机械制造工艺学(第二版)王先逵 课后答案
- 格式:ppt
- 大小:7.24 MB
- 文档页数:2
2023机械制造工艺学第二版(王先逵著)课后答案下载机械制造工艺学第二版(王先逵著)基本信息第2版前言第1版前言第一章绪论第一节机械制造工程学科的发展第二节生产过程、工艺过程与工艺系统第三节生产类型与工艺特点第四节工件加工时的空位和基准习题与思考题第二章机械加工精度及其控制第一节概述第二节工艺系统的几何精度对加工精度的影响第三节工艺系统的受力变形对加工精度的影响第四节工艺系统的热变形对加工精度的影响第五节加工误差的统计分析第六节保证和提高加工精度的途径机械制造工艺学第二版(王先逵著)内容简介本书是1995年11月出版的《机械制造工艺学》一书的第2版,是根据近年来机械制造技术的发展,以及“机械制造工艺及设备专业指导委员会”制订的教学计划和课程教学大纲要求编写的。
全书内容共分7章:绪论、机械加工精度、机械加工表面质量及其控制、机械加工工艺规程设计、机器装配工艺过程设计、机床夹具设计和机械制造工艺技术的'发展。
作为教材,力求在保证基本内容的基础上,为反映现代制造工艺技术的发展,增加了一些新内容;注意多用图、表、实例来表达叙述性内容,理论联系实际;而且每章均有一定数量的习题和思考题,便于思考,掌握要点。
为帮助教师备课,配套制作了教师版计算机辅助课件。
本书主要作为高等院校“机械工程及其自动化”专业本科教材,也可供高职高专学校、职工大学、电视大学、函授大学、业余大学等学生作为教材或参考书,同时也可供从事机械制造业的工程技术人员和自学考试考生参考。
本书第1版曾荣获国家机械工业局1999年科学技术进步奖三等奖。
机械制造工艺学第二版(王先逵著)目录作者:王选逵主编出版社:机械工业出版社出版时间:-1-1版次:2页数:391字数:621000印刷时间:-1-1开本:纸张:胶版纸印次:I S B N:9787111047858包装:平装。
1-机械制造⼯艺学第⼆版(王先逵著)机械⼯业出版社课后答案机械制造⼯艺学(上)思考题及参考答案1、什么叫⽣产过程,⼯艺过程,⼯艺规程?答:⽣产过程:从原材料变成成品的劳动过程的总和。
⼯艺过程:在⽣产过程中,直接改变⽣产对象的形状、尺⼨、性能及相对位置关系的过程。
⼯艺规程:在具体⽣产条件下,将最合理的或较合理的⼯艺过程,⽤⽂字按规定的表格形式写成的⼯艺⽂件。
2、某机床⼚年产CA6140 卧式车床2000台,已知机床主轴的备品率为15%,机械加⼯废品率为5%。
试计算主轴的年⽣产纲领,并说明属于何种⽣产类型,⼯艺过程有何特点?若⼀年⼯作⽇为280天,试计算每⽉(按22天计算)的⽣产批量。
解:⽣产纲领公式 N=Qn(1+α)(1+β)=(1+15%)(1+5%)=2415台/年查表属于成批⽣产,⽣产批量计算:定位?各举例说明。
答:六点定位原理:在夹具中采⽤合理的六个定位⽀承点,与⼯件的定位基准相接触,来限制⼯件的六个⾃由度,称为六点定位原理。
完全定位:⼯件的六个⾃由度全部被限制⽽在夹具中占有完全确定的位置。
不完全定位:没有全部限制在六个⾃由度,但也能满⾜加⼯要求的定位。
⽋定位:根据加⼯要求,⼯件必须限制的⾃由度没有达到全部限制的定位。
过定位:⼯件在夹具中定位时,若⼏个定位⽀承重复限制同⼀个或⼏个⾃由度。
(d)⼀⾯两销定位,X,两个圆柱销重复限制,导致⼯件孔⽆法同时与两销配合,属过定位情况。
7、“⼯件在定位后夹紧前,在⽌推定位⽀承点的反⽅向上仍有移动的可能性,因此其位置不定”,这种说法是否正确?为什么?答:不正确,保证正确的定位时,⼀定要理解为⼯件的定位表⾯⼀定要与定位元件的定位表⾯相接触,只要相接触就会限制相应的⾃由度,使⼯件的位置得到确定,⾄于⼯件在⽀承点上未经夹紧的缘故。
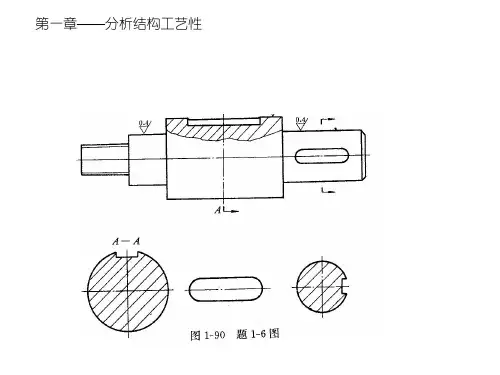
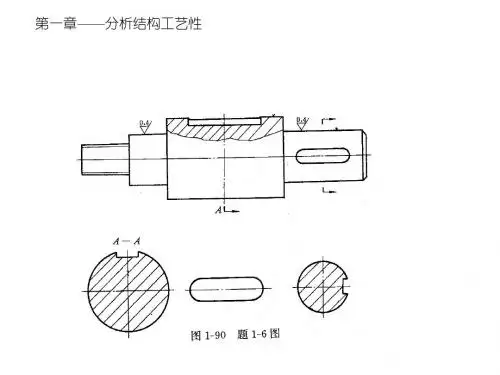
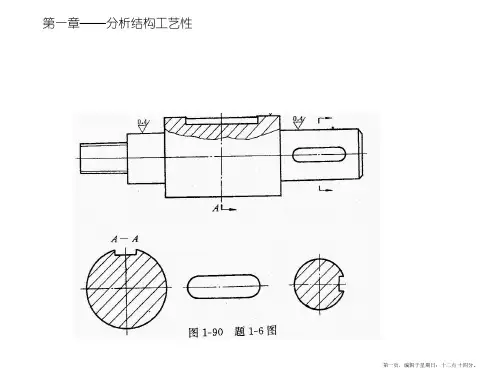
8、根据六点定位原理,分析图中各⼯件需要限制哪些的⾃由度,指出⼯序基准,选择定位基准并⽤定位符号在图中表⽰出来。
⽋定位与过定位,并对不合理的定位⽅案提出改进意见。
机械制造工艺学(上)思考题及参考答案 1、什么叫生产过程,工艺过程,工艺规程?答:生产过程:从原材料变成成品的劳动过程的总和。
工艺过程:在生产过程中,直接改变生产对象的形状、尺寸、性能及相对位置关系的过程。
工艺规程:在具体生产条件下,将最合理的或较合理的工艺过程,用文字按规定的表格形式写成的工艺文件。
2、某机床厂年产CA6140 卧式车床2000台,已知机床主轴的备品率为15%,机械加工废品率为5%。
试计算主轴的年生产纲领,并说明属于何种生产类型,工艺过程有何特点?若一年工作日为280天,试计算每月(按22天计算)的生产批量。
解:生产纲领公式 N=Qn(1+α)(1+β)=(1+15%)(1+5%)=2415台/年查表属于成批生产,生产批量计算:定位?各举例说明。
答:六点定位原理:在夹具中采用合理的六个定位支承点,与工件的定位基准相接触,来限制工件的六个自由度,称为六点定位原理。
完全定位:工件的六个自由度全部被限制而在夹具中占有完全确定的位置。
不完全定位:没有全部限制在六个自由度,但也能满足加工要求的定位。
欠定位:根据加工要求,工件必须限制的自由度没有达到全部限制的定位。
过定位:工件在夹具中定位时,若几个定位支承重复限制同一个或几个自由度。
(d)一面两销定位,X,两个圆柱销重复限制,导致工件孔无法同时与两销配合,属过定位情况。
7、“工件在定位后夹紧前,在止推定位支承点的反方向上仍有移动的可能性,因此这种说法是否正确?为什么?其位置不定”,答:不正确,保证正确的定位时,一定要理解为工件的定位表面一定要与定位元件的定位表面相接触,只要相接触就会限制相应的自由度,使工件的位置得到确定,至于工件在支承点上未经夹紧的缘故。
8、根据六点定位原理,分析图中各工件需要限制哪些的自由度,指出工序基准,选择定位基准并用定位符号在图中表示出来。
9、分析图所示的定位方案,指出各定位元件分别限制了哪些自由度,判断有无欠定位与过定位,并对不合理的定位方案提出改进意见。
机械制造工艺学(上)思考题及参考答案1、什么叫生产过程,工艺过程,工艺规程?答:生产过程:从原材料变成成品的劳动过程的总和。
工艺过程:在生产过程中,直接改变生产对象的形状、尺寸、性能及相对位置关系的过程。
工艺规程:在具体生产条件下,将最合理的或较合理的工艺过程,用文字按规定的表格形式写成的工艺文件。
2、某机床厂年产CA6140 卧式车床2000 台,已知机床主轴的备品率为15% ,机械加工废品率为5% 。
试计算主轴的年生产纲领,并说明属于何种生产类型,工艺过程有何特点?若一年工作日为280 天,试计算每月(按22 天计算)的生产批量。
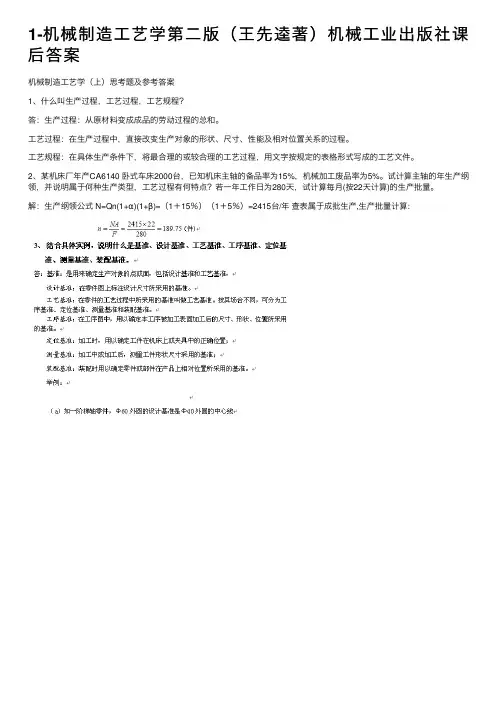
解:生产纲领公式N=Qn(1+ a )(1+ 3 )= (1 + 15%)( 1 + 5%) =2415 台/年查表属于成批生产, 生产批量计算:3、结合具体实阿 说明什么是基准、设计基准、工艺基准、工序基准、定位基准、测重基准、装配基准.a答:基隹:是用未确定生产对象的点或面,包括设计基[斷工艺基准,3设计基汕 在零件图上标注设计尺寸所釆用的基’工艺基淮:在零件的工艺过程中所采的基<隹叫做工艺基按其场合不同,可分为工 序基准.定位基测量基隹和装目窿准。
a工序基淮:在工序图中,用以确定本工被加逐面加工后的尺寸.形状.位置所采用 的基准。
a 定位基淮:加工时,用以确定工件在机床上或夹具中的正确位置;a 測量基淮:力口工中或加工后,测量工件形状尺寸釆用的基卩装配基汕 装配时用以确定零件或咅附在产品上相对位置所釆的基<隹。
a 举例^ a2415x22280-189.75 (件H(a)如一阶梯^零件,中60外圆的设计基准是640外圆的中心线d4.工件装夹的含义是什么?在机械加工中有哪几种装夹工件的方法?简述各种 装夹方法的特点及应用场合.(答:工件的装夹包括定位和夹紧。
定位的任务,使工件胃掰始终在机床或夹具中占有正确的 位置;夬紧的任务,这一正确的位置在加工j±程中不因切削九 惯性力、垂力的作用而 发生改变 装夹的方法 持点应用场合 直接找正装 夹加工精度宴求不高,生产军较低单件対比生产划线找正装 夹 加工表面复杂,加工精度要求不太高,生产率低单件中小批生产的铸件加 工夬具装夬无需划线和找正,定位精度高,操作简单, 生产輛用千成批和大量生产中& “工收紧后硝砂了•其所有自 由度就都被限制了”,这种说法对吗? 为什么? 答:这f 申说法是错误的,紧> 1BT 件只限制X (略h V (施转h 疋(移动)三个自由度O6.什么是六点定位原理?什么是完全定位与不完全定位?什么是欠定位与过定位?各举例说明(b )如图的工序图中,加工切扎A 为本工序的工序葩11例如用电臓吸盘主紧工件,如图,通电时, 电掘趣将工件眼紧,从而实现工件的夬答:六点定位原理:在夹具中采用合理的六个定位支承点,与工件的定位基准相接触,来限制工件的六个自由度,称为六点定位原理。