铸造生产质量控制
- 格式:ppt
- 大小:1.38 MB
- 文档页数:40

铸件质量检验标准
铸件是一种常见的生产工艺,广泛用于各个行业和领域。铸件质量的好坏直接影响产品的性能和可靠性,因此进行铸件质量检验至关重要。本文将介绍铸件质量检验的标准和方法。
一、铸件质量检验的重要性
铸件质量检验的目的是确保铸件的尺寸精度、表面质量和机械性能达到设计要求。一方面,铸件的尺寸精度和表面质量直接影响产品的装配和使用;另一方面,对于承受重载或高温等极端工况的铸件来说,其机械性能的好坏关系到产品的安全可靠性。
二、铸件质量检验的标准
铸件质量检验的标准包括国家标准、行业标准和企业自身标准。国家标准是根据相关法律法规制定的,具有强制性,是衡量铸件质量的重要依据。行业标准是在国家标准的基础上,由行业协会或行业组织制定的,作为行业内铸件质量的参考指南。企业自身标准是企业根据生产情况和需求制定的,用于规范和管理内部质量控制。 在铸件质量检验中,常用的国家标准有《铸造铁件技术条件》、《铸铝合金件技术条件》等,而行业标准包括《汽车铝合金压铸铸件技术规范》、《船用铸铁件技术条件》等。企业自身标准则根据企业具体的生产工艺和要求制定,例如《XX公司铸件质量检验标准》。
三、铸件质量检验的方法
铸件质量检验的方法主要包括外观检查、尺寸检测和性能测试。
1. 外观检查
外观检查是铸件质量检验中最简单直观的方法。通过肉眼观察铸件的外观,检查是否有裂纹、砂眼、气孔、夹渣等缺陷。外观检查可以用目视检查或借助放大镜进行观察。
2. 尺寸检测
尺寸检测是铸件质量检验中最常见的方法。主要是测量铸件的外形尺寸、孔径尺寸和壁厚尺寸等。常用的尺寸测量工具有游标卡尺、内径卡尺、外径卡尺、深度尺等。尺寸检测可以帮助判断铸件是否满足设计要求。 3. 性能测试
性能测试是铸件质量检验中最关键的方法,主要包括力学性能测试、化学成分分析和金相组织分析。力学性能测试主要是测试铸件的拉伸、弯曲、冲击等力学性能。化学成分分析可以确定铸件的材料成分是否符合要求。金相组织分析可以观察铸件的金相组织结构,评估其机械性能。

铸造验收规范标准最新
1. 目的与适用范围
本规范旨在确保铸造产品的质量,适用于所有金属铸造生产过程中的产品质量控制。
2. 原材料要求
- 铸造所用原材料必须符合国家标准或行业标准,包括但不限于金属锭、合金材料等。
- 原材料应具有清晰的标识和可追溯性。
3. 模具与工艺要求
- 模具设计应满足产品形状、尺寸精度和生产效率的要求。
- 铸造工艺应根据产品特点和材料特性合理选择。
4. 铸造过程控制
- 铸造过程中应严格控制熔炼温度、浇注速度和冷却速率。
- 应定期对铸造设备进行维护和校准,确保其正常运行。
5. 产品尺寸与形状精度
- 产品尺寸应符合设计图纸要求,尺寸偏差应控制在规定的范围内。
- 产品形状应符合设计要求,无明显变形或缺陷。
6. 表面质量
- 产品表面应光滑、无裂纹、无砂眼、无气泡等缺陷。
- 表面粗糙度应满足设计要求或行业标准。
7. 内部质量
- 通过无损检测方法,如X射线、超声波等,确保产品内部无裂纹、缩孔、夹杂等缺陷。
- 内部组织应均匀,无明显的偏析现象。
8. 热处理与性能要求
- 根据材料特性和产品要求,进行适当的热处理,如退火、正火、淬火等。
- 产品的性能应满足力学性能、耐蚀性能等要求。
9. 检验与试验
- 产品在出厂前应进行严格的检验,包括尺寸检验、外观检验、内部质量检验等。
- 根据需要,可进行力学性能试验、耐蚀性试验等。
10. 标识与包装
- 每个产品都应有清晰的标识,包括产品型号、生产日期、批号等。
- 包装应确保产品在运输和储存过程中不受损坏。
11. 质量记录与追溯
- 应建立完整的质量记录体系,记录每个生产环节的关键参数和检验结果。
- 产品应具有可追溯性,以便在发现问题时能够追踪到具体批次和生产环节。
12. 持续改进

树脂砂砂温的铸造生产控制
树脂砂铸造是一种常见的铸造工艺,它具有成型精度高、表面质量好、生产效率高等优点。而在树脂砂铸造中,砂温是一个非常重要的参数,它直接影响到铸件的质量和生产效率。因此,对树脂砂砂温的铸造生产控制非常重要。
要控制好砂温的温度。砂温的温度过高或过低都会对铸件的质量产生不良影响。一般来说,树脂砂的砂温应该控制在20℃~30℃之间,这样可以保证铸件的表面质量和尺寸精度。如果砂温过高,会导致铸件表面出现气孔、夹杂等缺陷;如果砂温过低,会导致铸件表面粗糙、尺寸不准确等问题。
要控制好砂温的稳定性。砂温的稳定性对铸件的质量和生产效率都有很大的影响。如果砂温不稳定,会导致铸件表面质量不均匀、尺寸不准确等问题,同时还会影响生产效率。因此,在树脂砂铸造中,要采取一些措施来保证砂温的稳定性,比如加装温度控制设备、控制加热时间等。
要控制好砂温的均匀性。砂温的均匀性对铸件的质量和生产效率也有很大的影响。如果砂温不均匀,会导致铸件表面质量不均匀、尺寸不准确等问题,同时还会影响生产效率。因此,在树脂砂铸造中,要采取一些措施来保证砂温的均匀性,比如加装温度控制设备、控制加热时间等。
树脂砂砂温的铸造生产控制非常重要,它直接影响到铸件的质量和生产效率。因此,在树脂砂铸造中,要控制好砂温的温度、稳定性和均匀性,以保证铸件的质量和生产效率。
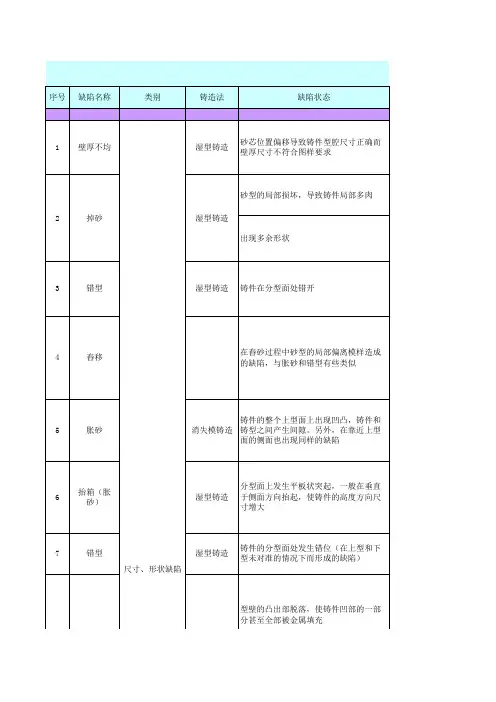
序号缺陷名称类别铸造法缺陷状态
1壁厚不均湿型铸造砂芯位置偏移导致铸件型腔尺寸正确而壁厚尺寸不符合图样要求
砂型的局部损坏,导致铸件局部多肉
2掉砂湿型铸造
出现多余形状
6抬箱(胀砂)铸件的整个上型面上出现凹凸,铸件和铸型之间产生间隙。另外,在靠近上型面的侧面也出现同样的缺陷铸件在分型面处错开
4舂移湿型铸造
5胀砂在舂砂过程中砂型的局部偏离模样造成的缺陷,与胀砂和错型有些类似3错型
7错型湿型铸造铸件的分型面处发生错位(在上型和下型未对准的情况下而形成的缺陷)分型面上发生平板状突起,一般在垂直于侧面方向抬起,使铸件的高度方向尺寸增大湿型铸造
型壁的凸出部脱落,使铸件凹部的一部分甚至全部被金属填充尺寸、形状缺陷消失模铸造
8塌型
冒口易割片下落,引起铸件表面下陷
铝液从分型面流出而形成飞翅
不规则形状的较大的凸起,有时杯状铸件的杯口完全堵塞
湿型铸造铁液渗入芯头与芯座的间隙而形成的缺陷湿型铸造分甚至全部被金属填充
铸件上形成多余的肉(起模时局部型砂脱落,浇注后形成多肉)
整个铸件沿长度方向发生弯曲。形状面一侧冷却时对基准面一侧产生拉伸作用。冷速慢的一侧受压,冷速快的一侧受拉(铸件冷却速度不均匀,各部位收缩不同步而产生内应力,在此内应力作用下发生弯曲)
11挤箱湿型铸造砂型局部向内位移导致铸件局部壁厚减小(因砂型的强度较低或合箱时受到冲击,使分型面发生变形而产生的缺陷)10翘曲消失模铸造
12型(芯)裂湿型铸造9飞翅普通压力铸造湿型铸造
低压铸造铸件内部出现树枝状空洞,打压时发生渗漏
在厚断面部位形成空洞粗大树枝晶内部形成空洞
铸件表面产生凹陷或空洞13内部缩孔
14在铸件最后凝固部位出现较大的收缩孔,孔的内表面常呈粗大树枝晶,一般比表面凹陷要深,有些在铸件表面开口,有些不开口湿型铸造消失模铸造
敞露缩孔湿型铸造铸件表面发生凹陷和空洞厚断面部位,机械加工后出现空洞
15缩孔湿型铸造
16铸件最后凝固部位呈粗大树枝晶湿型铸造
石膏型熔模铸造缩松缩孔