PCB制程测试项目及方法
- 格式:ppt
- 大小:522.00 KB
- 文档页数:2


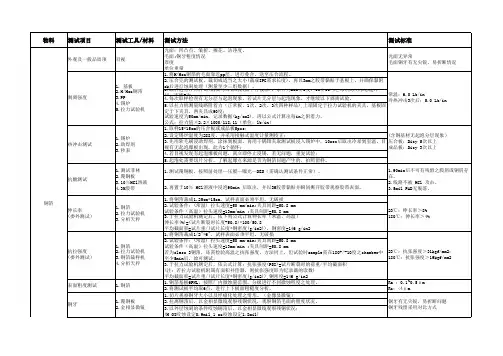
一、前處理1.水破試驗傾斜45度,水膜破時間大於30秒2.微蝕速率30-50 u″烘乾溫度:80-100℃3.最後一槽純水導電度≤80μS以下,,PH值6--8(1).水破試驗:取三片經過前處理微蝕後的板子,取出放入準備好的水槽中,傾斜45度觀察水膜破時機,用秒錶計算水膜破的時間為30S以上(2).刷痕測試前處理刷輪的品質控制,一般刷磨機的作業指標是以所謂的刷痕試驗來執行,其作業方式就是將測試板傳送到刷輪位置,但是并不裡德刷磨,當測試板到達位置時停止傳動,此時進行刷輪的瞬間快轉之後就停止刷磨斷續一下支刷輪的測試。
一般對于刷痕的表現要求:所有的刷輪都要定期做水平度校正以及間隙的調整,這些調整對于刷痕的表現有直接的影響,而刷痕的狀況是一個經驗值,與刷磨的效果直接相關,一般建議的刷痕寬度範圍約在0.6-1CM。
二、壓膜附著力測試:胶带一卷宽12.7mm(0.5英寸)的3M牌600号压敏胶带,除透明胶带。
将不少于50mm(2英寸)长的一条压敏胶带稳定地压到被测区域的表面,并排除所有内部气泡。
施加胶带和去除胶带之间的时间应当小于1分钟。
通过施加一个与测试区域垂直的拉力迅速把胶带拉下。
每次测试都要用新的胶带。
对胶带和测试区域进行目检,观察是否存在被测材料从试样上部分剥落的迹象。
如果测试表面存在外来物(如油类,油脂等),可能会影响测试结果。
三、曝光1.底片下感度6.02.能量均勻性min/max在90%以上3.自動曝光機粘紙切割30片每次,手動曝光機板子及底片一片一粘;板子轉運必須用台車及L-RACK,杜絕手動搬運,)(1)、曝光能量格數測試:先準備好5片經塗布烘乾後的板子,選用敝司提供之曝光能量進行曝光作業,按正常顯影速度顯影後記錄能量格數,根據結果調節曝光能量,確保能量達到規範5~7格(21格能量表)(2)、能量均勻性測試測試方法:用專用照度計,對曝光機上下臺面進行9點測量,並記錄資料計算均勻性公式:min/max ≥90%四、顯影1.顯影點10-30%,碳酸鈉濃度0.9~1.1%2.顯影液過濾芯使用10um濾芯(1)、顯影點測試方法1:先準備好10片經塗布烘乾後未經曝光的板子,把顯影速度、壓力、藥業濃度調到管控標準內,把已準備好的10片板子緊密的放出顯影(板子間距不大於1cm),當第一片板子剛露出顯影槽時,關掉顯影傳動和上下噴壓,接著打開顯影工作槽的側蓋子,打開燈光觀察板子的顯影狀況,如果板子上面還殘留著一層污濁的顯影液(目視看去與顯影乾淨板子成為鮮明的對比),此顯影的位置則為顯影點,顯影破壞點應為10-30% ,如不合格,調整線速與噴壓;方法2:使用水溶性的筆測試法是不錯的方式,但是并不適用于濕法壓膜,先依據生產條件清潔一片基板,用水性筆作出記號并確定乾燥後進行壓膜,但是并不進行曝光,在顯影前考慮是否將底部噴嘴關掉,這樣可以使得觀察容易一些,去除保護膜并將電路板放入顯影槽中,可以開始進行顯影完成點的觀察。
PCB测试方法汇总1、手工视觉测试手工视觉测试是通过人的视觉与比较来确认PCB上的元件贴装,这种技术是使用最为广泛的在线测试方法之一。
但是随着产量的增加和电路板及元件的缩小,这个方法越来越不适用了。
低的预先成本和没有测试夹具是它的主要优点;同时,很高的长期成本、不连续的缺陷发觉、数据收集困难、无电气测试和视觉上的局限也是这种方法的主要缺点。
2、自动光学检查(AutomatedOpticalInspection,AOI)这种测试方法也称为自动视觉测试,通常在回流前后使用,是较新的确认制造缺陷的方法,对元器件的极性、元器件是否存在的检查效果比较好。
它是一种非电气的、无夹具的在线技术。
其主要优点是易于跟随诊断、程序容易开发和无夹具;主要缺点是对短路识别较差,且不是电气测试。
3、功能测试(FunctionalTest)功能测试是最早的自动测试原理,它是特定PCB或特定单元的基本测试方法,可用各种测试设备来完成。
功能测试主要有最终产品测试(FinalProductT est)和最新实体模型(HotMock-up)两种。
4、飞针测试机(Flying-ProbeTester)飞针测试机也称为探针测试机,也是一种常用的测试方法。
由于在机械精度、速度和可靠性方面的进步,它在过去几年中已经受到了普遍欢迎。
此外,现在对于原型(Prototype)制造、低产量制造所需要的具有快速转换、无夹具能力的测试系统的要求,使得飞针测试成为最佳选择。
飞针测试机的主要优点是,它是最快速的到达市场时间(TimeT oMarket)的工具,自动生成测试,无夹具成本,良好的诊断和易于编程。
5、制造缺陷分析仪(ManufacturingDefectAnalyzer,MDA)MDA是一种用于高产量/低混合环境中只诊断制造缺陷的好工具。
这种测试方法的主要优点是前期成本较低,高输出,容易跟随诊断和快速完全的短路以及开路测试等;主要缺点是不能进行功能测试,通常没有测试覆盖指示,必须使用夹具,测试成本高等。
一、前處理1.水破試驗傾斜45度,水膜破時間大於30秒2.微蝕速率30-50 u″烘乾溫度:80-100℃3.最後一槽純水導電度≤80μS以下,,PH值6--8(1).水破試驗:取三片經過前處理微蝕後的板子,取出放入準備好的水槽中,傾斜45度觀察水膜破時機,用秒錶計算水膜破的時間為30S以上(2).刷痕測試前處理刷輪的品質控制,一般刷磨機的作業指標是以所謂的刷痕試驗來執行,其作業方式就是將測試板傳送到刷輪位置,但是并不裡德刷磨,當測試板到達位置時停止傳動,此時進行刷輪的瞬間快轉之後就停止刷磨斷續一下支刷輪的測試。
一般對于刷痕的表現要求:所有的刷輪都要定期做水平度校正以及間隙的調整,這些調整對于刷痕的表現有直接的影響,而刷痕的狀況是一個經驗值,與刷磨的效果直接相關,一般建議的刷痕寬度範圍約在0.6-1CM。
二、壓膜附著力測試:胶带一卷宽12.7mm(0.5英寸)的3M牌600号压敏胶带,除透明胶带。
将不少于50mm(2英寸)长的一条压敏胶带稳定地压到被测区域的表面,并排除所有内部气泡。
施加胶带和去除胶带之间的时间应当小于1分钟。
通过施加一个与测试区域垂直的拉力迅速把胶带拉下。
每次测试都要用新的胶带。
对胶带和测试区域进行目检,观察是否存在被测材料从试样上部分剥落的迹象。
如果测试表面存在外来物(如油类,油脂等),可能会影响测试结果。
三、曝光1.底片下感度6.02.能量均勻性min/max在90%以上3.自動曝光機粘紙切割30片每次,手動曝光機板子及底片一片一粘;板子轉運必須用台車及L-RACK,杜絕手動搬運,)(1)、曝光能量格數測試:先準備好5片經塗布烘乾後的板子,選用敝司提供之曝光能量進行曝光作業,按正常顯影速度顯影後記錄能量格數,根據結果調節曝光能量,確保能量達到規範5~7格(21格能量表)(2)、能量均勻性測試測試方法:用專用照度計,對曝光機上下臺面進行9點測量,並記錄資料計算均勻性公式:min/max ≥90%四、顯影1.顯影點10-30%,碳酸鈉濃度0.9~1.1%2.顯影液過濾芯使用10um濾芯(1)、顯影點測試方法1:先準備好10片經塗布烘乾後未經曝光的板子,把顯影速度、壓力、藥業濃度調到管控標準內,把已準備好的10片板子緊密的放出顯影(板子間距不大於1cm),當第一片板子剛露出顯影槽時,關掉顯影傳動和上下噴壓,接著打開顯影工作槽的側蓋子,打開燈光觀察板子的顯影狀況,如果板子上面還殘留著一層污濁的顯影液(目視看去與顯影乾淨板子成為鮮明的對比),此顯影的位置則為顯影點,顯影破壞點應為10-30% ,如不合格,調整線速與噴壓;方法2:使用水溶性的筆測試法是不錯的方式,但是并不適用于濕法壓膜,先依據生產條件清潔一片基板,用水性筆作出記號并確定乾燥後進行壓膜,但是并不進行曝光,在顯影前考慮是否將底部噴嘴關掉,這樣可以使得觀察容易一些,去除保護膜并將電路板放入顯影槽中,可以開始進行顯影完成點的觀察。
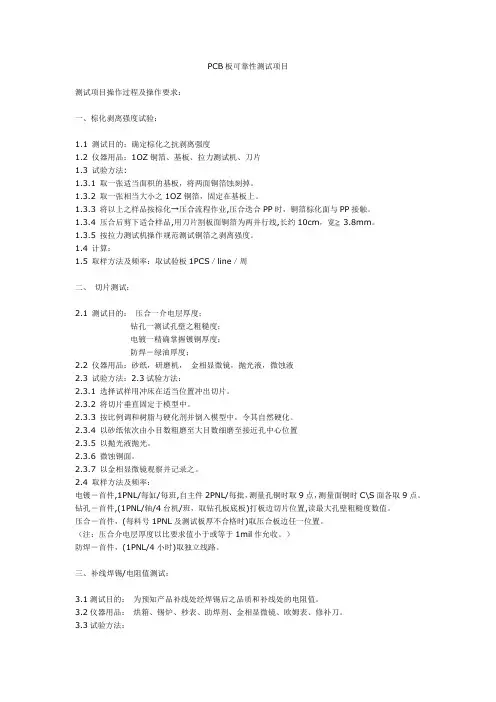
PCB板可靠性测试项目测试项目操作过程及操作要求:一、棕化剥离强度试验:1.1 测试目的:确定棕化之抗剥离强度1.2 仪器用品:1OZ铜箔、基板、拉力测试机、刀片1.3 试验方法:1.3.1 取一张适当面积的基板,将两面铜箔蚀刻掉。
1.3.2 取一张相当大小之1OZ铜箔,固定在基板上。
1.3.3 将以上之样品按棕化→压合流程作业,压合迭合PP时,铜箔棕化面与PP接触。
1.3.4 压合后剪下适合样品,用刀片割板面铜箔为两并行线,长约10cm,宽≧3.8mm。
1.3.5 按拉力测试机操作规范测试铜箔之剥离强度。
1.4 计算:1.5 取样方法及频率:取试验板1PCS/line/周二、切片测试:2.1 测试目的:压合一介电层厚度;钻孔一测试孔壁之粗糙度;电镀一精确掌握镀铜厚度;防焊-绿油厚度;2.2 仪器用品:砂纸,研磨机,金相显微镜,抛光液,微蚀液2.3 试验方法:2.3试验方法:2.3.1 选择试样用冲床在适当位置冲出切片。
2.3.2 将切片垂直固定于模型中。
2.3.3 按比例调和树脂与硬化剂并倒入模型中,令其自然硬化。
2.3.4 以砂纸依次由小目数粗磨至大目数细磨至接近孔中心位置2.3.5 以抛光液抛光。
2.3.6 微蚀铜面。
2.3.7 以金相显微镜观察并记录之。
2.4 取样方法及频率:电镀-首件,1PNL/每缸/每班,自主件2PNL/每批,测量孔铜时取9点,测量面铜时C\S面各取9点。
钻孔-首件,(1PNL/轴/4台机/班,取钻孔板底板)打板边切片位置,读最大孔壁粗糙度数值。
压合-首件,(每料号1PNL及测试板厚不合格时)取压合板边任一位置。
(注:压合介电层厚度以比要求值小于或等于1mil作允收。
)防焊-首件,(1PNL/4小时)取独立线路。
三、补线焊锡/电阻值测试:3.1测试目的:为预知产品补线处经焊锡后之品质和补线处的电阻值。
3.2仪器用品:烘箱、锡炉、秒表、助焊剂、金相显微镜、欧姆表、修补刀。
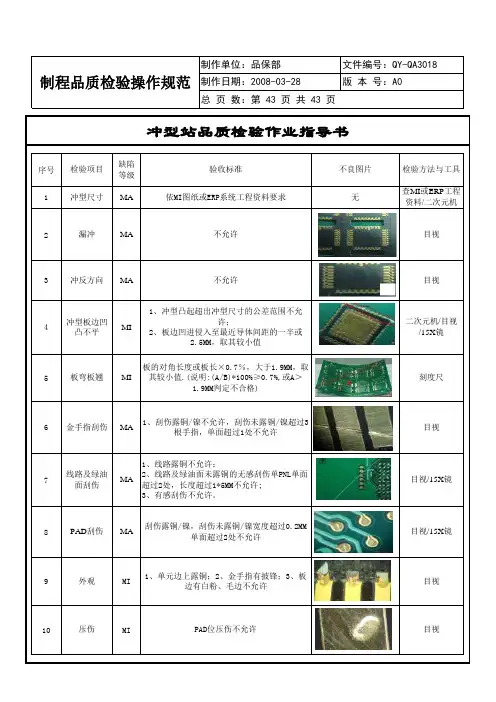
序号缺陷等级1MA 2MA 3MA 4MI 5MI 6MA 7MA 8MA 9MI 10MI 制程品质检验操作规范制作单位:品保部 文件编号:QY-QA3018
制作日期:2008-03-28
版 本 号:A0总 页 数:第 43 页 共 43 页
冲型站品质检验作业指导书
检验项目检验方法与工具验收标准不良图片冲反方向目视冲型尺寸查MI 或ERP 工程
资料/二次元机
漏冲目视依MI图纸或ERP系统工程资料要求无不允许金手指刮伤目视
冲型板边凹
凸不平二次元机/目视/15X 镜板弯板翘刻度尺
板的对角长度或板长×0.7%,大于1.9MM,
取其较小值.(说明:(A/B)*100%≥0.7%,或A>
1.9MM判定不合格)1、刮伤露铜/镍不允许,刮伤未露铜/镍超过
3根手指,单面超过1处不允许PAD位压伤不允许目视/15X 镜
PAD 刮伤目视/15X 镜
刮伤露铜/镍,刮伤未露铜/镍宽度超过0.2MM
单面超过2处不允许线路及绿油
面刮伤1、线路露铜不允许;2、线路及绿油面未露铜的无感刮伤单PNL单面超过2处,长度超过1*5MM不允许;
3、有感刮伤不允许。
不允许1、冲型凸起超出冲型尺寸的公差范围不允许;
2、板边凹进侵入至最近导体间距的一半或
2.5MM,取其较小值
目视外观目视
压伤1、单元边上露铜;2、金手指有披锋;3、板
边有白粉、毛边不允许。
pcb板子测试标准PCB板子测试标准。
PCB板子测试是电子产品制造过程中非常重要的环节,它可以保证电路板的质量和性能,确保产品的稳定性和可靠性。
因此,建立合理的测试标准对于保证产品质量具有重要意义。
首先,PCB板子测试应该包括以下几个方面,电气测试、功能测试、可靠性测试和环境适应性测试。
电气测试是最基本的测试环节,通过测试电路板的导通性、短路和断路情况,以及电阻、电容和电感等参数来验证电路板的基本电气性能。
功能测试则是验证电路板的功能是否符合设计要求,例如对于数字电路板,需要验证逻辑门的运行状态;对于模拟电路板,需要验证放大器、滤波器等功能模块的性能。
可靠性测试是验证电路板在长时间工作条件下的稳定性和可靠性,例如高低温循环测试、湿热循环测试等;而环境适应性测试则是验证电路板在不同环境条件下的适应性,例如耐高温、耐低温、耐湿热等。
其次,PCB板子测试应该根据具体产品的特点和要求来制定相应的测试标准。
不同类型的产品对于电路板的要求也不同,因此测试标准应该根据产品的特点来制定。
例如对于工业控制产品,由于其工作环境复杂,对于电路板的可靠性和环境适应性要求较高,因此测试标准应该重点考虑这些方面;而对于消费类产品,功能测试可能是更为重要的环节,因此测试标准应该更加注重功能测试的内容和方法。
最后,PCB板子测试标准的制定应该遵循一些基本原则。
首先是科学性原则,即测试标准应该基于科学的原理和方法,能够准确反映电路板的性能和质量;其次是全面性原则,即测试标准应该全面考虑电路板的各项性能指标,不能只注重某一方面而忽略其他方面;再次是实用性原则,即测试标准应该能够在实际生产中得到有效应用,测试方法应该简便、快捷、准确;最后是动态性原则,即测试标准应该随着技术的发展和产品的更新而不断完善和改进。
总之,制定合理的PCB板子测试标准对于保证产品质量和性能具有重要意义。
通过科学、全面、实用和动态的测试标准,可以有效地提高电路板的质量和可靠性,为电子产品的制造和应用提供有力的保障。
pcb测试方案一、引言PCB(Printed Circuit Board)是电子设备中重要的组成部分,为了确保它的质量和可靠性,需要进行严格的测试。
本文将介绍一种可行的PCB测试方案,以确保PCB在生产过程中达到预期的质量标准。
二、测试目标1. 确保电路连接正常:测试电路连接的可靠性,避免因接触不良或线路短路引起的问题。
2. 检测电气性能:测试PCB的电气特性,包括电压、电流、功耗、信号传输等参数。
3. 验证PCB设计:通过测试,验证PCB设计是否满足需求,并进行功能性验证。
三、测试方法1. 异常电压测试:通过在PCB上施加异常电压,如过电压和欠电压,测试电路的稳定性和保护功能。
2. 异常温度测试:模拟极端高温和低温环境对PCB的影响,测试PCB在不同温度下的性能。
3. 信号完整性测试:使用信号发生器和示波器,测试高速信号在PCB上的传输情况,检测信号的时延、波形失真等。
4. 静电放电测试:测试PCB的静电放电防护能力,防止由于静电放电引起的故障。
5. 焊接质量测试:对PCB上的焊接点进行可视化检查,确保焊接质量良好,无虚焊、漏焊等问题。
6. 功能测试:根据PCB的设计功能,进行相关测试,包括输入输出接口测试、开关和按钮功能测试等。
7. 可靠性测试:在标准工作条件下对PCB进行长时间测试,以验证其可靠性,在不同工作条件下测试其寿命。
四、测试设备与工具1. 特定测试设备:选择适合的测试设备,如万用表、示波器、信号发生器、热冲击箱等,来完成不同的测试任务。
2. 标准测试工具:使用标准测试工具,如测试夹具、探针、测试线缆等,以确保测试的准确性和稳定性。
五、测试流程1. 确定测试目标和要求。
2. 配置测试设备和工具。
3. 准备测试样品。
4. 进行不同的测试,按照测试方法逐步进行。
5. 记录测试数据和结果。
6. 分析和评估测试结果,判断是否符合质量标准。
7. 提出改进措施,优化PCB设计和测试过程。
六、测试结果与分析通过以上的测试,可以得出PCB的性能和质量评估结果。
PCB板测试项目1、切片分析➢测试目的:电镀铜厚度;测试孔壁的粗糙度;介电层厚度;防焊绿油厚度;➢测试方法:对PCB板金属化孔进行切片分析2、绿油附着力测试➢测试目的:测试防焊漆和板料或线路面的附着力。
➢测试方法:用600#3M胶带紧贴于PCB绿油面上长度约2英寸长,用手抹3次胶面,确保贴平,胶带每次只可使用一次。
用手将胶带垂直板面快速地拉起,检查胶带是否有附上防焊漆,板面防焊漆是否有松起或分离之现象。
3、金属化孔热应力试验:➢测试目的:观察金属化孔内的互连是否有破坏,玻璃布基材是否有分层现象。
➢试验方法:1、样品PCB置入烤箱烘150℃,4小时,取出试样待其冷却至室温。
2、样品PCB于288℃±5℃之锡炉中完全浸入锡液10±1秒/次,取出冷却后做第二次,共3次。
取出试样后待其冷却,并将试样清洗干净。
3、做孔切片(依最小孔径及PTH孔作切片分析)。
利用金相显微镜观查孔内切片情形。
4、介质耐压测试➢测试目的:测试线路板材料的绝缘性能及导线间空间是否足够➢测试设备:耐压测试仪➢测试方法:1、在PCB板上选取2组测试对象,包括同层相邻导线间及相邻层间,分别通过软导线引出2、试验前,烘烤板子,温度为50-60℃/3小时,冷却至室温3、将耐电压测试仪分别连接到被测PCB板上试验线上4、将电压值从0V升至500VDC(两层板2000V),升压速度不超过100V/s5、在500VDC的电压作用下持续时间30s➢接收标准:在测试过程中,绝缘介质或导体间距之间,不应出现电弧、火光、闪络、击穿等情况。
5、湿热及绝缘电阻试验:➢测试目的:检测印制板在暴露于高湿度和热条件,绝缘材料绝缘电阻的下降程度。
➢测试设备:耐压测试仪、湿热箱、直流电压源➢测试方法:1、选择测试点:在PCB板上选取2组测试对象,包括同层相邻导线间及相邻层间,分别通过软导线引出(与介质耐压试验选取测试对象相同)2、试验前测试:应在标准规定试验室环境,施加产品规定试验电压,测量测试点间绝缘电阻,测试时正负极性交替,两次测试结果。
PCB测试工艺及技术方法详解PCB(Printed Circuit Board)测试是在PCB制造过程中对电路板进行检测和验证的过程,旨在确保电路板质量符合设计规范。
同时,通过测试,可以及早发现并修复电路板上的缺陷,以确保电路板的可靠性和性能。
1. 目视检查(Visual Inspection)目视检查是最简单的一种PCB测试方法。
操作人员使用肉眼观察电路板上的线路、焊点以及印刷图案等,以检查电路板是否存在明显缺陷,如焊点未焊接、线路之间短路等。
目视检查的好处是成本低廉,操作简单,但是效率较低,不适用于大规模生产中。
2. 声学测试(Acoustic Testing)声学测试是一种利用超声波进行无损检测的方法。
通过超声波的传播和反射来检查电路板上的缺陷,如气泡、裂纹、焊接错误等。
声学测试技术基于超声波的频率和波长的关系进行缺陷检测,可以提供更准确和可靠的结果。
然而,声学测试的设备成本较高,需要专业的技术人员进行操作。
3. 线路连通性测试(Continuity Testing)4. 高电压测试(High Voltage Testing)高电压测试是一种测试电路板绝缘强度是否达到要求的方法。
通过施加较高的电压到电路板上,检测是否存在电路之间的漏电现象。
高电压测试主要用于高压电器和高性能电子设备的PCB测试中。
需要注意的是,高电压测试时需要采取安全措施,避免对人和设备造成损害。
5. 功能测试(Functional Testing)功能测试是一种对电路板进行正常工作情况下的整体功能验证的方法。
通过将电路板连接到相应的电源和设备上,进行各种操作和测试,来检查电路板是否符合设计要求和功能规范。
功能测试可以模拟实际使用场景,测试电路板的性能、稳定性和可靠性。
功能测试一般需要使用专业的测试设备和软件,并且需要根据具体产品的功能要求进行定制。
除了以上介绍的PCB测试方法外,还有一些其他的测试方法,如热冲击测试、震动测试、环境适应性测试等。
PCB测试工艺技术随着电子行业的迅速发展,PCB板的应用越来越广泛。
为了保证产品品质和稳定性,在生产过程中需要进行PCB测试工艺技术。
本文将介绍PCB测试工艺技术的原理、方法和流程,以及相关的测试仪器设备和常见的测试问题及其解决办法。
一. PCB测试工艺技术的原理和方法PCB测试工艺技术是指在电子产品的生产过程中,通过一系列的测试工序对生产出的PCB板进行测试,以检测PCB板的功能是否符合要求。
其原理是通过测试PCB板的电气性能来判断PCB板的质量。
主要包括以下方法:1.电路连通性测试电路连通性测试是一项起始测试,它可以检测PCB板电路的连通情况,比如是否有开路、短路等问题。
测试方法主要有针式测试和机器式测试两种。
针式测试需要用到专用的测试针,将它们插入PCB板上的测试点进行测试。
机器式测试则需要用到自动测试仪器,它可以快速地测试PCB板上大量的测试点。
2.点数测试点数测试可以检测PCB板上有多少电路,而这些电路是通过测试的。
这一测试方法可以帮助检测出任何未能测试过的区域,以便进行必要的修改和改进。
3.板面外观检查板面外观检查是指检查PCB板在制造过程中是否晶体尺寸、线宽和孔径符合规格要求。
此外,维修和维护人员也可以用它来检查PCB板是否已受到某些损害,如触电或电子计算机。
二. PCB测试工艺技术的流程PCB测试的流程主要包括以下步骤:1.确定测试项目。
在进行PCB测试之前,需要确定测试的项目,即确定测试的类型和范围。
2.准备测试样品。
准备好要测试的PCB板和相应的测试仪器。
同时确保测试样品在一定条件下,如温度、湿度、电源等情况下的测试。
3.进行测试。
根据测试项目进行测试。
4.记录测试结果。
根据测试结果建立PCB板的测试报告。
5.总结和改进。
总结测试结果,确定下一步工作的方向,并改进测试方法和测试参数等。
三. PCB测试工艺技术的测试仪器设备常见的PCB测试工艺测试仪器设备有:1.万用表2.直流电源和交流源3.频率计和波形发生器4.示波器5.网络分析仪6.自动测试仪7.参数测试仪等。
PCB板的测试方法PCB板(Printed Circuit Board,印制电路板)是电子产品中的关键组成部分,负责电子元器件的连接和支持。
在PCB板的制造过程中,为了保证电路板的质量和可靠性,需要进行各种测试。
下面将介绍几种常见的PCB板测试方法。
1.目视检查:目视检查是最简单且最基础的PCB板测试方法。
检查人员通过肉眼观察PCB板上的元器件、印制电路和连接线,检查是否有焊接问题、元器件损坏或错位等缺陷。
2.X射线检查:X射线检查可以用于检测PCB板中元器件的安装质量和焊接质量。
X射线可以透过PCB板,帮助检查人员观察元器件的安装位置、焊点的完整性和可靠性。
3. 印刷回路测试(PCB Tester):印刷回路测试是一种用于验证PCB板电气连通性的方法。
在PCB制造的早期,印刷回路测试通常会使用简单的手工测试方法,如使用导线和电流表测试各个节点的连通性。
随着电子设备的复杂性越来越高,专门的印刷回路测试设备被引入,可以自动地进行测试,快速地发现电气连通性问题。
4.电子测试:电子测试是一种通过测量电路参数(如电阻、电容、电感、开关状态等)来检测PCB板性能的方法。
电子测试通常使用多用途测试仪(如万用表、示波器等)进行,检测人员需要将测试仪与PCB板相连,并进行相应参数的测量。
5.高频测试:高频测试主要针对高频电路的性能进行检测。
高频电路在通信、雷达、射频等领域中广泛应用,需要经过严格的测试来确保其工作性能和可靠性。
高频测试主要包括电压驱动、幅度衰减、频谱分析等测试,通常使用专门的高频测试设备进行。
6.温度测试:温度测试是一种通过模拟不同工作温度下的条件来测试PCB板的性能和可靠性的方法。
温度测试可以帮助检测人员发现在不同温度下可能出现的问题,如元器件的故障、接触不良等。
7.振动测试:振动测试是一种通过模拟PCB板在运行中的振动环境,来测试其机械强度和可靠性的方法。
振动测试主要通过使用振动台或振动器来模拟不同频率和幅值的振动,观察PCB板在振动环境下的性能和可靠性。
PCB板的测试方法PCB板是电子产品中必不可少的组成部分,负责连接各个电子元器件,并传递电信号和电能。
为了确保PCB板的质量,需要对其进行严格的测试。
下面将介绍一些常用的PCB板测试方法。
1.目视检查:这是最简单也是最常用的测试方法之一,通过肉眼观察PCB板上的焊点、引线和元器件等是否存在损坏、短路、接触不良等问题。
同时还可以检查是否有明显的腐蚀、裂纹等。
2.电气连通测试:通过使用测试仪器对PCB板的电气连通性进行测试。
通常使用万用表、电阻表、电源等仪器进行测试,检测PCB板上的导线和元件之间的连接是否正常,避免开路、短路和接触不良等问题。
3.焊点测试:焊点是连接元器件与PCB板的重要部分,所以需要进行焊点测试。
可以使用显微镜或特殊的测试仪器对焊点进行检查,确保焊点的质量和牢固性。
4.功能性测试:对PCB板进行功能性测试,可以通过电源连接电路并使用测试仪器或设备进行测试,检测PCB板上各部分的电路和电子元器件是否正常工作。
5.环境适应性测试:测试PCB板在各种环境条件下的适应性。
可以将PCB板放入高温、低温、潮湿等环境中,检测其在不同环境下是否能正常工作。
6.信号完整性测试:用于测试信号的传输和接收是否正常,避免信号丢失、干扰和失真等问题。
可以使用示波器等仪器进行测试。
7.绝缘测试:用于测试PCB板上的绝缘性能,检测是否有漏电、绝缘损坏等问题。
可以使用绝缘电阻测试仪进行测试。
8.高频测试:用于测试PCB板在高频环境下的电性能。
主要通过网络分析仪等仪器进行测试。
9.可靠性测试:测试PCB板的可靠性和寿命。
可以使用加速老化测试、振动测试、冲击测试等方法进行测试,以验证PCB板的可靠性。
10.X射线检测:用于检测PCB板内部的焊点连接情况,以及检查是否存在线路间的短路、开路等问题。
可以通过X射线检测设备进行测试。
通过以上的测试方法,可以全面地检查PCB板的质量和性能,确保其可以正常工作并符合设计要求。