板料冲压工艺
- 格式:docx
- 大小:200.77 KB
- 文档页数:5
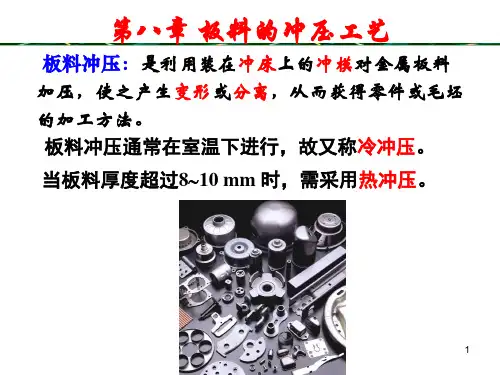
板料冲压工艺板料冲压是指用冲模使板料经分离或成形得到制件的工艺方法,它通常是在室温下进行,所以又称为冷冲压,简称冲压。
1、板料冲压的特点及应用冲压用原材料必须具有足够的塑性,广泛应用的金属材料有低碳钢、高塑性合金钢、铝、铜及其合金等;非金属材料有石棉板、硬橡皮、绝缘纸、纤维板等。
他广泛应用于汽车、拖拉机、航空、电器、仪表、国防等工业部门。
板料冲压具有以下特点:(1)冲压件的尺寸精度高,表面质量好,互换性好,一般不需切削加工即可直接使用,且质量稳定。
(2)可压制形状复杂的零件,且材料的利用率高、产品的重量轻、强度和刚度较高。
(3)冲压生产生产率高,操作简单,其工艺过程易于实现机械化和自动化,成本低。
(4)冲压用模具结构复杂,精度要求高,制造费用高。
冲压只有在大批量生产时,才能显示其优越性。
(5)冲压件的质量为一克至几十千克,尺寸为一毫米至几米。
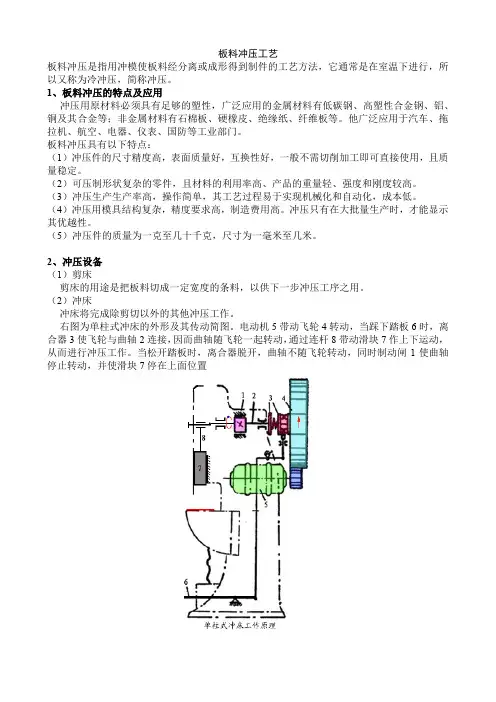
2、冲压设备(1)剪床剪床的用途是把板料切成一定宽度的条料,以供下一步冲压工序之用。
(2)冲床冲床将完成除剪切以外的其他冲压工作。
右图为单柱式冲床的外形及其传动简图。
电动机5带动飞轮4转动,当踩下踏板6时,离合器3使飞轮与曲轴2连接,因而曲轴随飞轮一起转动,通过连杆8带动滑块7作上下运动,从而进行冲压工作。
当松开踏板时,离合器脱开,曲轴不随飞轮转动,同时制动闸1使曲轴停止转动,并使滑块7停在上面位置3、冲压模具(1)简单冲模简单冲模在冲床一次行程中只完成一道工序,见右图。
凸模1用压板6固定在上模板3上,通过模柄5与冲床滑块连接。
凹模2用压板7固定在下模板4上。
操作时,条料沿两导料板9之间送进,碰到挡料销10停止。
冲下部分落入凹模孔。
此时,条料夹住凸模一起返回,被卸料板8推下。
重复上述动作,完成连续冲压。
导柱12和导套11组成的导向机构可保证凸模、凹模的合模准确性。
简单冲模结构简单,容易制造,价格低廉,维修方便,生产率低,适用于小批量生产。
(2)连续冲模连续冲模在冲床一次行程中,按着一定顺序,在模具的不同位置上,同时完成数道冲压工序,见右图。
板料冲压知识点总结一、板料冲压的基本原理板料冲压是一种利用模具对金属板料进行加工成型的工艺方法,它通过对金属板料施加压力,使其产生塑性变形,从而得到所需的形状和尺寸。
在板料冲压的过程中,金属板料会经历拉伸、挤压、弯曲等变形,因此需要设计合适的模具来完成这些变形过程。
板料冲压的基本原理包括以下几个方面:1. 材料选择:板料冲压所使用的金属材料通常包括冷轧钢板、热轧钢板、不锈钢板、铝合金板等。
在选择材料时需要考虑其机械性能、成本、加工性能等因素。
2. 模具设计:模具是板料冲压的关键,它影响着成型件的形状精度、表面质量及加工效率。
模具设计需要考虑材料的选择、结构的设计、工艺的优化等因素。
3. 冲压工艺:冲压工艺包括冲程、冲次、冲压速度、冲压压力等参数的选择。
通过优化冲压工艺可以有效控制成型件的形状和尺寸精度。
4. 设备选型:板料冲压过程需要使用冲床、模具、送料装置等设备。
选择合适的设备可以提高加工效率,并保证成型件的质量。
二、板料冲压的工艺流程板料冲压的工艺流程通常包括以下几个步骤:1. 材料准备:选择合适的金属板料,并进行切割、清洗等准备工作。
2. 模具设计:根据成型件的要求设计模具,包括上模、下模、模具座等部件。
3. 冲压工艺设计:确定冲程、冲次、冲压速度等工艺参数,进行工艺计算及优化。
4. 模具加工:制作模具并进行调试,保证其精度和可靠性。
5. 材料送料:将切好的板料通过送料装置送入冲床内,准备开始冲压。
6. 冲压成型:通过冲床对金属板料进行塑性变形,得到所需的形状。
7. 成品处理:对冲压成型后的零件进行去毛刺、喷漆等处理,提高表面质量。
8. 质量检验:检验成型零件的形状和尺寸精度,确保其符合要求。
9. 成品包装:对合格的成品进行包装、标识等处理,准备发货或存储。
三、板料冲压常见问题及解决方法在板料冲压加工过程中,常常会出现一些问题,如变形不良、裂纹、气泡等。
以下是一些常见问题及解决方法:1. 变形不良:板料在冲压过程中出现变形不良的现象,可以采取调整冲床参数、优化模具结构等方法解决。
什么是冲压工艺?冲压工艺是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得具有一定形状、尺寸和性能的零件(冲压件)。
冲压成形工艺在汽车车身制造工艺中占有重要的地位,特别是汽车车身的大型覆盖件,因大多形状复杂,结构尺寸大,有的还是空间曲面,并且表面质量要求高,所以用冲压加工方法来制作这些零件是用其它加工方法所不能比拟的。
载重货车的驾驶室、车前钣金件、货厢板以及轿车的各种车身覆盖件和客车的各种骨架等,几乎全都是用冲压加工方法制作的。
其特点:(1)冲压是一种高生产效率、低材料消耗的加工方法。
冲压工艺适用于较大批量零件制品的生产,便于实现机械化与自动化,有较高的生产效率,同时,冲压生产不仅能努力做到少废料和无废料生产,而且即使在某些情况下有边角余料,也可以充分利用。
(2)操作工艺方便,不需要操作者有较高水平的技艺。
(3)冲压出的零件一般不需要再进行机械加工,具有较高的尺寸精度。
(4)冲压件有较好的互换性。
冲压加工稳定性较好,同一批冲压件.可相互交换使用,不影响装配和产品性能。
(5)由于冲压件用板材作材料,它的表面质量较好,为后续表面处理工序(如电镀、喷漆)提供了方便条件。
(6)冲压加工能获得强度高、刚度大而重量轻的零件。
(7)用模具批量生产的冲压件成本低廉。
(8)冲压能制造出其它金属加工方法难加工出的形状复杂的零件。
冲压工序:冲压工序可分为四个基本工序:冲裁:使板料实现分离的冲压工序(包括冲孔、落料、修边、剖切等)。
弯曲:将板料沿弯曲线弯成一定的角度和形状的冲压工序。
拉深:将平面板料变成各种开口空心零件,或把空心件的形状、尺寸作进一步改变的冲压工序。
局部成形:用各种不同性质的局部变形来改变毛坯或冲压件形状的冲压工序(包括翻边、胀形、校平和整形工序等)。
生产中为满足冲压零件形状、尺寸、精度、批量、原材料性能等方面的要求,采用多种多样的冲压加工方法。
板料冲压成形工艺板料冲压成形工艺是一种常见的金属加工方式,广泛应用于各个行业。
通过冲压工艺,可以将平板金属材料以定型的方式快速、高效地加工成各种形状的产品。
首先,板料冲压成形工艺需要选取适合的板料材料。
常见的板料有钢板、铝板、铜板等,选择不同的材料可以根据产品的需求来确定。
一般来说,冲压需要的板料应具有良好的可塑性、韧性和强度,以确保成形过程中不会出现断裂、崩裂等问题。
其次,冲压成形前需要进行设计和制作模具。
模具是冲压成形的重要工具,直接影响产品的质量和成形效果。
模具的设计应考虑到产品形状、尺寸和精度要求等因素,制作出合适的模具来保证冲压过程中产品的准确性和一致性。
接下来,进行板料的冲压加工。
冲压加工一般包括料加工、冲压和退料三个过程。
在料加工过程中,将原材料按照尺寸要求进行裁剪和整理。
在冲压过程中,将模具和板料放入冲床中,通过上下冲击力使板料在模具中形成所需的形状。
在退料过程中,将成形好的产品从模具中取出,并对模具和产品进行检查和修整。
最后,对成形后的产品进行表面处理。
根据产品的要求,可以选择进行喷涂、电镀、镀锌等表面处理,以提高产品的美观度和耐腐蚀性。
总之,板料冲压成形工艺是一种非常重要的金属加工方式。
通过选择适合的板料材料、设计和制作合适的模具,以及进行冲压和表面处理,可以实现高效、快速、精确地生产出各种形状的金属制品。
这种工艺不仅广泛应用于汽车、家电、电子、航空等行业,而且在工业制造中也发挥着重要的作用。
板料冲压成形是一种基于金属板材的加工技术,广泛应用于汽车制造、家电制造、航空航天等众多行业。
它可以通过冲压机械设备将板材经过一系列的工艺步骤转化为所需的形状和尺寸。
在工业制造中,板料冲压成形是一种高效、成本低、质量可控的加工方式。
首先,板料冲压成形需要选取适合的板料材料。
不同材料具有不同的物理和化学特性,选择合适的板料可以达到产品的设计要求。
常用的板材材料有冷轧板、热轧板、镀锌板、铝板等。
板料冲压成形工艺课件引言板料冲压成形工艺是一种常用于工业生产中的成形方法,通过对金属板材进行冲击、压制、拉伸等方法,将板材加工成所需的形状和尺寸。
本课件将介绍板料冲压成形工艺的基本原理、工艺流程和相关设备等内容。
一、基本原理板料冲压成形工艺基于金属板材的塑性变形特性,通过外力的作用,使板材在模具的作用下发生塑性变形。
其基本原理可以简述为:11.应用外力:通过机械力或液压力等作用于金属板材上,使其变形。
2.模具的应用:通过合适的模具,使板材在其作用下发生塑性变形,得到所需的形状。
3.板材的弹性回复:在施加外力后,板材会发生弹性回复,形成最终的成形件。
二、工艺流程板料冲压成形工艺通常包括以下几个主要的工艺步骤:21.板材切割:将原材料的金属板材按照所需的尺寸进行切割。
2.冲孔和开槽:根据产品的要求,在板材上冲孔或开槽,以便后续的成形。
3.弯曲和拉伸:通过模具的作用,使板材发生弯曲或拉伸变形,得到所需的形状。
4.敲凸和冲切:对成形件进行敲凸或冲切,去除多余的材料,得到最终的成形件。
5.表面处理:对成形件进行表面处理,如打磨、喷漆等,提高其外观质量。
三、常用设备在板料冲压成形工艺中,常用的设备有:31张伟、陈静. 金属板材冲压成形的原理与方法[J]. 机械工程, 2010, 10.2曾志伟、刘洪聪. 机械冲压工艺基础[M]. 机械工业出版社, 2017.1.冲床:用于施加冲击力和压力,将金属板材塑性变形。
2.模具:用于加工金属板材的工具,决定成形件的形状和尺寸。
3.剪切机:用于板材的切割,将金属板材按照所需尺寸进行切割。
4.折弯机:用于将金属板材进行弯曲,得到所需的形状。
5.敲料机:用于敲凸和冲切,去除多余的材料。
四、注意事项在进行板料冲压成形工艺时,需要注意以下几个事项:41.板材的选择:选择合适的板材材料和厚度,以满足产品的要求。
2.模具的设计:合理设计模具,确保成形件的质量和尺寸准确。
3.工艺参数的控制:控制冲床的冲击力、压力等工艺参数,以达到最佳的成形效果。
板料冲压主要工序的特点和应用范围英文回答:Stamping Processes and Their Applications.Metal stamping is a sheet metal forming process that involves applying pressure to a sheet of metal to create the desired shape. This process is widely used in the manufacturing industry, particularly for producing high-volume parts such as automotive components, electrical enclosures, and medical devices.There are various types of stamping processes, each with its own unique characteristics and applications. Some of the most common types include:Blanking: This process involves cutting a shape out of a sheet of metal using a die and punch. Blanking is typically used to create flat parts with simple shapes.Piercing: Similar to blanking, piercing involves creating a hole in a sheet of metal using a die and punch. However, unlike blanking, the material removed in piercing is not retained.Bending: Bending involves forming a sheet of metalinto a desired angle or shape. This process is used to create parts such as brackets, chassis, and enclosures.Drawing: Drawing involves stretching a sheet of metal over a die to create a hollow part. This process is used to produce parts such as cups, cans, and containers.Embossing: Embossing involves pressing a design or pattern into a sheet of metal. This process is used to create decorative parts or to add rigidity to a component.Each stamping process has its own unique advantages and applications. Blanking is ideal for creating flat parts with simple shapes, while piercing is used to create holes in a variety of materials. Bending is suitable for forming angles or shapes in sheet metal, while drawing is used toproduce hollow parts. Embossing is primarily used for decorative purposes or to add rigidity to a component.中文回答:板料冲压的主要工序及应用范围。
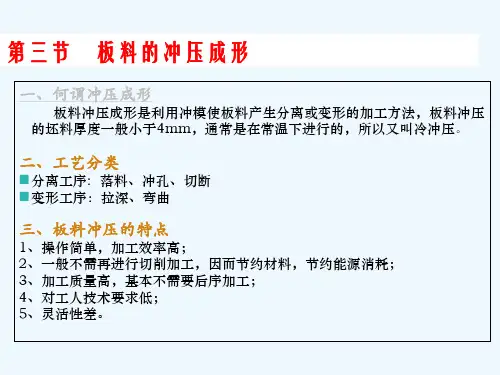
板料冲压工艺
板料冲压是指用冲模使板料经分离或成形得到制件的工艺方法,它通常是在室温下进行,所以又称为冷冲压,简称冲压。
1、板料冲压的特点及应用
冲压用原材料必须具有足够的塑性,广泛应用的金属材料有低碳钢、高塑性合金钢、铝、铜及其合金等;非金属材料有石棉板、硬橡皮、绝缘纸、纤维板等。
他广泛应用于汽车、拖拉机、航空、电器、仪表、国防等工业部门。
板料冲压具有以下特点:
(1)冲压件的尺寸精度高,表面质量好,互换性好,一般不需切削加工即可直接使用,且质量稳定。
(2)可压制形状复杂的零件,且材料的利用率高、产品的重量轻、强度和刚度较高。
(3)冲压生产生产率高,操作简单,其工艺过程易于实现机械化和自动化,成本低。
(4)冲压用模具结构复杂,精度要求高,制造费用高。
冲压只有在大批量生产时,才能显示其优越性。
(5)冲压件的质量为一克至几十千克,尺寸为一毫米至几米。
2、冲压设备
(1)剪床
剪床的用途是把板料切成一定宽度的条料,以供下一步冲压工序之用。
(2)冲床
冲床将完成除剪切以外的其他冲压工作。
右图为单柱式冲床的外形及其传动简图。
电动机5带动飞轮4转动,当踩下踏板6时,离合器3使飞轮与曲轴2连接,因而曲轴随飞轮一起转动,通过连杆8带动滑块7作上下运动,从而进行冲压工作。
当松开踏板时,离合器脱开,曲轴不随飞轮转动,同时制动闸1使曲轴停止转动,并使滑块7停在上面位置
3、冲压模具
(1)简单冲模
简单冲模在冲床一次行程中只完成一道工序,见右图。
凸模1用压板6固定在上模板3上,通过模柄5与冲床滑块连接。
凹模2用压板7固定在下模板4上。
操作时,条料沿两导料板9之间送进,碰到挡料销10停止。
冲下部分落入凹模孔。
此时,条料夹住凸模一起返回,被卸料板8推下。
重复上述动作,完成连续冲压。
导柱12和导套11组成的导向机构可保证凸模、凹模的合模准确性。
简单冲模结构简单,容易制造,价格低廉,维修方便,生产率低,适用于小批量生产。
(2)连续冲模
连续冲模在冲床一次行程中,按着一定顺序,在模具的不同位置上,同时完成数道冲压工序,见右图。
操作时,条料7向前送进,送进距离由挡料销控制。
定位销2对准预先冲出的定位孔,上模向下运动时,冲孔凸模4进行冲孔,落料凸模1同时进行落料工序。
条料夹住模具返程时,被卸料板6推下,如此循环进行操作,完成连续冲压工序。
图中9是废料、8是成品、5是冲孔凹模、3是落料凹模。
连续冲模生产效率高,易于实现自动化,但定位精度要求高、结构复杂、制造成本高。
主要用于大批量生产精度要求不高的中、小型零件。
(3)复合冲模
复合冲模在冲床一次行程中,在模具的同一位置上,完成两道以上冲压工序。
此种模具具有生产率高,零件加工精度高,平正性好等优点,但结构复杂,成本高,主要适合批量大、精度高的冲压件的生产。
4、板料冲压的基本工序
(1)分离工序
分离工序是使坯料的一部分相对另一部分相互分离的工序,如剪切、落料、冲孔等。
1)剪切
剪切是使坯料按不封闭轮廓分离的工序,见右图。
其任务是将板料切成具有有一定宽度的坯料,主要用于为下一步工序备料。
2)落料和冲孔
落料和冲孔是坯料按封闭轮廓分离的工序,落料是为了获得冲下的部分即所要的工件,而周边是废料,见右图;冲孔则相反,冲下的部分是废料,周边为所需的零件, 见右图。
3)整修
整修是将冲裁件的余量以切削的形式切除,以提高加工精度、降低表面粗糙度值的工序,见右图。
主要用于精度和表面质量要求高的零件,经整修后,尺寸精度可达IT7~IT6,表面粗糙度值为1.6~0.8μm。
4)切口
切口是将坯料沿不封闭的曲线部分分离开的工序,见右图。
其分离部分的金属材料发生弯曲变形,最后在坯料上沿不封闭线冲出缺口。
(2)成形工序
成形工序是使坯料的一部分相对于另一部分发生位移而不破裂的工序,如弯曲、拉深等。
1)弯曲
弯曲是将板料、型材或管材在弯矩作用下弯成一定曲率和角度的工序,见图12.26。
弯曲时坯料外层受拉,内层受压,为防止外层拉裂,冲头的圆角半径R不能太小。
同时,应尽可能使弯曲部分的拉伸和压缩顺着坯料的纤维方向进行。
2)拉深
拉深是使坯料在一拉一压的应力状态作用下,变形成为中空形状零件而厚度基本不变的加工方法,见图11.27。
凸模与凹模的边缘均作成圆角,以免拉深时将坯料拉裂。
有些高度与直径之比较大的零件,一次不能拉成,则可分几次拉深,在多次拉深时,往往需要进行中间退火,以消除冷变形强化,恢复塑性。
在拉深时,由于坯料边缘在切线方向受到压缩,可能产生波浪形,最后形成折皱,见右图所示。
用压板把坯料周边压紧进行拉深,可防止这一现象出现。
如果拉应力超过拉深件底部的抗拉强度,拉深件底部会被拉裂。
3)缩口
缩口是将空心件或管件口部直径缩小的成形工序,见右图。
4)胀形
胀形是将空心件轴向方向上的局部区段直径胀大的成形工序,见右图。
5)翻边
翻边是使坯料、半成品沿其内孔或外缘的一定曲线翻成竖立边缘的成形工序,见右图。
6)起伏
起伏是使板料或制品表面上通过局部变薄获得各种形状的凸起或凹陷的成形工序,见右图。
他能提高局部变形部位的强度和刚度。
5、板料冲压件的结构工艺性
(1)落料和冲孔工序对零件的要求
(1)零件的形状应使排样时有可能将废料降低到最少,见下图1。
(2)零件的外形应避免长槽和细长悬臂零件,见见下图2(δ为板厚)。
(3)转角处圆角半径r与板厚δ有关,当α>90°时,r≥(0.3~0.5)δ;当α<90°时,r≥(0.6~0.7)δ,见下图3。
(4)孔间距离或孔与零件边缘的距离不宜过小,孔径也不能过小,否则会因凸模强度不够而发生折断。
一般a≥2δ,并保证a>3~4mm,见下图4。
(2)弯曲工序对零件的要求
(1)弯曲半径不宜小于最小弯曲半径,以免弯裂。
Rmin≥(0.2~0.8)δ(顺着坯料的纤维方向弯曲)或Rmin≥(0.4~1.2)δ(垂直坯料的纤维方向弯曲)。
(2)弯曲边不能过短,一般h>2δ,见图5。
否则难以获得形状准确的工件。
(3)如果弯曲附近有孔时,应使孔的位置离开弯曲变形区,否则孔容易变形。
一般l≥δ(δ小于2mm)或l≥2δ(δ不小于2mm),l是孔缘至弯曲半径中心的距离,见图6。
(3)拉深工序对零件的要求
(1)尽量减少拉深零件的高度,减少拉深次数。
一般d凸<3d、h<2d,见图7。
(2)弯曲处的圆角半径不宜过小,见图8。
一般r1>2δ、r2>(3~4)δ、r3>3δ、r4>0.15δ。
(3)对拉深零件的精度要求不宜过高。
(4)复杂的冲压件可采用冲-焊结构,简化冲压工艺,见图9。