电梯制造工艺流程图教学教材
- 格式:doc
- 大小:42.50 KB
- 文档页数:4
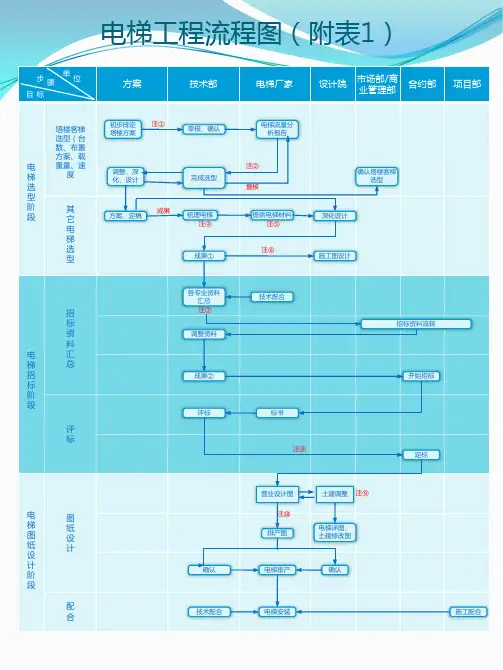
电梯工程流程图(附表1)方案技术部电梯厂家设计院市场部/商业管理部合约部项目部步
骤目标单位塔楼客梯选型(台数、布置方案、载重量、速度其它电梯选型招标资料汇总初步排定塔楼方案调整、深化、设计方案、定稿审核、确认完成选型电梯流量分析报告注①注②复核梳理电梯注④提供电梯材料深化设计成果①确认塔楼客梯选型各专业资料汇总注⑦技术配合招标资料流转调整资料成果②开始招标标书
评标注⑧定标
注⑨
营业设计图土建调整注⑩排产图电梯详图、土建修改图确认确认
电梯排产电梯安装技术配合施工配合电梯图纸设计阶段电梯招标阶段电梯选型阶段成果施工图设计注⑤注⑥评标图纸设计配合。
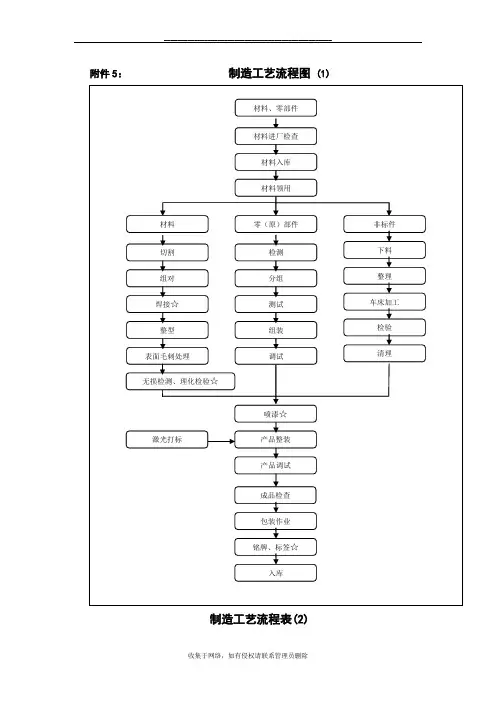
附件5:制造工艺流程图 (1)制造工艺流程表(2)注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序有关制造工艺流程图的详细说明○将材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,接着利用攻螺丝机加工螺孔。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛丸清理。
○抛丸清理后进行喷漆作业,该工艺属关键和特殊工序。
○完成成品检查后打制铭牌、加贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品入库,根据产品标准书的标准要求规定,全程记录及管理。
编制:张宝日期:2013年07月10日审批:王建伟日期;2013年07月11日过热与过烧的区别过热是由于锻造加热温度高,存在一定的保温,导致晶粒快速张大,而产生的过热组织.但是过热组织还有一种可能,是加热温度很快(比如感应加热),晶粒没有出现快速张大现象,但是锻造过程很快,产品是终锻后温度高,在锻后堆冷的时候晶粒继续张大,而产生过热组织.过热:加热转变终了时所得奥氏体晶粒一般均较细小。
但如果在转变终了继续升高温度,则如前所述,奥氏体晶粒将继续长大。
如果仅仅是晶粒长大而在晶界上并未发生能使晶界弱化的某些变化,则被称为过热。
过热将使随后的缓冷所得的铁素体晶粒、珠光体团以及随后的快冷所得的马氏体组织变粗,这将便钢的强度和韧性变坏。
因此必须用再次热处理来校正由于加热不当而出现的过热现象。
过热:钢被加热到Ac3(见铁碳相图)以上某一温度,随着奥氏体晶粒的长大,在粗大的奥氏体晶界上,发生了化学成分的明显变化(主要是硫的偏析),在冷却时,或者在原始奥氏体晶界上保持了硫的偏析,或者产生了第二相(主要是硫化物)质点的网状沉积,导致晶界脆化,使钢的拉伸塑性和冲击韧性明显降低的现象。
如果没有硫的析出,不算是过热。
钢的过热温度1200~1350℃之间。
过热钢的特征:1、宏观断口:产生结晶状断面或无金属光泽的灰白色粒状断面2、显微特征:粗大的A(奥氏体)晶粒,魏氏体组织,原始A晶界处S偏析或硫化锰沉淀3、过热钢的机械性能:塑性和冲击韧性明显降低,对强度和硬度基本无影响4、钢发生过热后的补救措施:正火,淬火和回火(注:钢淬火后都需要回火以提高其塑、韧性)过烧:如果加热温度过高,不仅奥氏体晶粒已经长大,而且在奥氏体晶界上也已发生了某些能使晶界弱化的变化,称之为过烧。
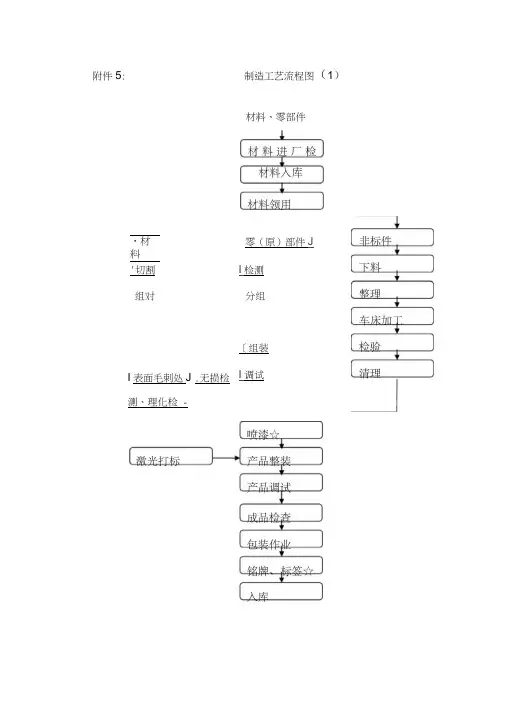
附件5: 制造工艺流程图(1)
材料、零部件
•材
料
零(原)部件J
'切割I检测
组对分组
〔组装
I表面毛刺处J .无损检
测、理化检 -
I调试
2)
制造工艺流程表
注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
有关制造工艺流程图的详细说明
O将材料切割成所需的大小及形状。
O利用切割机分料初步加工之后,接着利用攻螺丝机加工螺孔'
O加工后的材料做为产品以成形,但为了提高表面粗度,进行抛丸清理。
O抛丸清理后进行喷漆作业,该工艺属关键和特殊工序。
O完成成品检查后打制铭牌、加贴标签入库。
该工艺属关键和特
殊工序
※从原料入库到成品入库,根据产品标准书的标准要求规定,全
程记录及管理。
电梯钢构工程施工程序图一、施工前准备1. 经过相关部门审批,确定施工计划和设计方案。
2. 选派专业施工团队,制定施工组织设计。
3. 安排专业工程师进行现场勘测和测量,确认施工场地的具体情况。
4. 编制施工施工图纸和材料清单,保障施工过程中的准确性。
5. 采购所需设备、材料和工具,确保施工顺利进行。
二、施工工序1. 地基处理将电梯的安装基础固定在地基上,需要对地面进行平整处理,确保基础面水平平整,无明显的坑洼和高低差。
2. 主体结构安装按照设计图纸上的要求,将钢结构构件按照一定的顺序安装到指定位置,确保主体结构的安全和稳定。
3. 钢结构加固对已经安装好的主体结构进行钢结构加固,以增加整体的稳定性和承重能力。
4. 电梯轿厢安装将电梯轿厢吊装到安装位置,并进行固定,连接电梯轿厢和主体结构。
5. 电梯门安装安装电梯门和门轨,确保电梯的开闭功能正常。
6. 门套安装安装电梯门套,美化电梯门口的外观。
7. 井道装饰对电梯井道进行装饰,提升电梯井道的整体美观性。
8. 电梯操作系统安装安装电梯的操作系统,确保电梯的正常运行和安全性。
9. 系统调试对整个电梯系统进行调试,检查其运行是否正常,保障安全性。
10. 完工验收施工完成后,对整个电梯进行验收,确保施工质量符合相关标准和规定。
11. 施工结算完成所有工程后,进行工程结算,核实材料和人工费用,确保各项费用的合理性和准确性。
三、施工注意事项1. 安全第一,严格遵守相关安全规定,保障施工人员和施工场地的安全。
2. 严格按照设计图纸进行施工,确保施工质量和规范。
3. 定期检查施工进度,确保施工按照计划进行。
4. 注意施工现场环境保护,保障环境卫生和整洁。
5. 配合客户进行施工过程中的沟通和协调,确保施工符合客户需求。
以上即为电梯钢构工程施工程序,施工过程中需要严格按照相关规定和要求进行操作,确保电梯的安装和运行质量。
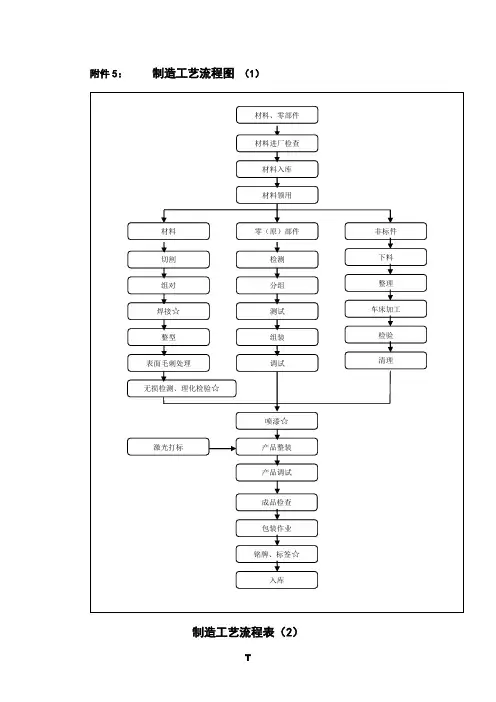
附件5:制造工艺流程图(1)
制造工艺流程表(2)
注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
有关制造工艺流程图的详细说明
○将材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,接着利用攻螺丝机加工螺孔.
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛丸清理.
○抛丸清理后进行喷漆作业,该工艺属关键和特殊工序。
○完成成品检查后打制铭牌、加贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品入库,根据产品标准书的标准要求规定,全程记录及管理.。
电梯制造工艺流程图
附件5:制造工艺流程图 (1)
制造工艺流程表(2)
注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序有关制造工艺流程图的详细说明
○将材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,接着利用攻螺丝机加工螺孔。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛丸清理。
○抛丸清理后进行喷漆作业,该工艺属关键和特殊工序。
○完成成品检查后打制铭牌、加贴标签入库。
该工艺属关键和特殊工序。
※从原料入库到成品入库,根据产品标准书的标准要求规定,全程记录及管理。