PVC聚合的四种生产工艺
- 格式:ppt
- 大小:2.00 MB
- 文档页数:41
1.2.1 PVC合成工艺到目前为止,世界上PVC生产的聚合工艺主要有五种,即悬浮、本体、乳液、微悬浮及溶液聚合工艺。
其中悬浮聚合工艺一直是工业生产的主要工艺,绝大部分均聚及共聚产品都是采用悬浮聚合工艺。
以美国为例,PVC生产工艺中,悬浮聚合占87.8%,本体聚合占4.4%,乳液和微悬浮占6.4%,溶液聚合占1.4%。
与美国相比,西欧乳液和本体聚合的比例较大,而日本则悬浮聚合占的比例较大。
PVC大分子是以头-尾连接的。
由于聚合过程中产生副反应,脱氯化氢反应及氧化反应等因素导致大分子链段上有头-头连接,产生不饱和双键,形成带有氯原子的叔碳原子及形成各种长的支键和含氧基团,悬浮聚合的聚氯乙烯分子链约有30-50个支链。
PVC分子链上的氯原子与氯原子相对位置的不同有无规,间规和全同等构型,PVC以无规立构为主,所以基本上是无定型结构。
全同立构极少,间同立构约占7.15%。
它易形成细小的微晶。
这种晶体使增塑剂难于进入,只有较高的温度才能形成结晶链段。
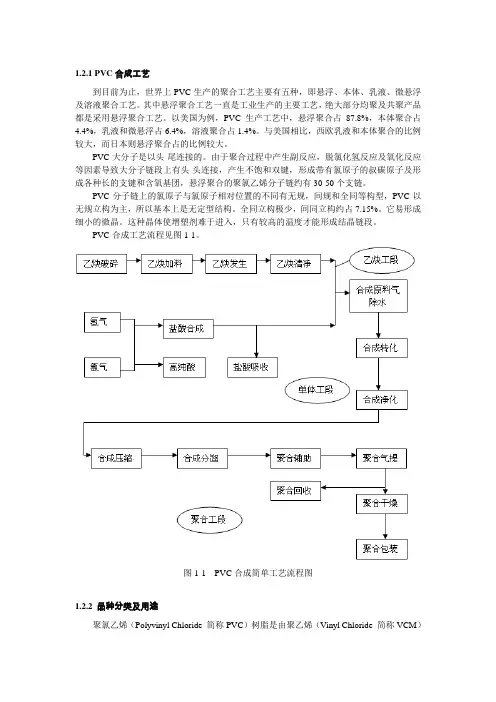
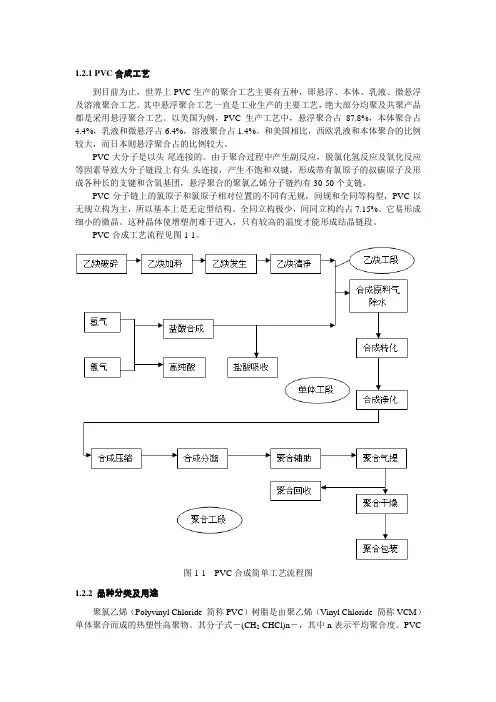
PVC合成工艺流程见图1-1。
图1-1 PVC合成简单工艺流程图1.2.2 品种分类及用途聚氯乙烯(Polyvinyl Chloride 简称PVC)树脂是由聚乙烯(Vinyl Chloride 简称VCM)单体聚合而成的热塑性高聚物。
其分子式-(CH2-CHCl)n-,其中n表示平均聚合度。
PVC 为无定形聚合物,含结晶度5%-10%的微晶体,熔点为175℃。
目前商品化的PVC树脂的平均相对分子质量范围在1.9×105-5.0×106(X n=350-8000)之间。
PVC一般按聚合度式分子量不同划分不同的牌号。
分子量的大小根据制品性能决定。
软质制品要求较高的分子量,硬质制品不加或少加增塑剂则要求较低的分子量。
聚氯乙烯分子量高,其力学性能好,但加工困难。
聚氯乙烯分子量分布对加工性能和制品质量影响都很大,一般以窄分布或双峰分布为佳。
我国工业化生产的聚氯乙烯树脂以悬浮法及乳液法两种为主。
pvc生产工艺PVC(聚氯乙烯)是一种重要的塑料材料,被广泛应用于建筑、电子、医疗、汽车等领域。
PVC的生产工艺可以分为以下几个步骤:原料准备、聚合、挤出、成型和后处理。
首先,原料准备是PVC生产工艺的重要一步。
主要原料包括乙烯、氯乙烯和添加剂。
乙烯和氯乙烯是通过石油炼制或脱氯制备得到的。
添加剂包括稳定剂、增塑剂和填料等。
这些原料需要经过检测和配比,确保其质量合格并满足特定要求。
接下来是聚合阶段。
聚合是将乙烯和氯乙烯通过高温和催化剂的作用进行化学反应,形成聚合氯乙烯。
在聚合过程中,由于加入了稳定剂等添加剂,可以控制反应的速度和产物的性质,确保聚合物的质量。
然后是挤出过程。
挤出是将聚合氯乙烯均匀地压入挤出机中,通过高温和高压的作用,使其经过机械挤压形成柔软的塑料管。
挤出过程中,可以通过改变挤出机的温度和压力来控制挤出速度和产品质量。
接下来是成型阶段。
在挤出机输出的PVC软管经过冷却后,可以采取不同的成型方式,例如卷绕或切割。
卷绕是将PVC软管通过卷绕装置卷绕成卷,方便储存和运输。
切割是将PVC软管按照需要的长度进行切割,用于不同的应用场景。
最后是后处理过程。
在成型后,PVC制品可能需要经过一些后处理工艺,以提高其性能和外观。
例如,可以进行表面处理,通过涂覆、印刷等方式,使PVC制品具有更好的外观。
此外,还可以进行硬化、热处理等工艺,以增强PVC制品的物理性能。
总而言之,PVC生产工艺是一个复杂的过程,涉及原料准备、聚合、挤出、成型和后处理等多个环节。
通过科学的生产工艺和严格的品质控制,可以生产出质量可靠的PVC制品。
作为一种重要的塑料材料,PVC的广泛应用为不同领域的发展提供了重要的支持。
乙烯法pvc生产工艺技术乙烯法PVC(聚氯乙烯)是一种常用的塑料材料,广泛应用于建筑、电子、汽车、医疗等领域。
乙烯法PVC生产工艺技术是指通过乙烯与氯气的化学反应,生成单体氯乙烯,并通过聚合反应制得聚氯乙烯。
乙烯法PVC的生产工艺分为以下几个步骤:1.乙烯制备:乙烯是乙烯法PVC生产的原料之一,可以通过石油裂解或天然气加工等方式制备。
乙烯制备的关键是确保乙烯的纯度和质量。
2.氯气制备:氯气是乙烯法PVC生产的另一个重要原料。
可以通过盐酸电解或氯气制备装置制备。
这一步骤中需要注意保证氯气的纯度和质量,以确保后续反应的进行。
3.单体氯乙烯制备:乙烯与氯气经过氯化反应生成单体氯乙烯。
这是一个放热反应,需要控制反应条件,例如温度、压力和反应时间等,以及使用催化剂来促进反应的进行。
4.聚合反应:单体氯乙烯通过聚合反应形成聚氯乙烯。
聚合反应可以分为热聚和自由基聚合两种方式。
热聚是将单体氯乙烯加热至高温,利用热能使其分子发生聚合。
自由基聚合则是通过引入引发剂,使单体氯乙烯的聚合反应在温和条件下进行。
5.产品加工:聚氯乙烯经过聚合反应后,可以通过挤出、注塑、吹塑等方式进行加工。
挤出是将聚氯乙烯加热,然后通过挤压机将其挤出成型。
注塑是将熔融的聚氯乙烯注射进模具中,通过冷却固化成型。
吹塑则是将熔融的聚氯乙烯通过模具吹气,使其成型。
乙烯法PVC生产工艺技术在实际应用中需要注意以下几点:1.原料质量的控制:乙烯和氯气作为乙烯法PVC生产的关键原料,其质量对产品质量有很大影响。
因此,需要对原料进行严格的检测和控制,确保其纯度和质量。
2.反应条件的控制:乙烯与氯气的氯化反应和聚合反应需要控制合适的温度、压力和反应时间。
过高或过低的反应条件都会影响产品的质量和产量。
3.催化剂的选择和使用:在氯化反应和聚合反应中,催化剂的选择和使用对反应的进行起到重要作用。
需要选择适合的催化剂,以提高反应效率和产品质量。
4.工艺流程的调整和优化:乙烯法PVC生产工艺技术是一个复杂的过程,需要根据实际情况进行工艺流程的调整和优化,以提高产品的工艺性能和经济效益。
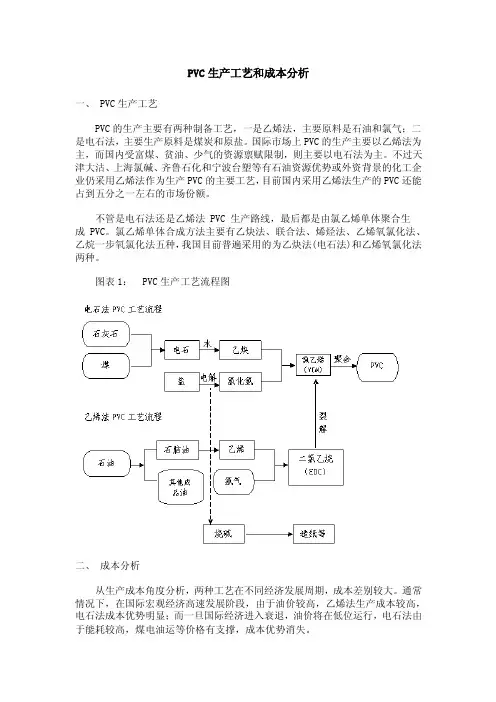
PVC生产工艺和成本分析一、 PVC生产工艺PVC的生产主要有两种制备工艺,一是乙烯法,主要原料是石油和氯气;二是电石法,主要生产原料是煤炭和原盐。
国际市场上PVC的生产主要以乙烯法为主,而国内受富煤、贫油、少气的资源禀赋限制,则主要以电石法为主。
不过天津大沽、上海氯碱、齐鲁石化和宁波台塑等有石油资源优势或外资背景的化工企业仍采用乙烯法作为生产PVC的主要工艺,目前国内采用乙烯法生产的PVC还能占到五分之一左右的市场份额。
不管是电石法还是乙烯法 PVC 生产路线,最后都是由氯乙烯单体聚合生成 PVC。
氯乙烯单体合成方法主要有乙炔法、联合法、烯烃法、乙烯氧氯化法、乙烷一步氧氯化法五种,我国目前普遍采用的为乙炔法(电石法)和乙烯氧氯化法两种。
图表1: PVC生产工艺流程图二、成本分析从生产成本角度分析,两种工艺在不同经济发展周期,成本差别较大。
通常情况下,在国际宏观经济高速发展阶段,由于油价较高,乙烯法生产成本较高,电石法成本优势明显;而一旦国际经济进入衰退,油价将在低位运行,电石法由于能耗较高,煤电油运等价格有支撑,成本优势消失。
乙烯法成本的构成主要有乙烯消耗量、氯气消耗量、耗电量、加工助剂和管理人工费等。
乙烯法每生产1吨PVC要消耗乙烯0.5吨,消耗氯气0.65吨,两者约占成本的60%左右。
在原料成本中乙烯成本占了主要部分,乙烯价格对PVC 的成本有较大影响。
虽然乙烯法耗能量较电石法低,但其设备投资却十分巨大,因此设备折旧在成本中所占比重较大。
电石法成本主要由电石费用、氯化氢费用和水电费构成。
按照国家标准:生产1吨PVC消耗电石1.45~1.5吨,(一般以1.45计算,但一般实际生产过程中消耗会高于这个比例,只有少数能达到这个标准),消耗氯化氢气体0.75~0.85吨(一般以0.76计),每吨耗电量约450~500kw·h,另有其它项目开支,如包装费、引发剂、分散剂、水费、管理人员费用等。
聚氯乙烯树脂生产工艺聚氯乙烯(Polyvinyl Chloride,PVC)是一种由氯乙烯(Vinyl Chloride,VC)聚合而成的合成树脂,广泛应用于建筑材料、电线电缆、家具等领域。
下面简单介绍聚氯乙烯树脂的生产工艺。
聚氯乙烯树脂的生产工艺主要包括三个步骤:氯乙烯的聚合、树脂化和制备成型。
第一步,氯乙烯的聚合。
聚氯乙烯的聚合一般采用乳液聚合法。
首先,在反应釜中加入乳化剂、发生剂和增塑剂,然后加入氯乙烯,通过搅拌和加热使乳液发生聚合反应。
聚合反应需要控制反应温度和反应时间,以确保聚合产物的质量和收率。
第二步,树脂化。
聚合后的乳液经过过滤、脱溶剂等处理,去除其中的杂质,得到含有PVC颗粒的树脂块。
然后将树脂块送入下一步的制备成型工序。
第三步,制备成型。
制备成型一般包括塑化和成型两个步骤。
首先,将树脂块放入高速搅拌机中,加入增塑剂和其他辅助剂,通过高速搅拌使树脂块塑化成为形似胶状的物料。
然后,将塑化物料送入挤出机,在挤出机的作用下,将物料挤出成为所需形状的制品,如管道、板材等。
在聚氯乙烯树脂的生产过程中,还需要注意以下几点:1. 选择合适的原料。
氯乙烯的纯度和含杂物的含量会影响聚合反应的效果和树脂的质量,因此需要选择高纯度的氯乙烯作为原料。
2. 控制反应条件。
反应温度和反应时间需要根据具体情况进行调控,以控制聚合的程度和产物的质量。
3. 严格控制工艺参数。
制备成型过程中,需要根据物料的性质和制品的要求,合理调整挤出机的温度、转速等参数,以确保制品的质量。
4. 进行质量检测。
树脂的质量检测包括密度、拉伸强度、抗冲击性等指标,需要通过相应的测试方法和设备进行检测,以确保树脂达到标准要求。
以上就是聚氯乙烯树脂生产工艺的简要介绍,希望对您有所帮助。
聚氯乙烯的聚合一、聚氯乙烯悬浮聚合原理聚氯乙烯工业化生产方法有四种:悬浮法、乳液法、本体法、微悬浮法。
悬浮聚合:通过强力搅拌并在分散剂的作用下,把单体分散成无数的小液珠悬浮于水中由油溶性引起剂引起而进行的聚合反应。
溶有引起剂的单体以液滴状悬浮于水中进行自由基聚合的方法称为悬浮聚合法。
整体看水为连续相,单体为分散相。
聚合在每一个小液滴内进行,反应机理与本体聚合相同,可看做小液珠本体聚合。
悬浮聚合体系普通由单体、引起剂、水,分散剂四个基本组分组成。
悬浮聚合体系是热力学不稳定体系,需借搅拌和分散剂维持稳定。
在搅拌剪切作用下,溶有引起剂的单体分散成小液滴,悬浮于水中引起聚合。
不溶于水的单体在强力搅拌作用下,被粉碎分散成小液滴,它是不稳定的,随着反应的进行,分散的液滴又可能凝结成块,为防止粘结,体系中必须加入分散剂。
悬浮聚合产物的颗粒粒径普通在0.05~0.2mm。
其形状、大小随搅拌强度和分散剂的性质而定。
悬浮聚合法的典型生产工艺过程是将单体、水、引起剂、分散剂等加入反应釜中,加热,并采取适当的手段使之保持在一定温度下进行聚合反应,反应结束后回收未反应单体,离心脱水、干燥得产品。
悬浮聚合所使用的单体或者单体混合物应为液体,要求单体纯度≥99.9%。
表1.氯乙烯单体的指标,% 水,ppm 铁,ppm 乙醛,ppm 低沸物,ppm 高沸物,ppm 纯度≥99.9 ≤300 ≤5≤10≤10≤500在工业生产中,引起剂、份子量调节剂分别加入到反应釜中。
引起剂用量为单体量的0.1% ~ 1%。
悬浮聚合目前大都为自由基聚合,但在工业上应用很广。
如聚氯乙烯的生产75%采用悬浮聚合过程,聚合釜也渐趋大型化;聚苯乙烯及苯乙烯共聚物主要也采用悬浮聚合法生产;其他还有聚醋酸乙烯、聚丙烯酸酯类、氟树脂等。
聚合在带有夹套的搪瓷釜或者不锈钢釜内进行,间歇操作。
大型釜除依靠夹套传热外,还配有内冷管或者(和)釜顶冷凝器,并设法提高传热系数。
pvc树脂生产工艺
PVC树脂(聚氯乙烯树脂)是一种广泛用于塑料制品生产的
重要原料。
在PVC树脂的生产中,通常采用乙烯为原料,通
过聚合反应得到PVC树脂。
PVC树脂的生产工艺主要包括以下几个步骤:
1. 原料准备:将乙烯与氯气通过氯化反应生成乙烯氯化物,再通过裂解反应得到氯乙烯。
同时,聚合单体和稳定剂等辅助原料也需要准备好。
2. 聚合反应:将氯乙烯与聚合单体以及稳定剂等辅助原料一起进入聚合釜,在高温高压条件下进行聚合反应。
通过聚合反应,乙烯基链与氯乙烯链相互纠缠,形成PVC的线状结构。
3. 精馏分离:将聚合反应产物进行加热精馏,通过调节温度控制不同物质的沸点差异,使得PVC树脂从反应物中分离出来。
这一步骤通常需要多次精馏,以获得更纯净的PVC树脂。
4. 过滤干燥:将分离出来的PVC树脂进行过滤,去除其中的
杂质和颗粒物。
然后将PVC树脂通过干燥设备进行干燥,以
去除其中的水分。
5. 制粒和包装:将干燥后的PVC树脂进一步加工,通过挤出
或者压片等技术进行制粒。
然后将制得的PVC颗粒进行包装,以便运输和销售。
以上就是PVC树脂的生产工艺的基本步骤。
在实际生产中,还需要注意加热温度、加压条件以及各种辅助原料的使用等操作细节,以获得符合质量要求的PVC树脂产品。
1.2.1 PVC合成工艺到目前为止,世界上PVC生产的聚合工艺主要有五种,即悬浮、本体、乳液、微悬浮及溶液聚合工艺。
其中悬浮聚合工艺一直是工业生产的主要工艺,绝大部分均聚及共聚产品都是采用悬浮聚合工艺。
以美国为例,PVC生产工艺中,悬浮聚合占87.8%,本体聚合占4.4%,乳液和微悬浮占6.4%,溶液聚合占1.4%。
和美国相比,西欧乳液和本体聚合的比例较大,而日本则悬浮聚合占的比例较大。
PVC大分子是以头-尾连接的。
由于聚合过程中产生副反应,脱氯化氢反应及氧化反应等因素导致大分子链段上有头-头连接,产生不饱和双键,形成带有氯原子的叔碳原子及形成各种长的支键和含氧基团,悬浮聚合的聚氯乙烯分子链约有30-50个支链。
PVC分子链上的氯原子和氯原子相对位置的不同有无规,间规和全同等构型,PVC以无规立构为主,所以基本上是无定型结构。
全同立构极少,间同立构约占7.15%。
它易形成细小的微晶。
这种晶体使增塑剂难于进入,只有较高的温度才能形成结晶链段。
PVC合成工艺流程见图1-1。
图1-1 PVC合成简单工艺流程图1.2.2 品种分类及用途聚氯乙烯(Polyvinyl Chloride 简称PVC)树脂是由聚乙烯(Vinyl Chloride 简称VCM)单体聚合而成的热塑性高聚物。
其分子式-(CH2-CHCl)n-,其中n表示平均聚合度。
PVC为无定形聚合物,含结晶度5%-10%的微晶体,熔点为175℃。
目前商品化的PVC树脂的平均相对分子质量范围在1.9×105-5.0×106(X n=350-8000)之间。
PVC一般按聚合度式分子量不同划分不同的牌号。
分子量的大小根据制品性能决定。
软质制品要求较高的分子量,硬质制品不加或少加增塑剂则要求较低的分子量。
聚氯乙烯分子量高,其力学性能好,但加工困难。
聚氯乙烯分子量分布对加工性能和制品质量影响都很大,一般以窄分布或双峰分布为佳。
我国工业化生产的聚氯乙烯树脂以悬浮法及乳液法两种为主。
pvc生产工艺流程PVC(聚氯乙烯)是一种常见的塑料材料,广泛应用于建筑、电子、医疗、汽车和包装等领域。
在PVC生产过程中,主要的工艺流程包括原料准备、聚合、塑化、挤出和成型等阶段。
原料准备是PVC生产的第一步。
聚氯乙烯的主要原料是氯气(Cl2)和乙烯(C2H4)。
氯气通过电解法与水反应制取氢氧化钠(NaOH),乙烯则通过石油炼制过程中的蒸馏分离获得。
随后,氢氧化钠与乙烯反应形成乙烯氯化物。
通过升温和高压条件下的聚合,乙烯氯化物分子发生聚合反应,形成聚氯乙烯。
这个过程中还可以添加不同的添加剂,如稳定剂、润滑剂和填充剂等,以改善PVC的性能。
接下来,聚合得到的PVC颗粒需要通过塑化过程。
这一步是将聚合得到的PVC颗粒加热到熔融状态,使其变得柔软易塑。
通常采用高速搅拌法和高温(150-200℃)的机械设备实现颗粒塑化。
同时,需要加入塑化剂,用来调整PVC的硬度和韧性。
常见的塑化剂有邻苯二甲酸酯类、环氧油酸甘油酯类和磷酸类等。
在挤出工艺中,熔融的PVC塑料将被压入模具中,在模具的作用下形成所需的形状。
该过程通常通过将PVC融料送入挤出机的加热筒中,通过旋转的螺杆将其向前推进,并加热到熔融状态。
在挤出机前端的模具区域,通过调整挤出头和模具间的距离,可以控制挤出成型的产物尺寸。
最后,成型过程将PVC挤出获得的形状进一步加工成所需的成品。
常见的成型方法有注塑成型、吹塑成型和压延成型等。
注塑成型是将熔融的PVC通过喷嘴注入模具中,经过冷却后得到成型品。
吹塑成型是通过将熔融的PVC通过吹塑机吹入模具中,在模具的作用下形成中空的产品。
压延成型是将熔融的PVC通过压延机将其压制成所需的厚度和形状。
综上所述,PVC的生产工艺流程包括原料准备、聚合、塑化、挤出和成型等阶段。
通过这些工艺步骤,我们可以制造出各种PVC制品,满足不同领域的需求。
随着科技的进步和工艺的改进,PVC的生产工艺也在不断优化,以提高生产效率和产品质量。
聚氯乙烯的生产工艺聚氯乙烯(Polyvinyl Chloride,PVC)是一种常见的塑料材料,主要由氯乙烯(VCM)单体经过聚合反应而得。
以下是一种常见的聚氯乙烯生产工艺的简要介绍。
聚氯乙烯的生产工艺通常分为三个主要步骤:氯乙烯的制备、聚合反应和后处理。
第一步是氯乙烯的制备。
氯乙烯是通过乙烯和氯气的反应制备而得。
乙烯首先被压缩,然后与氯气混合。
混合后的气体通过加热反应器,在催化剂的作用下发生氯乙烯的氯化反应。
氯化反应通常在高温下进行,反应物通过冷却和净化来去除不需要的杂质。
第二步是聚合反应。
氯乙烯单体通过加热和聚合催化剂的作用下进行聚合反应。
聚合催化剂可以是有机过氧化物或过氧化物与有机碳氯化物的混合物。
聚合过程通常在高温和高压的条件下进行。
氯乙烯单体在聚合反应中会逐渐连接形成长链的聚合物分子,最终形成聚合氯乙烯。
第三步是后处理。
聚合氯乙烯通常需要进行稳定剂的添加和挤出、成型等后续处理。
稳定剂的添加是为了防止聚合氯乙烯在高温下分解并降解。
稳定剂可以是有机锡化合物、硬脂酸盐和有机锑化合物等。
添加稳定剂后,聚合氯乙烯可以通过挤出和成型等工艺进行塑料制品的生产。
聚氯乙烯的生产工艺中还有其他一些辅助工艺,例如聚合反应中的搅拌、冷却和分离等步骤。
此外,压缩机、反应器、冷却器、过滤器和挤出机等设备也是聚氯乙烯生产线中常见的设备。
总体而言,聚氯乙烯的生产工艺具有以下优点:生产过程相对简单,原材料易得且成本低廉,制备的塑料材料耐腐蚀性好,可用于制作各种不同的塑料制品。
然而,聚氯乙烯的生产和使用过程中也存在环境问题,例如氯气对环境的污染和聚氯乙烯制品的回收和再利用等挑战。
以上是一种常见的聚氯乙烯生产工艺的简要介绍。
随着科技的进步和环境意识的增强,聚氯乙烯的生产和使用正朝着更加环保和可持续的方向发展。
PVC聚合的四种生产工艺悬浮法本体法乳液法溶液法四种工艺比较一悬浮法聚合生产工艺成熟、操作简单、生产成本低、产品品种多、应用范围广,一直是生产PVC树脂的主要方法,目前世界上90%的PVC树脂(包括均聚物和共聚物)都是出自悬浮法生产装置。
乳液聚合与悬浮聚合基本类似,只是要采用更为大量的乳化剂,并且不是溶于水中而是溶于单体中。
这种聚合体系可以有效防止聚合物粒子的凝聚,从而得到粒径很小的聚合物树脂,一般乳液法生产的PVC树脂的粒径为0.1—0.2??m,悬浮法为20―200 ??m。
四种工艺比较二本体法生产工艺在无水、无分散剂,只加入引发剂的条件下进行聚合,不需要后处理设备,投资小、节能、成本低。
用本体法PVC树脂生产的制品透明度高、电绝缘性好、易加工,用来加工悬浮法树脂的设备均可用于加工本体法树脂。
溶液聚合单体溶解在一种有机溶剂(如n-丁烷或环己烷)中引发聚合,随着反应的进行聚合物沉淀下来。
溶液聚合反应专门用于生产特种氯乙烯与醋酸乙烯共聚物。
溶液聚合反应生产的共聚物纯净、均匀,具有独特的溶解性和成膜性。
批量加料品种多,要求高所需的物料品种较多去离子水VCM单体引发剂分散剂调节剂终止剂等等加料的精度要求高仪表精度不低于0.5级;测量上经常采用双流量计,计量槽+流量计,电子称部分物料甚至采用稀释方式来提高加料的精度电石法生产PVC工艺流程示意图电石法乙炔工艺乙炔发生电石输送发生器压缩、贮存乙炔清净清净塔中和塔清净液的配置和循环使用乙炔发生操作画面清净操作画面氯化氢合成工艺焚烧炉氯氢配比升负荷先加氢;减负荷先减氯;确保氯气不过量。
VCM合成工艺混合、冷却、脱酸转化器二组由多个转化器并联组成一组净化和压缩公用工程热水系统冷冻盐水单体生成操作画面一单体生成操作画面二冷却、压缩操作画面VCM精馏工艺低沸塔除去低沸物高沸塔除去高沸物气相VCM经冷凝后得到合格的氯乙烯单体。
VCM精馏操作流程图釜体积70m3传热能力大,生产强度高,内冷挡板;设计压力高设计压力2.1MPa,可生产低聚合度树脂;防粘釜技术特殊的防粘釜液釜壁冲洗和防粘釜液喷涂技术高压水清釜先进的生产工艺有效的防止粘釜热水加料工艺聚合注水工艺生产工艺密闭化前提条件先进的防粘釜技术达到几百釜不开盖清釜。