FANUC-系统通用故障分析
- 格式:doc
- 大小:520.00 KB
- 文档页数:62

FANUC系统常见故障及处理方法1.1000:lublow,润滑液位低。
1001:断路器跳闸。
1002:变频器报警。
1003:急停报警。
1004:主轴报警。
1005:压力低报警。
1006:未检测到卡盘夹紧。
2000:bat系统电池电压过低。
2.apc306,307,308:伺服放大器电池电压过低。
3.401:伺服未准备好(drdy为off).检查控制器放大器cx30插头,及其有关连线cx30.1,cx30.3是否接通,以及继电器是否损坏?或由其他报警引发。
4.401,411:边线偏差过小。
a,机械负载过大,或联轴器松动。
b,伺服电机线插头接触不良,如果机械正常,调整1828参数可以改善。
5.432:控制器单元(驱动器)dc24v电压高。
a,检查cxa19a/cxa19b直流电甩与否正常/b,检查开关电源输入与否正常?6.433:动力电路电压过高即其二者。
a,伺服放大器电源插头松动,或者打火,碳化出现接触不良。
b,动力电路缺相。
7.436:控制器软件失灵。
(ove)。
机械过载或卡死造成数字伺服软件检测到过热现象。
8.438:伺服电机电流异常。
机械负载过大,调整1620号参数可以改善,一般为100ms。
9.368:伺服电机编码器反馈数据信号异常。
a,编码器糟,可能将就是入油污或冷却液,或者相撞所致。
如果将cxa19a/cxa19b直流24v电源正负极接反,也有可能将编码器烧坏。
b,编码器意见反馈电缆断线或插头接触不良。
10.608,609:控制器单元(驱动器)风机不转回。
可能将就是x/z加热风机糟或者被油污,灰尘堵住。
11.701:nc单元(主机)风机不转回。
a,可能是冷却风机坏或者被油污,灰尘堵死。
b,必要时可以将风机屏蔽掉(8901.0=1),但不容长时间运转。
12.930:cpu中断。
可能是cpu外围电路发生故障,若在电源断开后再接通后运行正常,那可能将就是外部阻碍引发的。
13.5136:数字伺服显示的放大器数量不够。

FANUC数控系统故障现象分析及处理1.FS6系列,第一机床厂的CK6140数控车床(系统:system-3TD31-05。
CNC主板型号:A20B-0008-0200.211。
主轴伺服控制板型号:A350-0008-T372/04。
)例1 车床主轴无论正、反转,运转约5min后,按停止按钮,主轴旋转不能立即停止(无制动),若再启动机床主轴(不论方向如何)时,机床CRT无显示报警号,主轴驱动器控制板上的LED3灯亮,机床不能运行。
分析排除:该车床为直流主轴驱动,LED3灯亮的原因是直流电机输入电源相序不正确或缺相造成,由于机床已使用过,接线未动,不可能是相序不正确,应是缺相造成。
缺相原因可能是某个晶闸管损坏或驱动器未触发其晶闸管工作转换(逆变)。
因主轴开始能运行一段时间,只要不是热稳定性差应是未触发晶闸管工作转换(逆变)所致。
速度反馈回路、电流反馈回路及其控制电路是造成未触发晶闸管工作转换(逆变)的主要原因。
故①查主轴编码器及其传动,传动无松动,编码器工作正常,说明速度反馈回路正常。
②更换主轴伺服控制板备用板,故障现象未改变(该板在另一台车床上试用正常),说明控制回路正常。
③在电流反馈回路上,因未检测到零电流,系统撤消了触发脉冲,出现逆变颠覆导致缺相报警,更换电流互感器后故障消除。
例2 用换刀指令开始找不到刀位号,经修理刀架又不能锁紧,但在所指定的刀位处刀架有停顿现象,然后刀架继续旋转。
分析排除:刀架找不到刀位号一般是接近开关无DC24V或8个接近开关中有损坏的。
刀架不能锁紧一般是刀架电机反转延时参数不对,或刀架夹紧到位限位开关不起作用,或锁紧机构有故障。
经关机后用手盘刀架电机,刀架锁紧正常,说明锁紧机构正常,用万用表查限位开关,动作和线路正常,说明不是限位开关不起作用。
故①查接近开关无DC24V,系电源线端脱焊所致。
②焊好脱线后,刀架能在指定刀位有停顿现象,但刀架未锁紧,说明刀架PLC输入输出信号正常,进一步检查系夹紧延时参数不对所致,调整后故障排除。
FANUC系统常见故障诊断与处理方法摘要:介绍日本日立精机、牧野精机、森精机等公司产数控系统,包括了FANUC 16i、18i、21i、18T、21T等系列的故障:如电网闪断停机、内置脉冲编码器通信异常、伺服放大器误差、外围器件损坏等进行了分析逐步查找及处理。
关键词:FANUC系统故障诊断维修一、电网闪断和断电停机后出现的故障1.一台森精机产SH403加工中心,采用FANUC 18iMA系统。
电网闪断恢复后重新开机,显示“EX0557 OIL&AIR LUBRICANTPRESSURE DOWN”(主轴的油气润滑系统压力低下)报警。
检查发现中间继电器未接通,润滑泵无100V电压供给。
检查该中间继电器OK。
利用系统的自诊断功能,检查PMC信号,发现开机时,油气润滑的供油信号输出接点Y6.4接通,但该中间继电器线圈却不得电,于是,怀疑接点所在的I/0模块UNIT1-2的基板有问题。
将该印刷电路板对比调试后,未发现有任何问题,而该模块的其他输出接点均正常,据此判定是该输出接点烧坏。
替代,故障排除。
2.一台牧野产V55立式加工中心,采用FANUC 16 Mi系统。
设备断电停机几小时后再开机时,显示“306 APC ALARM: AXISBATTERY VOLTAGE 0(X);306 APC ALARM:AXIS BATTERYVOLTAGE 0(Y);306 APC ALARM:AXIS BATTERY VOLTAGE 0(Z);“300 APC ALARM: AXIS NEED ZRN (X);300 APC ALARMAXIS NEED ZRN (Y);300 APC ALARM: AXIS NEE D ZRN (Z)”。
这时切勿关断设备电源,将NC后备电池(4节)更换后,按“RESET”键即可消除306报警,然后选定“原点回归”方式,对各轴执行原点回归操作。
各轴回参考点后再按“RESET”键即可消除300报警。
FANUC系统常见故障诊断与处理方法摘要:介绍日本日立精机、牧野精机、森精机等公司产数控系统,包括了FANUC 16i、18i、21i、18T、21T等系列的故障:如电网闪断停机、内置脉冲编码器通信异常、伺服放大器误差、外围器件损坏等进行了分析逐步查找及处理。
关键词:FANUC系统故障诊断维修一、电网闪断和断电停机后出现的故障1.一台森精机产SH403加工中心,采用FANUC 18iMA系统。
电网闪断恢复后重新开机,显示“EX0557 OIL&AIR LUBRICANTPRESSURE DOWN”(主轴的油气润滑系统压力低下)报警。
检查发现中间继电器未接通,润滑泵无100V电压供给。
检查该中间继电器OK。
利用系统的自诊断功能,检查PMC信号,发现开机时,油气润滑的供油信号输出接点Y6.4接通,但该中间继电器线圈却不得电,于是,怀疑接点所在的I/0模块UNIT1-2的基板有问题。
将该印刷电路板对比调试后,未发现有任何问题,而该模块的其他输出接点均正常,据此判定是该输出接点烧坏。
替代,故障排除。
2.一台牧野产V55立式加工中心,采用FANUC 16 Mi系统。
设备断电停机几小时后再开机时,显示“306 APC ALARM: AXISBATTERY VOLTAGE 0(X);306 APC ALARM:AXIS BATTERYVOLTAGE 0(Y);306 APC ALARM:AXIS BATTERY VOLTAGE 0(Z);“300 APC ALARM: AXIS NEED ZRN (X);300 APC ALARMAXIS NEED ZRN (Y);300 APC ALARM: AXIS NEE D ZRN (Z)”。
这时切勿关断设备电源,将NC后备电池(4节)更换后,按“RESET”键即可消除306报警,然后选定“原点回归”方式,对各轴执行原点回归操作。
各轴回参考点后再按“RESET”键即可消除300报警。
FANUC系统共性故障分析和排除一、FANUC系统概述FANUC系统是一种常用于工业机器人和数控机床中的控制系统,由FANUC公司开发并推出。
FANUC系统具有高性能、稳定性和可靠性的特点,被广泛应用于各种工业领域。
然而,由于系统的复杂性,以及长时间运行中可能出现的各种问题,导致系统故障成为影响设备正常运行的一个重要因素。
二、FANUC系统的常见故障1.通信故障:FANUC系统中,由于通信硬件或软件的故障,可能导致控制系统与外部设备之间无法正常通信,造成设备操作受阻。
通信故障的排查需要检查通信线路、通信接口、通信协议等多个方面,以确定故障原因。
2.电源故障:FANUC系统中,由于电源供应不稳定或者电源线路故障,可能导致设备无法正常启动或者运行。
电源故障的排查需要检查电源输入输出是否正常,是否存在电源波动或者过载等问题。
3.硬件故障:FANUC系统中,由于硬件故障,可能导致系统一些功能无法正常使用,或者整个系统无法正常运行。
硬件故障的排查需要检查硬件组件的工作状态,如电路板、传感器、执行器等,以确定哪些硬件影响了系统的正常运行。
4.软件故障:FANUC系统中,由于软件程序出错或者系统配置不当,可能导致系统运行异常或者无法启动。
软件故障的排查需要检查软件程序的逻辑性和正确性,以及系统配置是否符合要求。
5.温度故障:FANUC系统中,由于温度过高或者过低,可能导致硬件故障或系统异常。
温度故障的排查需要检查设备的散热系统是否正常工作,以及环境温度是否符合设备使用要求。
6.机械故障:FANUC系统中,由于机械部件磨损或者配合不良,可能导致设备在运行过程中出现卡滞或者振动等问题。
机械故障的排查需要检查设备机械结构的各个部分,确定哪些部件需要更换或调整。
7.人为操作不当:FANUC系统中,由于人为操作不当或者误操作,可能导致系统设置错误或者功能错误,影响设备正常运行。
人为操作不当的排查需要检查设备操作记录和操作人员技能水平,找出错误的操作环节。
发那科数控系统故障维修一、引言发那科数控系统是一种高精度、高效率的数控系统,广泛应用于机械加工行业。
然而,在使用过程中,难免会遇到一些故障问题。
本文将从常见故障原因和解决方法两个方面,对发那科数控系统的故障维修进行探讨。
二、常见故障原因1. 电源故障:发那科数控系统的电源出现问题是导致故障的常见原因之一。
可能是电源线路接触不良、电源电压不稳定等。
解决方法是检查电源线路,确保接触良好,并使用稳定可靠的电源。
2. 通信故障:发那科数控系统通过与其他设备的通信实现工作,如果通信出现故障,将导致系统无法正常运行。
可能的原因包括通信线路连接错误、通信接口故障等。
解决方法是检查通信线路连接是否正确,确保通信接口无故障。
3. 机械故障:机械部件故障也会影响发那科数控系统的正常运行。
例如,电机损坏、传感器故障等。
解决方法是检查机械部件,修复或更换故障部件。
4. 软件故障:发那科数控系统的软件问题也是故障的常见原因之一。
可能是程序错误、参数设置错误等。
解决方法是检查程序代码,确保正确无误,并进行参数设置的审查与调整。
三、解决方法1. 故障排查:在进行故障维修之前,首先需要进行故障排查,确定故障原因。
可以通过检查错误代码、查看故障日志等方法进行排查。
2. 故障修复:根据故障排查的结果,采取相应的修复措施。
例如,对于电源故障,可以检查电源线路,确保接触良好;对于通信故障,可以检查通信线路连接是否正确。
3. 系统调试:在故障修复后,需要对发那科数控系统进行系统调试,确保系统能够正常运行。
可以通过运行简单的程序,检查系统各个功能是否正常。
4. 故障预防:为了避免故障的再次发生,需要进行一些预防措施。
例如,定期检查电源线路,确保接触良好;定期检查机械部件,进行维护保养。
四、故障维修的注意事项1. 安全第一:在进行故障维修时,要确保自身安全。
例如,断开电源,避免触碰高压部件等。
2. 谨慎操作:在进行故障维修时,要谨慎操作,避免造成更大的损坏。
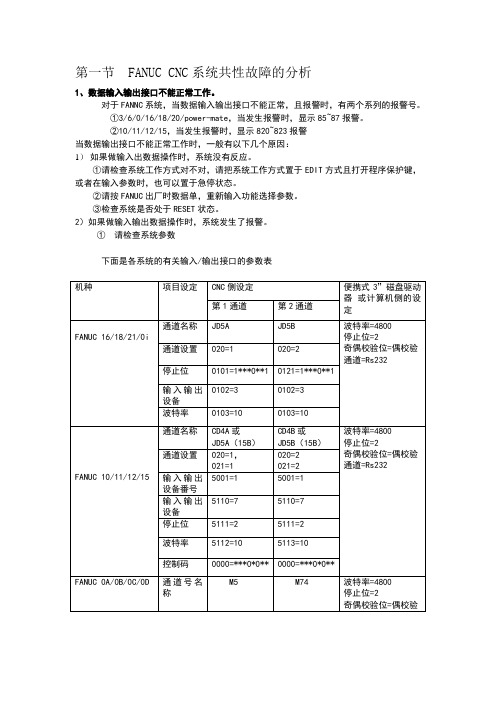
FANUC系统的疑难故障分析及排除0 系统16系统系列10/11/12/15 系统Power Mate系列3,6系统FANUC 0 系统序号故障征兆故障原因解决办法1 当选完刀号后,X、Y轴移动的同时,机床也进行换刀的动作,但是,X、Y轴移动的距离,与X、Y轴的移动指令不相吻合,并且每次的实际移动距离与移动指令之差还不一样没有任何报警,应属于参数问题。
1.修改参数0009号TMF,由0000****修改为0111****,该故障得以解决。
当0009=0000****时,TMF=16msec。
当0009=0111****时,TMF=128msec。
2.冬天,有可能润滑油的黏度大。
2 手动脉冲发生器偶尔失效手动脉冲发生器的信号回路产生故障1. 确认手动脉冲发生器是否正常。
2. 更换存储板3 机床不能回机床参考点检查参数534,最好在200~500之间1)把机床移动至坐标的中间位置再试试。
2)更换电机位置编码器4 机床工作三小时,X轴发现振动声音在显示器屏幕上没有报警,是由参数设置不正确而引起的1)、修改8103#2=0→12)、修改8121=120→1005 进给轴低速运行时,有爬行现象调整参数1)调整伺服增益参数;2)调整电机的负载惯量化。
6 机床回参考点时,每次返回参考点时的位置都不一样调整参数重新计算并调整参考计数容量的值,即参数4号~7号或者参数570~573的值7 切削螺纹时,乱扣更换了位置编码器和主轴伺服放大器及存储板都无效时参数49号设定不对,修改参数49#6由0→1。
8 不能进行螺纹切削位置编码器反馈信号线路1)更换主轴位置编码器;2)修改参数;9 在单脉冲方式下,给机床1μ指令,实际走30μ的距离。
参数问题参数8103设定错误,修改8103#5由1→010 车床:用MX不能输入刀偏量未设参数参数10#7位设111 X、Y轴加工圆度超差没有报警调整参数:1)伺服的增益:要求两轴一致。
FANUC常见故障报警分析FANUC风扇报警总结:主轴SPM:一、系统报警显示9056,主轴驱动器报警显示代码56:报警内容:SPM控制电路部分的冷却风扇停止(主轴驱动器内部风扇失效)1.控制板安装问题请切实安装控制印刷板.(控制板与功率板的连接器脱离时,有可能会发出本报警)2.请更换SPM或SPM内部的冷却风扇二、系统报警显示9088,主轴驱动器报警显示代码88:报警内容:SPM散热器冷却风扇停止.(主轴驱动器外部风扇失效)发生报警时,请更换SPM散热器冷却风扇三、系统报警9001,主轴驱动器报警显示1报警内容:电机过热.电机内部高于或等于标准温度,电机温度过高。
(一).切削过程中显示本报警时(电机温度过高)1.确认电机的冷却状态,电机冷却风扇,对液冷电机,请确认冷却系统.2.请再次确认加工条件.(切削条件:吃刀量,刀具,材料)(二).轻负载下显示本报警时(电机温度过高)1.频繁加/减速:请在包含加/减速运行时输出功率的平均值要小于等于额定值的条件下使用.2.电机固有参数设定不正确.(三).电机温度较低而显示报警时1.主轴电机反馈电缆故障,电机过热信号电缆断线或接触不良,请更换反馈电缆.2.参数未正确设定电机温度通过参数4134设定,因电机而异。
是电机固有参数。
第一主轴电机温度,在诊断403里可以显示,显示αi主轴伺服电机线圈温度,模拟温度数据在主轴反馈电缆里,信号为THR1和THR2。
现象可能是:1温度长闭开关,2热电偶就可通过参数设定,具体值。
涡流,放大器错误都报警。
3.控制印刷电路板故障.请更换控制印刷电路板或主轴放大器.4.电机(内部温度传感器)故障,请更换电机.电源PSM:一、系统报警显示SV443,SP9059,电源模块PSM上报警显示2报警内容:PSM内部排风扇失效.(电源模块内部风扇故障)处理方法: 观察冷却风扇的状态.更换风扇,更换侧板443报警:PSM内部排风扇停止。
β系列SVU内部排风扇失效。
例 1: 伺服报警 414# 、 410#台湾省产FTC-30 数控车床在加工过程中出现 414# 、 410# 报警 , 动力停止。
关闭电源再开机 ,X 轴移动时机床振颤 , 后又出现报警并动力停止。
查系统维修手册 , 报警信息为伺服报警、检测到 X 轴位置偏差大。
根据现象分析 , 认为可能有以下原因 :(1) 伺服驱动器坏 ;(2)X 轴滚珠丝杠阻滞及导轨阻滞。
针对原因 (1), 调换同型号驱动器后试机 , 故障未能排除。
针对故障(2), 进入伺服运转监视画面 , 移动轴观察驱动器负载率 , 发现明显偏大 , 达到 250%-300%。
判断可能为机械故障。
拆开 X 轴防护罩 , 仔细检查滚珠丝杠和导轨均未发现异常现象。
机床 X 轴水平倾斜45º 安装 , 应有防止其下滑的平衡块或制动装置 , 检查中未发现平衡块 , 但机床说明书电器资料显示 PMC 确有 X 轴刹车释放输出接点 , 而对比同型机床该接点输出正常。
检查机床厂设置的 I/0 转接板 , 该点输出继电器工作正常 , 触点良好 , 可以输出 110V 制动释放电压。
据此可断定制动线圈或传输电缆有故障。
断电后 , 用万用表检测制动线圈直流电组及绝缘良好 , 两根使用的电缆中有一根已断掉。
更换新的电缆后开机试验 , 一切正常。
此故障虽然是有系统报警 , 但直接原因却是电缆断线。
这一故障并不常见机床厂家在安装整机时处理不当或电器件压接不牢靠通常却都能引起一些故障而此类故障分析查找原因较麻烦。
例 2: 系统制 # 报警1000 型加工中心在加工时出现 409# 报警 , 停机重开可继续加工 , 加工中故障重现。
发生故障时 , 主轴驱动放大器处于报警状态,显示56号报警。
维修手册说明为控制系统冷却风扇不转或故障。
拆下放大器检查 , 发现风扇油污较多 , 清洗后风干, 装上试机故障未排除。
拆下放大器打开检查 , 发现电路板油污严重, 且有金属粉尘附着。