200、HT250、HT300,缸盖燃烧面为平面,厚度16mm,连接螺栓孑L直径20mm,双层独立水套,采取缸盖t作面位于砂型侧面的浇注工艺,并采用热分析仪检测控制浇注前铁液的化学成分。
增碳剂用途
增碳剂是一种用于增加碳含量的添加剂,广泛应用于冶金、化工、电力等行业。
它可以提高材料的硬度、抗磨性和耐腐蚀性能,是许多工业生产过程中不可或缺的重要材料。
在冶金行业中,增碳剂主要用于钢铁生产过程中的炉渣处理和钢水调质。
炉渣处理是指通过加入增碳剂来调整炉渣中的碳含量,以保证炉渣的稳定性和流动性。
钢水调质则是将增碳剂加入钢水中,通过增加钢水中的碳含量,提高钢的硬度和强度,同时改善钢的韧性和塑性,使其具有更好的机械性能。
在化工行业中,增碳剂常用于有机合成反应中的催化剂。
它能够提高反应物的碳含量,加速反应速率,提高反应的产率和选择性。
例如,增碳剂可以用于合成烯烃、芳烃等有机化合物,广泛应用于石油化工、医药等领域。
在电力行业中,增碳剂主要用于燃煤锅炉的燃烧过程中。
通过向燃烧系统中添加增碳剂,可以提高煤炭的燃烧效率,降低烟气中的氮氧化物和硫氧化物排放,减少环境污染。
同时,增碳剂还可以改善燃烧系统的稳定性和热效率,降低能源消耗,提高发电效率。
除了上述行业外,增碳剂还被广泛应用于其他领域。
例如,在农业中,增碳剂可以用于改善土壤质量,提高农作物的产量和品质。
在环保领域,增碳剂可以用于污水处理和废气处理,帮助净化环境。
在材料科学中,增碳剂可以用于改善材料的导电性和热导性,提高材料的性能和应用范围。
总的来说,增碳剂作为一种重要的添加剂,在各个行业中发挥着重要的作用。
它可以提高材料的性能和质量,改善工业生产过程,促进经济的发展。
随着科技的不断进步,增碳剂的应用范围和效果还将不断扩大和提高,为各行各业的发展带来更多的机遇和挑战。
增碳剂的应用领域增碳剂是一种应用广泛的化学物质,它在许多领域都有着重要的应用。
本文将介绍增碳剂在冶金、农业、环保和能源等领域的具体应用。
在冶金领域,增碳剂被广泛应用于炼铁和炼钢过程中。
炼铁过程中,增碳剂可以将铁矿石中的氧化铁还原为金属铁,并增加铁的含碳量,从而提高炼铁效率和产量。
在炼钢过程中,增碳剂可以调整钢的碳含量,使钢的性能得到优化,提高钢的强度和硬度。
此外,增碳剂还可以减少冶金过程中的能耗,降低生产成本。
在农业领域,增碳剂被广泛用作土壤改良剂。
土壤中的有机质含量对作物的生长和产量有着重要影响。
增碳剂可以提供有机质,改善土壤结构,增加土壤保水性和保肥性,促进土壤微生物活动,提高土壤肥力。
此外,增碳剂还可以调节土壤酸碱度,改善土壤质地,提供植物所需的营养元素,增加作物抗病虫害能力,提高作物的品质和产量。
在环保领域,增碳剂可以用于废水处理和大气污染控制。
废水中的有机物和重金属离子是常见的污染物,增碳剂可以与这些污染物发生化学反应,将其转化为无毒或难溶于水的物质,从而达到净化水质的目的。
在大气污染控制方面,增碳剂可以用于脱硫和脱硝过程,将燃烧排放物中的二氧化硫和氮氧化物转化为无毒物质,减少对大气的污染。
增碳剂还在能源领域有着重要的应用。
在燃煤发电过程中,增碳剂可以用于锅炉燃烧系统,调节煤的燃烧特性,提高燃烧效率,减少烟尘和二氧化硫的排放。
增碳剂还可以用于生物质能源的生产过程中,提高生物质的热值和燃烧效率,增加能源产量。
增碳剂在冶金、农业、环保和能源等领域具有广泛的应用。
通过合理利用增碳剂,可以提高生产效率,降低环境污染,促进可持续发展。
随着科技的不断进步,相信增碳剂的应用领域还会不断拓展和创新。
增碳剂的使用方法o增碳剂的使用方法:1、炉内投入法:增碳剂适于在感应炉中熔炼使用,但依据工艺要求具体使用也不尽相同。
(1)在中频电炉熔炼中使用增碳剂,可按配比或碳当量要求随料加入电炉中下部位,回收率可达95%以上;(2)铁液熔清如果碳量不足调整碳分时,先打净炉中熔渣,再加增碳剂,通过铁液升温,电磁搅拌或人工搅拌使碳溶解吸收,回收率可在90左右,如果采用低温增碳工艺,即炉料只熔化一部分,熔化的铁液温度较低的情况下,全部增碳剂一次性加入铁液中,同时用固体炉料将其压入铁液中不让其露出铁液表面。
这种方法铁液增碳可达1.0%以上。
2、炉外增碳:(1)包内喷石墨粉选用石墨粉做增碳剂,吹入量为40kg/t,预期能使铁液含碳量从2%增到3%。
随着铁液碳含量逐渐升高,碳量利用率下降,增碳前铁液温度1600℃,增碳后平均为1299℃。
喷石墨粉增碳,一般采用氮气做载体,但在工业生产条件下,用压缩空气更方便,而且压缩空气中的氧燃烧产生CO,化学反应热可补偿部分温降,而且CO的还原气氛利于改善增碳效果。
(2)出铁时使用增碳剂可将100—300目的石墨粉增碳剂放到包内,或从出铁槽随流冲入,出完铁液后充分搅拌,尽可能使碳溶解吸收,碳的回收率在50%左右。
一、增碳剂的加入时间不能忽视。
增碳剂的加入时间若过早,容易使其附着在炉底附近,而且附着炉壁的增碳剂又不易被熔入铁液。
与之相反,加入时间过迟,则失去了增碳的时机,造成熔炼、升温时间的迟缓。
这不仅延迟了化学成分分析和调整的时间,也有可能带来由于过度升温而造成的危害。
因此,增碳剂还是在加入金属炉料的过程中一点一点地加入为好。
如在一次加入量过大的情况下,可以结合感应电炉时采用的铁液过热操作结合考虑,保证增碳剂在铁液中的吸收时间10Min,一方面通过电磁搅拌作用使增碳剂充分扩散吸收,保证吸收效果。
另一方面可以减少增碳剂中带入的含氮量。
二、加入方法上改进不要一次加入,分批加,最后熔化了加一部分,放一部分(一包左右)铁水到包里,再回冲炉里增碳剂1-2次,然后打渣,加合金。
增碳剂作用介绍增碳剂作为一种常见的添加剂,广泛应用于各个行业中。
它的作用是增加材料中的碳含量,从而改善材料的性能和质量。
本文将对增碳剂的作用进行全面、详细、完整地探讨。
一级标题1二级标题1.1增碳剂在钢铁行业中的应用在钢铁行业中,增碳剂可以用来控制钢铁中的碳含量。
钢铁的性能和质量与其碳含量密切相关。
增加钢铁中的碳含量可以提高其硬度和强度,同时还可以改善其热处理性能。
因此,增碳剂被广泛用于钢铁的生产过程中。
二级标题1.2增碳剂在铸造行业中的应用在铸造行业中,增碳剂可以用来控制铸件的碳含量。
铸件的性能和质量与其碳含量密切相关。
增加铸件中的碳含量可以提高其硬度和耐磨性,并改善其机械性能。
因此,增碳剂在铸造过程中扮演着重要的角色。
二级标题1.3增碳剂在化工行业中的应用在化工行业中,增碳剂可以用来调节化工产品的性质。
化工产品的性质与其碳含量密切相关。
增加化工产品中的碳含量可以改善其燃烧性能、增加其稳定性,并且还可以提高其热值。
因此,在化工行业中广泛使用增碳剂。
一级标题2二级标题2.1增碳剂的种类根据不同的应用领域,增碳剂可分为多种类型。
下面是一些常用的增碳剂:1.石墨增碳剂:石墨增碳剂是一种以石墨为主要成分的添加剂。
它具有良好的增碳效果和热稳定性,因此被广泛应用于钢铁和铸造行业中。
2.煤沥青增碳剂:煤沥青增碳剂是一种以煤沥青为主要成分的添加剂。
它具有良好的增碳效果和耐高温性能,因此被广泛应用于化工行业中。
二级标题2.2增碳剂的选择要点在选择增碳剂时,需要考虑以下几个因素:1.碳含量要求:根据不同的应用需求,选择适合的增碳剂以满足所需的碳含量。
2.增碳效果:不同的增碳剂有不同的增碳效果,需根据实际情况选择表现良好的增碳剂。
3.使用安全:增碳剂在使用过程中需要注意其安全性,防止对人体和环境造成损害。
一级标题3二级标题3.1增碳剂的添加方法增碳剂的添加方法多种多样,下面是一些常见的添加方法:1.直接添加:将增碳剂直接投入到材料中,通过搅拌或混合将增碳剂均匀分散在材料中。
增碳剂的用途1. 引言增碳剂是一种在冶金工业中广泛应用的添加剂,它可以提高金属材料的碳含量,改善材料的力学性能和耐磨性。
本文将详细介绍增碳剂的用途、工作原理以及在不同行业中的应用。
2. 增碳剂的工作原理增碳剂主要是由含有高碳元素的物质组成,如焦炭、石墨等。
在冶金过程中,增碳剂加入到金属熔体中,通过与金属中的氧化物反应,将氧化物还原为金属,并将高碳元素引入金属中。
增碳剂中的高碳元素会与金属中的低碳元素结合,提高材料的碳含量,从而改善其力学性能。
3. 增碳剂在冶金工业中的应用3.1 钢铁冶炼钢铁冶炼是增碳剂最主要的应用领域之一。
在炼钢过程中,增碳剂可以有效地提高钢的碳含量,使得钢具有更好的可塑性和韧性。
增碳剂还可以改善钢的硬度和耐磨性,提高钢的使用寿命。
在不同的炼钢方法中,增碳剂的使用方式有所不同,但都能达到提高钢的碳含量的目的。
3.2 铸造工业在铸造工业中,增碳剂可以用于改善铸件的力学性能和耐磨性。
通过在铸造过程中添加增碳剂,可以提高铸件的碳含量,增强其硬度和强度。
增碳剂还可以改善铸件的组织结构,使其具有更好的耐磨性和抗拉强度。
在不同的铸造方法中,增碳剂的使用量和方式也有所不同。
3.3 焊接工艺在焊接工艺中,增碳剂可以用于提高焊接材料的碳含量,增强焊缝的强度和耐磨性。
增碳剂可以与焊接材料中的低碳元素结合,形成强度更高的化合物,从而提高焊缝的力学性能。
增碳剂的使用可以降低焊接过程中的温度和能量损失,提高焊接效率。
3.4 其他行业中的应用除了上述应用领域外,增碳剂还可以在其他行业中发挥重要作用。
例如,在化工工业中,增碳剂可以用于改善材料的耐热性和耐腐蚀性。
在电力工业中,增碳剂可以用于提高电极材料的导电性和耐磨性。
在汽车制造业中,增碳剂可以用于提高汽车零部件的硬度和耐磨性。
4. 增碳剂的发展趋势随着科技的不断进步,增碳剂的研发和应用也在不断发展。
未来,增碳剂可能会朝着以下几个方向发展:•高效性能:研发更高效的增碳剂,提高其增碳效果和使用效率。
(铸造技术十五)灰铁铸造加废钢的比例与增碳剂的关系及含氮量对灰铁铸造的影响,符废钢的分类与选择。
作者:赵鲁生陆相春联系电话183****6098昨天辽宁兴城的李总询问灰铁250加废钢的铸造事项,今天,我就这个问题进行一下系统的回答。
灰铁废钢的加入量要根据各生产厂对废钢纯净度和对成本的核算而定。
受生铁成本价居高不下的影响。
现在许多企业基本不使用生铁,铸造中全部采用废钢加一部分的回炉料。
而大部分的企业是将废钢的加入量控制在40%左右。
由废钢原料进行灰铁的铸造生产,增碳是工艺中重中之重。
所以,选择与废钢类型相匹配增碳剂就显得尤为重要。
现在市场中的增碳剂质量参次不齐。
好的增碳剂能起到稳定增碳、促进吸收的效果。
但是增碳的比例,则要根据废钢成份而定。
增碳剂在灰铁铸造中需要注意的事项1.增碳剂的成分,应该以氮含量的成分多少来区分。
以感应炉加入50---60%以上的废钢,熔炼合成铸铁而论,废钢加入量越大,铁水氮含量也越大。
由于合成铸铁铁液中的钛、铅、锑等有害元素低,所以应该使用低氮的增碳剂。
如果增碳剂氮含量较高,则容易使铸件出现氮气孔。
一般而言,低端增碳剂含氮都比较高。
由于铁水中钛的含量很低,不可能用Ti消耗大量的氮,使铸件容易因为氮含量太高而出现氮气孔,裂隙状氮气孔或者有关缺陷。
这种现象,已经在我以前工作过的单位发生,许多专家在其发表的文章中也谈过,增碳剂质量不好带给他们的重大损失,特别强调合成铸铁熔炼,关键在使用质量好的,氮含量低的煅烧石油焦。
很多铸造朋友以为,增碳剂硫量较高,不会影响普通灰铁(孕育铸铁)的质量,但是增碳剂硫量高,伴随着其中的氮也会很高,带来质量问题。
2.国际上增碳剂标牌注名只有高氮,中氮,低氮三种之分,增碳剂的氮含量是非常重要的指标!目前国内对铸造使用增碳剂尚没有建立标准,普通煤,没有煅烧的石油焦氮含量很高,一般超过500-4000PPM(0.05-0.40%)。
经过高温煅烧的石油焦,氮含量一般小于300PPM,但是供应商生产增碳剂时,煅烧温度等等控制措施不同,氮含量也有不同,特别是氮含量的检测,很多工厂不具备,造成工厂验收比较盲目,只是看碳的石墨化成度,以增碳剂颗粒在白纸上书写,手感舒适,笔画清晰与否来判断。
增炭剂和渗碳剂
增碳剂和渗碳剂是两种不同的金属热处理工艺中所使用的添加剂。
增碳剂主要是在电炉熔炼铸铁时,为了提高灰铁铸件的质量,改善其石墨形态,使石墨细化而加入的。
它主要用于孕育处理,可细化铸件组织,改善铸件内在质量。
渗碳剂则是用于渗碳工艺的添加剂,主要用于提高钢铁工件的表面含碳量。
渗碳剂的组成为煅烧石油焦粉,其中加入沥青作为粘结剂,加入少量其他赋形剂。
渗碳剂的作用是补充钢铁冶炼过程中失去的碳含量。
以上信息仅供参考,建议咨询专业人士获取更准确的信息。
关于电炉熔炼灰铁增碳剂的使用
铸铁电炉熔炼,使用较多废钢加石墨化增碳剂,现在已经比较普遍了,但是在增碳剂的使用质量上,各家工厂有不同选择,即使用石墨化很好的增碳剂,有煅烧石油焦和石墨碎,但是很多工厂也在使用精煤增碳剂。
增碳剂的质量好坏,我们主要看其石墨化程度,好的增碳剂含石墨碳95-98%以上,硫含量在0.02-0.05%,氮含量在100-200PPM。
而精煤增碳剂碳含量在80-90%,硫含量在0.5%以上,氮含量在500-4000PPM。
这是最低档次的增碳剂,(还有没有经过高温煅烧的石油焦,或者煅烧温度不足的石油焦)价格较低,在2300-3000元左右,而最好的增碳剂价格在7-9千元/吨,所以很多工厂依然选用便宜货。
国内许多专家学者多次谈到,增碳剂的质量是电炉多加废钢熔炼灰铁的关键,而成本决定了许多工厂在使用最便宜的增碳剂,其使用的情况有时很好,没有发现严重质量问题,(可能与其电炉熔炼的温度,保温时间,微量元素等等有关)有时却发现大量气孔缺陷。
最近看见某厂就有如此质量问题发生。
对于普通灰口铸铁,在碳硅量较高时,气孔缺陷不太明显,而在碳硅量较低的高牌号灰铁中反映明显,铸件气孔缺陷严重。
对于球铁铸件,气孔缺陷很不明显,估计是其中的镁,稀土有强烈除气作用,但是气孔缺陷也时有发生。
低档次增碳剂对于球铁的影响,估计主要是硫和其他杂质含量,影响石墨球的圆整和出现异常基体。
此厂现在看来,综合总的成本(包含废品损失),其使用低档次增碳剂确实是不划算的。
增碳剂质量好坏,一般工厂化验不了,特别是氮含量。
最好的与最差的石墨化程度区别明显,鉴别方法是在白纸上书写痕迹清晰,手感舒适与否来粗判,(氮含量未知),而档次中等的,一般是煅烧温度没有在2700度以上,或者煅烧时间不足,石墨化程度不全部,造成硫含量高,氮含量也高的石油焦也在大量冒充好的增碳剂。
还有碳化硅生产中,或者其他生产方法产生的细粉状石墨粉或煤粉,经过添加粘土压制成粒状石墨颗粒增碳剂,等等,其质量情况
混杂,我们很难辨别,最好尽快建立此种增碳剂的标准和检测方法。