连续冲压模设计
- 格式:docx
- 大小:33.03 KB
- 文档页数:6
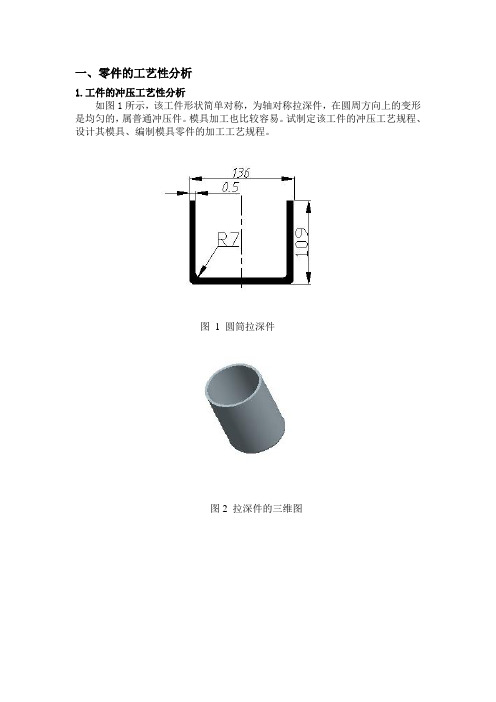
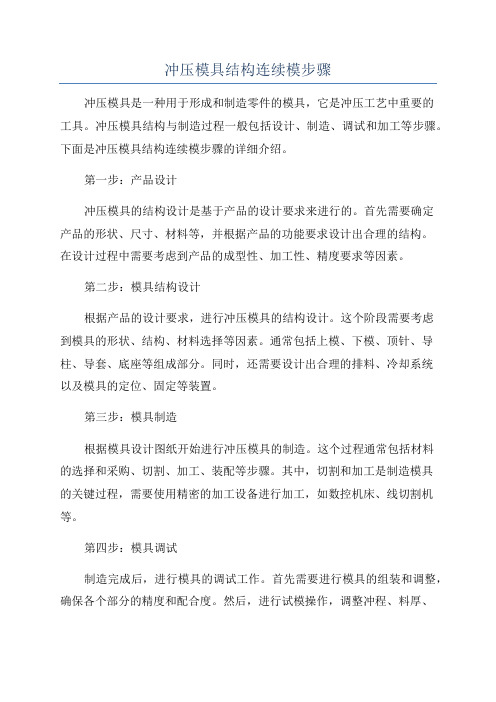
一、零件的工艺性分析1.工件的冲压工艺性分析如图1所示,该工件形状简单对称,为轴对称拉深件,在圆周方向上的变形是均匀的,属普通冲压件。
模具加工也比较容易。
试制定该工件的冲压工艺规程、设计其模具、编制模具零件的加工工艺规程。
图1 圆筒拉深件图2 拉深件的三维图2.工件材料化学成分和机械性能分析(1)材料分析工件的材料为08钢,属于优质碳素结构钢,优质沸腾钢,强度、硬度低,冷变形塑性很好,可深冲压加工,焊接性好。
成分偏析倾向大,时效敏感性大,故冷加工时应采用消除应力热处理或水韧处理,防止冷加工断裂。
08钢的主要机械性能如下:σ(兆帕) 280-390抗拉强度bσ(兆帕) 180屈服强度s抗剪强度(兆帕) 220-310延伸率δ 32%(2)结构分析工件为一窄凸缘筒形件,结构简单,圆角半径为r=7,厚度为t=0.5mm,满足筒形拉深件底部圆角半径大于一倍料厚的要求,因此,零件具有良好的结构工艺性。
(3)精度分析工件上尺寸均为未注公差尺寸,普通拉深即可达到零件的精度要求。
经上述分析,产品的材料性能符合冷冲压加工要求。
在零件工艺性分析的基础上制定其工艺路线如下:零件的生产包括落料、拉深(需计算确定拉深次数)、修边(采用机械加工)等工序,为了提高生产效率,可以考虑工序的复合,经比较决定采用落料与第一次拉深复合。
二、工件的拉深工艺分析及计算1.毛坯尺寸计算(1)计算原则相似原则:拉深前坯料的形状与拉深件断面形状相似;等面积原则:拉深前坯料面积与拉深件面积相等。
(2)计算方法由以上原则可知,旋转体拉深件采用圆形毛坯,其直径按面积相等的原则计算。
计算坯料尺寸时,先将拉深件划分为若干便于计算的简单几何体,分别求出其面积后相加,得拉深件总面积A。
图3 拉深件的坯料计算如图3所示,筒形件坯料尺寸,将圆筒件分成三个部分,每个部分面积分别为:(3)确定零件修边余量由于板料的各向异性和模具间隙不均等因素的影响,拉深后零件的边缘不整齐,甚至出现耳子,需在拉伸后进行修边。
冲压模具结构连续模步骤冲压模具是一种用于形成和制造零件的模具,它是冲压工艺中重要的工具。
冲压模具结构与制造过程一般包括设计、制造、调试和加工等步骤。
下面是冲压模具结构连续模步骤的详细介绍。
第一步:产品设计冲压模具的结构设计是基于产品的设计要求来进行的。
首先需要确定产品的形状、尺寸、材料等,并根据产品的功能要求设计出合理的结构。
在设计过程中需要考虑到产品的成型性、加工性、精度要求等因素。
第二步:模具结构设计根据产品的设计要求,进行冲压模具的结构设计。
这个阶段需要考虑到模具的形状、结构、材料选择等因素。
通常包括上模、下模、顶针、导柱、导套、底座等组成部分。
同时,还需要设计出合理的排料、冷却系统以及模具的定位、固定等装置。
第三步:模具制造根据模具设计图纸开始进行冲压模具的制造。
这个过程通常包括材料的选择和采购、切割、加工、装配等步骤。
其中,切割和加工是制造模具的关键过程,需要使用精密的加工设备进行加工,如数控机床、线切割机等。
第四步:模具调试制造完成后,进行模具的调试工作。
首先需要进行模具的组装和调整,确保各个部分的精度和配合度。
然后,进行试模操作,调整冲程、料厚、排料等参数,检查模具是否正常工作,并对模具进行调整和修正,以满足产品制造的要求。
第五步:模具加工完成模具调试后,进行产品的批量加工。
这个阶段需要根据产品的要求进行操作,包括冲压、切割、冲孔、弯曲等工艺。
同时,需要进行模具的维护和保养,确保模具的使用寿命和稳定性。
以上是冲压模具结构连续模步骤的详细介绍,冲压模具的制造过程是一个复杂的工程,需要设计、制造、调试和加工等多个环节的协同作业。
只有确保每个环节都合理和精确,才能保证冲压模具的质量和性能。

五金冲压连续模设计规范产品展开设计Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】:产品展开标准文件编号:SB-B0035一.目的推行作业标准化﹐实现模具设计快速统一。
二.适用范围冲模设计三.内容弯曲制品产品展开展开计算标准:1)概算法分为直边部分与弯曲部分,以中立面的长度之和求得的方法。
L=a+b+2πα°(R+λt) /360弯曲形式 R/t λ以下~V形弯曲 ~3~55以上以下 ~~U形弯曲 ~5以上Romanowski的方法(V,U形弯曲共用)R/tλ2)外侧尺寸加算法:弯曲处很多时的计算法是先将外侧尺寸全部加算,从其和减去取决于板厚和弯曲半径两要素的伸长量。
L=(l1+l2+l3+…ln)-﹛(n-1)c﹜n-1……弯曲处数目 C ……伸长补正系数板厚C类别:技术标准制定日期:2002/06/11版次:A共14页第1页产品展开标准文件编号:SB-B00353)卷曲(Romanowski)L=A+B+a (mm) L:胚料长度R/ty4)内侧尺寸计算法对边长之和再加set back值(补正长度值)的方法L=πρ+2R-tρ=R-yt5)收缩凸缘的概算展开尺寸(90°)弯曲a= (R+h)γγ2-h2-R类别:技术标准制定日期:2002/06/11版次:A共14页第2页第一部分:产品展开标准文件编号:SB-B0035γ比R小时a= (R+h)γ-h2-R6)伸长凸缘的概算展开尺寸(90°)弯曲a=R- (R-h)2+γγ2-h2γ比R小时a= R- (R-h)2 +γ-h27)整线加工(hemming) 概算展开尺寸a:凸缘的展开尺寸h1:整缘后的凸缘长度h0:整缘前的凸缘长度t1,t2:板厚8)非90°折弯(3) R=0,θ≠90°λ=T/3L=[A-T*tg(α/2)]+[B-T*tg(α/2)]+ α/180°*πT/3类别:技术标准制定日期:2002/06/11版次:A共14页第3页五金冲压连续模具设计规范五金冲压连续模具设计规范五金冲压连续模具设计规范凯五金冲压连续模具设计规范*****************五金冲压连续模具设计规范五金冲压连续模具设计规范模具工程冲模设计三.内容一. 定义(一).弯曲成形加工金属材料由於受力超过其弹性限度及降伏强度,但低于其极限抗拉强度之应力,使金属板料产生永久变形而得到所要求之尺寸及轮廓形状.(二).中立层(面)金属材料由於弯曲加工式一面(弯曲外侧)受到抗拉应力而另一面(弯曲内侧)受到压缩应力,因此在材料板厚某处所受之应力为零,此零应力之平面为中立层(面)(Netural Plane)(三).展开计算依据由於中立轴线受到零应力,此其长度等於原始胚料之长度,边是作为胚料尺寸展开之基准,中立轴线之位置则视材料种类﹑特性机弯曲内侧板与板厚比而不同﹒中立轴位置之测定,一以金属板料弯曲内侧为基准,亦即位於从弯曲内侧板厚中心处之某处一距离,此位置约是板厚30~50%(图二﹒弯曲成形加工之种类(1).V形或形弯曲加工(图(2).U形弯曲加工(图(3).Z形弯曲加工(图(4).弯缘加工(Hermming)(图(5).卷缘加工(Curing)(图类别:技术标准制定日期:2002/06/11版次:A共14页第9页五金冲压连续模具设计规范展开计算标准(弯曲成形)概论篇之二文件编号:SB-B0035五金冲压连续模具设计规范五金冲压连续模具设计规范模具工程冲模设计三.内容(9)卷缘加工(侧推)L=*T*r+R-T r=r-λ*Tλ之数值表(软钢板)R/T之值以上Λ之值(10)卷缘加工(上压)1>L=L1+C2>L1=π*r+R-Tr=R-λ*T3>C=T/4*2*π*1/4=λ之数值表(同上)(11)冲切弯曲之冲切宽度W=H-X(setback)*冲切弯曲冲头之R=T*r最小值为零T(mm)X(12)综合计算如图:L= 料内+料内+补偿两=A+B+C+D+E+F+﹝(AA+BB+CC+DD+EE) 补偿量﹞λ之数值表AA: λ=T/3BB: λ=T/3CC: λ=T/3DD: λ=T/3EE: λ=T/3类别:技术标准制定日期:2002/06/11版次:A共14页第12页五金冲压连续模具设计规范展开计算标准(弯曲成形)限制篇文件编号:SB-B0035展开计算标准(弯曲成形)反弹篇文件编号:SB-B0035一.目的推行作业标准化﹐实现模具设计快速统一。
冲压模具设计一、冲压模具设计的步骤1.确定需求:首先要明确冲压件的形状、尺寸和质量要求,以及加工工艺的要求,包括材料选材、工艺流程等。
2.分析冲压过程:了解冲压过程中的受力情况,确定冲压件的受力情况,考虑冲压件的结构和形状。
分析完成后,可以确定模具的结构和工作原理。
3.制定设计方案:设计方案是根据需求和分析决策,形成的模具设计的主要思路,包括模具的结构形式、材料选材、零件加工工艺等。
4.细化设计:在设计方案的基础上,进一步细化设计,包括每个零件的尺寸、形状和工艺要求,确保每个零件都符合设计要求。
5.制作样品:制作模具样品,进行试验和调试,验证设计方案的可行性,确定调整和改进方案。
6.定稿设计:根据试验结果,对设计方案进行调整和优化,形成最终的设计方案。
二、冲压模具设计的关键要点1.良好的受力结构:冲压模具在工作过程中要经受巨大的冲击力和挤压力,因此必须具备良好的受力结构,包括合理的分布受力、合理的受力传递和合理的受力集中。
2.优秀的耐磨材料:冲压模具的工作环境往往十分恶劣,耐磨材料可以大大延长模具的使用寿命,提高生产效率。
3.精密的加工工艺:冲压模具的加工精度直接影响到冲压件的质量,因此必须采用精密的加工工艺,确保模具的精密度和可靠性。
4.优化的结构设计:冲压模具的结构设计要尽可能简单,降低成本,提高生产效率。
同时也要考虑模具的易维护性,方便维修和更换零件。
5.可靠的试验与调试:为了保证冲压模具的质量和可靠性,必须进行全面的试验和调试,包括模具的运行测试、冲压件的检测评价等。
三、结语冲压模具设计是一个复杂而细致的工程,需要综合运用材料学、结构设计、机械加工、模具试验等多方面的知识。
只有具备扎实的理论基础和丰富的实践经验,才能设计出高质量的冲压模具。
希望以上内容对冲压模具设计有所帮助,能够指导相关行业的人士更好地进行冲压模具设计工作。
冲压模具设计是一个复杂的过程,需要设计人员深入且全面地了解冲压工艺、材料特性、机械结构、模具加工工艺等多方面知识,并且需要经验丰富的工程师进行设计。

五金连续冲压模具结构五金连续冲压模具是一种用于五金冲压加工的专用工具。
它在工业生产中起着至关重要的作用。
本文将对五金连续冲压模具的结构进行详细介绍。
五金连续冲压模具通常由模具底板、上模座、下模座、导柱、导套、模具切口等部件组成。
模具底板是模具的基础部分,承载着整个模具的重量。
上模座和下模座分别固定在模具底板的上方和下方。
导柱和导套则用于保持上下模具的位置稳定,确保模具的准确运动。
在五金连续冲压模具的结构中,模具切口起着连接上下模具的作用。
模具切口通常是在上模座和下模座上分别开有一个或多个切口,使得上模座和下模座能够互相套合。
这样,在工作时,上下模具就可以通过模具切口的配合来实现连续冲压的动作。
五金连续冲压模具的结构设计非常重要。
首先,模具底板必须具备足够的强度和刚度,以承受冲压过程中的巨大压力。
其次,上模座和下模座必须具备良好的刚性和稳定性,以确保模具在工作过程中的精度和稳定性。
同时,导柱和导套的设计也非常关键,它们必须具备高精度和高耐磨性,以确保模具的准确运动和长期使用寿命。
在五金连续冲压模具的使用过程中,还需要考虑模具的冷却问题。
冲压过程中,模具会受到高温的影响,如果没有进行有效的冷却,模具可能会变形或者损坏。
因此,模具通常会设计冷却通道,通过循环流动的冷却液来降低模具的温度,提高模具的使用寿命。
五金连续冲压模具还需要考虑产品的定位和夹紧。
在冲压过程中,为了保证产品的精度和一致性,模具需要具备良好的定位和夹紧功能。
通常情况下,模具会设计相应的定位销和夹紧机构,来确保产品的准确定位和稳定夹紧。
总结起来,五金连续冲压模具的结构设计是十分复杂而又关键的。
它的结构包括模具底板、上模座、下模座、导柱、导套、模具切口等部件。
模具的设计要考虑强度、刚度、稳定性、精度等因素,并且需要考虑冷却和产品定位夹紧等问题。
只有合理设计和制造出高质量的五金连续冲压模具,才能保证冲压加工的质量和效率。

连续模设计技巧连续模料带形式、功能与系料设计原则连续模料带设计主要是将冲压制品连结在料带上,以等距离送料的方式将半成品送至各工程站上冲压,将冲压制品连结在料带上有许多种方式,连结方式也需要依据冲压制品特征与冲压方向来决定。
连续模主要多了料带来传送半成品,故连续模的材料利用率会比工程模差,但是生产效率却比工程模高很多。
一.连续模冲压制品冲压形式设计:1.冲压制品脱离料带,直接掉落式:在冲压模具末端将成品直接冲落下,冲压制品与料带是分离的。
此种冲压制品直接冲落后,震研、清洗即是半成品。
此种设计广泛运用于类似电机端子、五金零件、LCD零件、硬盘零组件等都是此种做法。
2.冲压制品仍系于料带上:冲压制品连结着料带一起离开模具,冲压制品与料带是连结在一起的,冲压模具后方有收料机将料带连结的冲压制品用治具收起。
此种冲压制品一般需作电镀、打线等…后制程处理,所以需连结在料带上作其他制程。
此种做法大部分运用在端子类产品上。
3.冲压制品系于料带上,但是可用手直接剥落:冲压制品连结着料带一起离开模具,冲压制品与料带是连结在一起的,与端子的差异在于可用手将冲压制品与料带剥离。
此种制品一样要做电镀等后制程处理,故需将冲压制品连结于料带上,组装时仅需以手将冲压制品剥离料带或使用其他治具、简易模具等…与塑料件组立后剥离,即是半成品。
一般类似弹片类、USB 连接器、连接器外壳等就是使用此种做法。
二.连续模料带各部分功能:1.定位孔:a.定位孔之功能:定位孔主要功能在于校正送料距离的准确性,定位孔普遍设定为圆孔。
定位孔一般设置在料带上,如在冲压制品上有可利用的圆孔作为定位孔时,亦可利用冲压制品上的孔作为定位孔。
连续模不能仅靠着送料机的送料精度做生产,一般送料机送料距离会有误差,且快速多次冲压后,更会有累积误差产生,因此可利用定位孔与送料机接口设备,在每次送料的时都进行送料距离误差校正,避免送料累积误差产生,达到精确送料目的。
b.定位孔设定:定位孔一般以设定以圆孔为主,定位孔孔径0.5mm的倍数(∮1.0、∮1.5、∮2.0、∮2.5、∮3.0、∮4.0、∮5.0…)。

冲压模具结构连续模步骤1. 简介冲压模具是工业生产中常用的一种金属加工工具,用于将金属材料通过冲压工艺加工成所需形状的零件。
冲压模具结构是冲压工艺中关键的部分之一,决定了模具的加工效率和产品质量。
本文将介绍冲压模具结构的连续模步骤,以帮助读者了解冲压模具的制造过程。
2. 模具的基本结构在介绍冲压模具的连续模步骤之前,我们先来了解一下模具的基本结构。
冲压模具通常由上模座、上模、导向柱、下模、下模座和剪切系统等组成。
上模座和下模座用于支撑和固定模具,上模和下模分别安装在上模座和下模座上,导向柱起到模具定位和导向的作用。
剪切系统用于完成对金属材料的切割。
3. 冲压模具的连续模步骤冲压模具的连续模步骤是指通过一次冲压,连续完成多个工序的模具结构。
下面将逐步介绍连续模步骤的具体内容。
3.1 上模座安装首先,需要将上模座定位于冲床上,并进行固定。
上模座要能够承受冲压加工时的高压力,所以在安装时需要注意紧固螺栓的牢固程度。
3.2 上模安装安装上模之前,需要先将上模安装在上模座上。
上模是冲压模具的核心部分,其质量和结构直接影响到冲压加工的效果。
在安装上模时,需要确保上模与上模座的完全贴合,以避免后续工作中出现误差。
导向柱的作用是确保上模和下模的定位和导向准确无误。
在安装导向柱时,需要根据冲压模具的结构和尺寸,选择合适的导向柱进行安装。
导向柱要能够承受冲压时的高压力和冲击力。
3.4 下模安装下模与上模类似,同样也需要与模座完全贴合,并且安装正确的导向柱进行固定。
下模的安装位置要与上模相对应,以确保冲压加工时的准确性。
3.5 下模座安装下模座的安装位置要与上模座相对应,并且要能够稳固地支撑下模。
在安装下模座时,需要保证其与冲床底座的连接稳定,以避免冲压过程中的不稳定情况发生。
剪切系统是冲压模具中的重要部分,用于完成对金属材料的切割。
在连续模步骤中,剪切系统的安装位置一般位于下模座上。
剪切系统的设计和安装要确保切割的准确性和稳定性。

冲压模具毕业设计论文范文冲压模具设计是冲压工艺中重要的一环,合理的模具设计能够提高产品质量、提高生产效率和降低生产成本。
本论文将以冲压模具设计为研究对象,探讨其设计理念和方法,以及在工程实践中的应用。
一、引言随着冲压工艺的广泛应用,冲压模具设计的重要性逐渐凸显。
良好的冲压模具设计能够提高产品的精度和质量,降低产品的成本和生产周期。
因此,冲压模具设计已成为冲压工艺中不可或缺的一部分。
二、冲压模具设计的理念1.综合运用先进技术冲压模具设计应充分利用先进的CAD/CAM/CAE技术,结合数字化模具设计和制造,提高设计效率和精度。
2.优化设计思路通过合理的设计思路,最大限度地降低模具的结构复杂度,减少零部件数量,提高模具的强度和刚度,降低模具重量和成本。
3.标准化设计冲压模具设计应遵循国家和行业的相关标准,确保设计的合理性和安全性。
同时,建立一套适合企业实际情况的标准化设计流程,提高设计的一致性和可操作性。
三、冲压模具设计的方法1.确定工艺参数根据产品的设计要求和冲压工艺的特点,确定冲床的类型和规格,进而确定模具的结构和尺寸。
2.分析产品特点对产品的结构和性能进行分析,确定产品的冲压工艺,包括冲床的振动频率、冲击力大小等参数。
3.设计冲床结构根据冲压工艺的要求和产品特点,设计冲床的结构,包括上模架、下模架、导向装置、传动装置、夹持系统等。
4.设计模具结构根据冲床结构的要求和产品特点,设计模具的结构,包括上模、下模、导向柱、顶针、滑块、模台等。
5.进行模具制造根据模具结构设计的要求,进行模具的加工和制造,包括CAD设计、数控加工、装配等环节。
四、冲压模具设计的工程实践冲压模具设计的工程实践主要包括以下几个方面:模具设计、模具制造、调试和生产。
1.模具设计根据产品的设计要求,进行冲床和模具的结构设计,确定模具的尺寸、材料和加工工艺。
2.模具制造根据设计要求,进行模具的制造和加工,包括材料准备、数控加工、装配和调试等环节。


凸包成形設計標準文件編號:SB-B0028一. 目的:返回上頁統一凸包成形方形方法,達到模具設計快速統一。
二.適用范圍:沖模設計三.作業內容:1.產品形狀在MB板等產品上經常可以看到一些高度較高的凸包,如圖(A)所示。
2.成形方法產品的凸包高度(H)比較高,在一次抽凸成形時容易拉破。
為了避免發生拉破現象保証產品成形以后的形狀尺寸,一般要分兩步成形。
第一步:抽弧形。
如上圖(B),注意以下几個重點:(1). 產品抽弧成形后的c和d兩點間的周長L1(由三段弧長相加)應稍大于產品要求的斷面中a和b兩點間的周長L2(a和b參見圖A),一般L1=L2+(0.2~0.8)mm.(2). 下模入子c和d兩點間的直線距離等于產品要求的斷面中a和b兩點間的直線距離D5。
類別:技術標準制定日期:2002/06/11 版次:A 共5頁第1頁凸包成形設計標準文件編號:SB-B0028(3). 閉模時保証圖中半徑為r1的圓弧與下模最小間隙為產品材料厚度的百分之六十(T*60%)。
第二步:整形。
有兩種不同的整形方法。
如圖(C)和圖(D),一般用圖(C)方法,凸包外形要求不高時用圖(D) 方法。
3.確定抽弧形時沖子尺寸的步驟和方法:(1) 根據產品要求的形狀和尺寸確定下模入子內孔的形狀尺寸。
如圖(E)注意:1>.C和d點間的直線距離等于產品要求的斷面中a和b兩點的直線距離D5。
2>.入子內孔中圓弧半徑r1的大小一般在1~3mm之間(含1和3mm),以0.5mm為一階。
初步確定取r1等于產品斷面中相應處的半徑r.類別:技術標準制定日期:2002/06/11 版次:A 共5頁第2頁第一部分:凸包成形設計標準文件編號:SB-B0028(2) 初步產品抽弧形時的外形尺寸:1> 如圖(f)所示,以3點(下與下模入子內孔兩r1圓弧的切點及抽凸底部的中點(g)作圓。
2> 經過修剪如圖(g)所示,測出點c和點d間三段圓弧的總長度L1。

连续模冲压工艺流程随着模具制造技术的不断发展,连续模冲压工艺在现代工业生产中得到了广泛的应用。
其生产效率高、产品精度高、工艺稳定性好等优点,在电子、汽车、航空航天等行业中具有重要的地位。
下面将详细介绍连续模冲压工艺的流程和每个环节的工艺要点。
一、连续模冲压工艺的流程连续模冲压工艺的流程可以分为模具设计、材料准备、模具加工、生产试制、批量生产等几个环节。
模具设计和材料准备是冲压工艺的前置环节,决定了产品质量和生产效率的根本;模具加工是冲压工艺的核心环节,直接影响了工件的精度和生产成本;生产试制和批量生产则是工艺流程的后续环节,对成品质量和生产效率进行监控和改进。
具体的连续模冲压工艺流程如下:1. 模具设计:首先需要依据零部件的技术要求,确定模具的结构形式、尺寸、加工精度等参数,并进行模具构造的分析与设计。
2. 材料准备:在工艺生产中,需要选择合适的材料,如板材、管材、型材等,并对其进行选材、套料、平整和裁剪等准备工作。
3. 模具加工:包括钢材材料的加工选料、切割、铣削、磨削、电火花加工、线切割等工艺。
模具的加工精度和表面光洁度对于工件的质量和精度具有重要影响。
4. 生产试制:在生产试制阶段,需要利用专用试验设备对模具和工件进行测试和评价,通过各种手段对产品质量、生产效率等进行监管和提升。
5. 批量生产:生产试制阶段完成后,根据棚机流水线的生产有序性,配合选择冲床行程和模具动作,对连续冲压工艺进行批量生产。
二、每个环节的详细工艺要点1. 模具设计模具设计的主要目的是根据零部件的结构和形状要求,确定模具的结构形式、加工参数和加工精度等要求。
在模具设计中,需要考虑以下几个方面的因素:(1)工件的整体形状和尺寸。
(2)冲模的数目,冲压次数和生产效率等。
(3)材料的品种、厚度和硬度等因素。
(4)模具加工的工艺和精度要求等。
2. 材料准备材料准备的主要目的是为了保证产品的品质和生产效率,需要选择合适的板材、管材、型材等,并对其进行选材、套料、平整和裁剪等准备工作。

*来稿日期:2006-12-12"""""""""""""""""""""""""""""""""""""""""""""""""""""#""""""""""""""$%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%%$""""""""""""""$【摘要】介绍了Pro/E软件中“连续模设计系统ProgressiveDieExtension(PDX)”在连续冲裁模设计中的应用。
并结合实例说明了利用PDX设计连续冲裁模的过程。
关键词:Pro/E;PDX;连续冲裁模【Abstract】Theapplicationof“ProgressiveDieExtension(PDX)”inthedesignofprogressivecuttingdiewiththesoftwarePro/Eisintroducedinthepaper.Inaddition,thedesignprocessofprogressivecuttingdiewithPDXisillustratedwithaspecificexample.Keywords:Pro/E;PDX;Progressivecuttingdie中图分类号:TH12,TG76文献标识码:A基于PRO/E及PDX的连续冲裁模设计方法厉成龙葛正浩丁英杰梁江波(陕西科技大学,咸阳712081)Designofprogressivecuttingdiebasedon“progressivedieextension(PDX)”InPro/ELICheng-long,GEZheng-hao,DINGYing-jie,LIANGJiang-bo(ShaanxiUniversityofScience&Technology,Xianyang712081,China)随着3DCAD/CAM软件的不断完善与进步,模具CAD也开始由原先的2D时代迈向3D时代。

五金冲压连续模设计规范1.材料选择:连续模一般采用优质工具钢或合金钢制作,具有高强度、高硬度和耐磨性。
材料选择要根据所加工的零件要求及生产批量来确定,确保连续模在长期工作中能够保持稳定的性能。
2.结构设计:连续模的结构设计要合理,尽量减少零件数量和复杂度。
各部件之间要有足够的间隙和余量,以确保装配和拆卸时的顺畅度。
同时,要考虑到模具的加工和维修便捷度。
3.精度要求:连续模的加工精度要符合零件的设计要求,以保证加工出来的零件能够满足使用要求。
特别是对于具有高精度要求的零件,需要采用精密加工和装配技术,确保模具的加工精度和稳定性。
4.冷却系统设计:连续模在长时间工作中会因摩擦产生大量热能,如果不能及时散热,会导致模具变形、损坏及产量降低。
因此,连续模设计要考虑合理的冷却系统,确保在加工过程中能够及时散热,保持模具的温度稳定。
5.表面处理:连续模在使用过程中会受到一定的摩擦和腐蚀,因此需要对表面进行处理来增加其耐磨性和耐腐蚀性。
常见的表面处理方法有热处理、镀硬铬、堆焊等,可以根据具体情况选择适当的处理方法。
6.寿命评估:连续模的寿命评估是设计的关键环节。
根据加工工艺、材料选择、结构设计等因素综合考虑,通过模具试验和实际生产数据进行评估,预测模具的寿命,确保获得满足生产要求的寿命。
7.维护保养:为保证连续模的长期稳定工作,需要定期进行维护保养。
包括清洁、润滑、防锈等工作,以延长模具寿命和保持模具的加工精度。
总之,五金冲压连续模设计规范是确保连续模工作稳定、性能优良的关键因素。
通过合理的材料选择、结构设计、精度控制、冷却系统设计、表面处理、寿命评估和维护保养等措施,能够提高连续模的工作效率和寿命,降低生产成本,保证产品质量。

冲压模具结构设计及实例冲压模具是现代工业中常用的一种模具,广泛应用于汽车、家电、电子、航空航天等行业。
冲压模具的结构设计对于产品的质量和生产效率起着至关重要的作用。
本文将以冲压模具结构设计及实例为主题,详细介绍冲压模具的结构设计原则和实例。
一、冲压模具结构设计原则1. 合理的结构设计:冲压模具的结构设计应该考虑到产品的形状和尺寸要求,合理安排模具的各个零部件,并确保结构的稳定性和刚度。
2. 材料的选择:冲压模具的零部件应选用高强度、耐磨损的材料,以提高模具的使用寿命和抗疲劳性能。
3. 零部件的加工精度:冲压模具的零部件加工精度要求较高,特别是模具的工作表面,应具备高度的平整度和光洁度,以确保产品的质量。
4. 模具的便于维修:冲压模具在使用过程中会出现磨损和损坏的情况,因此模具的设计应考虑到维修方便性,以减少停机时间和成本。
二、冲压模具结构设计实例以汽车车门的冲压模具为例,介绍冲压模具的结构设计。
1. 上模:上模是冲压模具的主要构件,上模上安装有冲头和定位销。
冲头通过上模的动作,在下模上对工件进行冲压加工。
2. 下模:下模是冲压模具的另一个重要构件,下模上安装有模座和导柱。
模座用于支撑工件,在冲压过程中起到定位和支撑作用。
3. 前导柱和后导柱:前导柱和后导柱用于保持上模和下模的水平位置,以确保冲压过程中的精度和稳定性。
4. 导向套和导向销:导向套和导向销用于引导上模和下模的运动方向,避免模具在工作中出现偏差和误差。
5. 冲头和冲座:冲头和冲座是冲压模具的核心部分,冲头通过上模和冲座的动作,对工件进行冲压加工。
6. 顶出装置:顶出装置用于将冲压后的工件从模具中顶出,以便后续的加工和装配。
7. 模具底座:模具底座是冲压模具的支撑部分,用于固定模具和连接冲床。
以上是汽车车门的冲压模具结构设计的简要介绍,实际的冲压模具设计过程还需要考虑到更多细节和工艺要求。
总结:冲压模具的结构设计对于产品的质量和生产效率有着重要的影响。
冲压模具设计知识冲压模具设计知识(1)第一步:产品图的公差缩放缩放原理:由于产品冲出来之后,总是存微小的毛边:其内孔一般偏小,外形一般偏大,至于毛边的大小,与冲裁间隙和冲子,刀口的锋利程度有关:冲裁间隙越大,毛边俞大,冲子,刀口钝化后,毛边也会增大,故冲子,刀口冲了一定的时间后,常常需要将刃口磨去0.3~1.0,其毛边到底大多少也与材料厚度有关:一般薄材(T<=0.5)双边大0.01~0.02,厚材(T>0.5)大0.01~0.05第二步:产品图的尺寸展开展开原理:利用体积不变的原则:用某一截面的总面积去除以材料厚度可得到该方向的展开长度,其实展开就是同一尺寸也因各人经验而羿,没有绝对的一个数值,只要在公差范围即可.展开要点:步骤如下1:看懂产品图,想象出它的立体形状以及具体细节的形状(展开前的基本要求)2:弄清楚产品的材厚和材质3:具体展开计算1):用体积法(一般适合有变薄的弯曲)2):用展开计算公式由于产品在弯曲过程中有的地方被拉长或压缩但总可以找到某一层的弯曲线长度是不变的,这一不变的层叫中心层(不是中间层),我们就是利用中心层来进行展开的;因此,我们要想进行展开,就必须找出中心层,如图2设中心层系数为K,弯曲内半径为r,材料厚度为t,弯曲角为a,L1,L2为直线部分长度,展开长度值为L,,那么则有L=L1+L2+2π(r+kt)a/360中心层系数K的大小根据实践经验可按下列公式选取1):当r/t<=0.50时 k=0.252):当0.5<r/t<=1.0时 k=0.25~0.303):当1.0<r/t<=2时 k=0.30~0.354):当2.0<r/t<=4时 k=0.35~0.405):当r/t>4.0时 k=0.40~0.50此公式适合一切材料厚度的弯曲展开计算,具体在实践应用中,当R/t取上限时, K也应取上限值,如当R/t=1.0时,K=0.304:当包圆时,此时展开计算公式已和上面不一样,因为包圆时,内圆受到挤压,外圆被拉伸,但挤压大于拉伸,所以材料变薄很小,或者几乎不变,中性层接近中间层其展开长度中心层K的系数与材料厚度和包圆内r有关1):当r/t<=3.0时,中心层系数K=0.45~0.552):当3.0<r/t<=6.0时,中心层系数K=0.55~0.653):当6.0<r/t<=15.0时,中心层系数K=0.65~0.704):当15.0<r/t<=30.0时,中心层系数K=0.70~0.505):当r/t>30.0时,中心层系数K=0.505:通过查表,找出中心层系数的大小,再进行展开计算也行,在此不作详细叙述6:产品的圆角处理:产品上的圆角一般保持不变它,但若是尖角,当t<=0.5时,一般用最小圆角R0.15去拟化它;当t>0.5时,用最小圆角R0.2~0.3去拟化它,对于产品上R0.1的圆角,尽量用R0.15去代替;对于R<0.1的圆角或清角,如果是重要尺寸(改变会影响功能)则不变它,采用过切来达到要求.第三步:料带排样设计排样原理:一根料带经过冲孔落料压毛边拉伸抽芯弯曲成形各个工序,最后形成产品的过程,现在你做的如何组织这些工序:哪个在前,哪个在后,总共要多少工序,各工序之间互相调协,使其承前继后,合情合理。
排样设计:步骤如下1:确定产品展开尺寸后,根据产品的毛边方向,确定冲裁和成形方向,无毛边要求时一般不受限制;若产品上有毛边方要求时,这时一定要注意它的冲裁和成形方向:向下还是向下成形)冲孔毛边留在刀口面,落料毛边留在冲子面:一般机箱外壳类零件出于使用美观和安全性能要求,其毛边要留在产品的里边(成形的内边)如果图纸上有毛边要求时,则要按要求去做,没写毛边要求应尽量让毛边留在里边,若成形更方便,也可留在外边.2:依据产品展开尺寸,粗略估算步距(PITCH=产品该方向最大长度+1.0~2.0-中间有连接带除外)用ARRAY命令做出横排,纵排,对称排,交错排,斜排(很少用)几种方案,进行分析,比较,综合,在保证产品顺利生产出来的前提下,选择最佳方案.具体注意以下几点:1):第一要考虑这样排成形是否容易和稳定,后一工序是否对前一工序已成形好的产生破坏作用,或者后一工序无法成形,冲子和入子强度是否足够2):第二要考虑料带在模具中能否顺利送料,前一工序成形之后能否继续平稳送到下一工序包括考虑浮升高度和连接带的位置及强度,浮升高度越低越好,一般不起过下模板厚度的1/2:因为太高易引起摆动,料带定位不准和变形;连接带(又叫载体-CARRY)有以下几种形式:1>:无连接带,属于无废料排样,零件外形往往具有对称性和互补性,通常采用单PIN切断落料或双PIN一个落料一个切断,2>:边料连接带,是利用条料搭边废料作为载体的一种形式,这种载体传送料带强度较好,简单,主要用于落料型排样中,3>:单连接带,是在产品条料的一侧留出一定宽度的材料,并在适当位置与产品相连接,实现对产品条料的运送,一般适合切边型排样,4>:双连接带,是在产品条料的两侧分别留出一定宽度的材料,并在适当位置与产品两边相连接,实现对产品条料的运送,它比单连带运送更顺利,料带定位精度更高,它适合产品两端都有接口可连,特别适合材料(t<=0.4)较薄时,料带运送强度较弱的情况5>:中心连接带,与单载体相似,是在产品条料的中间留出一定宽度的材料,并与产品前后两边相连它比前者节省材料,在弯曲工件排样中应用较多;因为导正销孔在中间常引起拉料,故常需在引导针中间交错加一些弹性顶料定位针,连接带的选取总结如下: 产品展开之后,仔细分析产品的各个部位,哪些地方需要成形,哪些地方是仅仅落料,然后在落料的地方选择恰当的位置引出连接带,使之既能保证料带的平稳运送,又不影响产品的成形;至于选择什么类型的连接带,要根据产品的特点而定. 确定产品展开尺寸后,根据产品的毛边方向,确定冲裁和成形方向,无毛边要求3):第三当碰到L形弯曲或产品单排时材料利用率太低,可考虑对称排交错排,这样对称成形受力均匀,成形稳定;或者材料利用率可大大提高4):第四要考虑冲裁PIN数和步距(主要针对接插件类小端子产品,一般五金外壳类或较大工件为单PIN).5):第五要考虑材料利用率,尽可能提高材料利用率,降低生产成本3:确定排样方案后,这时应该对整个产品冲压和成形过程有一个基本的认识,怎样去安排这些工序的先后关系,应做到心中有数:即先冲哪里,后冲哪里,先成形哪步,后成形哪步,以及某一成形工序能否一次成形出来还是分两步。
注意点:1)一般先裁边,冲导正,打预断,压线,打凸点,撕口,(切口,拉伸),后冲孔落料,压毛边,成形,分两步折弯的,先成形一半,后成形另一半2)在冲孔落料时,一般先冲小孔,后冲大孔;先冲落成形周边的废料,再落其它部位的余料:因为冲小孔若放在后面,那么它在冲裁时,冲子四周对应料带上的部位可能有缺口(前面已冲过的孔),这样,冲子在冲压过程中,将会引起受力不均(会产生侧向力),本来小孔冲子强度很弱,加之受力不均,极容易折断,当然这仅是大多数情况,有时根据实际情况需要,小孔冲只能排在后面,不过办法还是有的,如果冲子厚度实在太小,可进行补强:A:采用脱板精密导向;B:冲子采用PG(光学研磨)加工.4:确定是否采用裁边:裁边一般用在连续模和落料模上,它的作用起粗定位,在试模时便于送料;有的裁边还兼有冲外形的作用,如果模具先冲定位针孔,接着马上用引导针导正,一般不用裁边了;没有引导针的,要先裁边,用来定距,一般用在落毛胚的落料模中.裁边的冲子形状有以下几种﹕a:这种冲子常用于落料模和厚材裁边中,定位精度低,它的长=步距,宽只要保证冲子强度即可,常取3.0~6.0b:这种冲子头部有一个3/4的圆弧(R常取0.3~0.6),它的长<=步距,目的裁边废料卡在里面,防止跳屑,常用于冲薄材高速模具c;这种冲子同B一样,是它的变羿,其中V形的作用用来卡住裁边废料防止翻转跳屑,它的角度为50°~70°d:这种冲子既裁边又兼落外形.这种台阶头部目的起导向作用,减少侧向力.5:预断,将要断,但未断的意思(一般放在工站前面)由于小五金电子产品往往有电镀要求,为电镀方便,冲出来的小产品并不直接落料,而是打个预断留在料带上,电镀后,再用手或机械折两下即可取下来.预断:两面都要切,每边切进的深一般为材料厚度的4/1,这样只需折两下(往上-往下)就可以产品摘下来;预断冲子和入子头部的宽度为0.02~0.05,角度50°~70°,其长度比预断线的长度每边大0.2~0.5即可.说明:为了便于加工和备料以及校模,一般每个厂的各块模板的厚度实行了标准化,厚度大小都规定了(特殊情况除外),在连续模中由于是料带的形式,为了方便控制料带的预压量和模板的平衡性,常在脱料板中间磨出一个料带槽:其槽的深度=材料厚度-0.03~0.05(也就是说预压量为3~5条),槽的宽度比料带的宽度大2~4mm即可.因此脱料板的厚度常随材料厚度变化而变化,其大小=脱料板规定厚度+材料厚度-0.03~0.05不过在工程模中,一般不需磨产品槽:因为工程模产品一般较大而不像连续模料带那样窄而细长,也就是说工程模脱料板厚度一般不变.6:导正孔的大小及位置一般的连续模都要冲导正,以便后工序的精确定位,在工程模中常用产品零件上的内孔或外形来实现下一工序的定位,若既无内孔,外形又不能用来定位,那么只得借助工艺孔了:如第一工程打凸胞,第二工程落外形这种情况,那么只好在第一工程中在外形的对角同时冲两个工艺孔(孔大小与材料厚度有关:常用?3.0~6.0)以便下一工序的定位。
导正孔的大小选择在前面表一已经说明了,其位置一般放在连续带上,有时放在废料上到最后时随废料一起冲掉;一般一个步距一个导正孔或几PIN几个导正孔.7:冲子刀口设计制作冲子刀口:对于连续模,就是把料带上废料部分冲掉,留下来的产品的展开外形和连接带;对于工程模,一般来讲,就是冲孔落料.下面主要针对连续模来讲.用产品展开图排出料带成形方案后,接下来就是如何安排这些工序,一般先打凸点,打预断,冲导正,撕口,落料,再压毛边,成形.由于产品的形状常常奇形怪状,其展开图形状也必然不规则:可能有的地方有凹进去很深的狭槽,如果整个外形落料冲子做成一个整体,那么在该冲子部位可能常常发生崩柝;可能有的地方有凸出来很长的悬壁,那么在该部位的刀口强度肯定不够;有的地方要求是尖角,事实上刀口冲子割出来不可能是百分之百的尖角,总存在一个最小R值(通常是R0.15);还有的是为了保持后一工序成形的稳定性(增大压料面积),而先切去一部分,成形后,再切另一部分因此,为了解决上述问题,就必须进行刀口分解,把那些薄弱的地方单独分离出来做成不同的刀口,用2个或2个以上的工序先后互切来完成整体外形落料,分解时注意以下几点﹕1):对于产品上要求必须是尖角的部分,此时必须采刀口互切。