全自动滴胶机使用说明书【完整版】
- 格式:docx
- 大小:22.99 KB
- 文档页数:8

1 每天开机前检查电源,气源是否正常,较量情况,一切正常后方可开机。
2 打开电源总开关,然后再开启电脑,回到工作手动状态,待进入打胶程序后进入回零状态,在回零前先查看辅助传送回零胶头垂直回零及胶头旋转回零是否会冲突,然后再逐步回零,待所有参数都归零后点击返回。
3点击手动进入手动控制界面然后点击传送正向与输出正向,待传送输出皮带动作后可用刀片清理皮带,清理皮带时需注意安全,清理干净后再次点击传送正向,输出正向停止皮带动作最后清理胶头,可以点击向上键使胶头向上移动到合适高度清理高度合适时点击向上键停止移动,胶头可旋转0度,90度,180度,270度方便清理,必须把胶头后方残余胶清理干净方便胶头浮动,清理干净后返回进入回零状态再次胶头垂直旋转回零,一切就绪后返回。
4进入玻璃厚度界面设置玻璃厚度,铝条宽度,完成后点击设置开始,待参数停止变化后返回。
5进入工艺界面,设置密封速度及压力,设置好后点击数据保存,设置完成以后旋转开关转到自动状态,按下排胶启动键,再按下排胶阀,这时胶头出胶,等胶混合均匀以后关闭排胶阀,旋转到手动状态,可以开始生产。
6打胶时先点击连线,然后旋转到自动状态,最后按下自动键,待玻璃移到打胶段点击暂停键,待第一条边打完胶以后会停止,这时可以检查打胶情况是否符合标准,如果不符合可通过密封速度和压力来调整,每次调整需点击数据保存,调整好后可正常生产。
7生产时需要把玻璃里面一张标签撕掉或贴到玻璃的最下方,防止光电感应开关感应到误动作损坏胶头。
在自动状态时注意不要用手或其他异物遮挡光电开关,有问题时及时按下急停开关或关闭电源。
8每条边的打胶情况可通过工艺里面的向上调整,上部调整,向下调整,底部调整来适当调整,每次调整需保存。
9打胶时若胶头残余胶较多时需及时清理,清理时注意安全防止辅助传送伤手,玻璃平整度不好时需要用手辅助玻璃,必须使检测器在两片玻璃之间移动。
10需要排胶时先关闭连线,待打胶的玻璃打完并移动到输出端以后按下排胶启动按钮,再按排胶阀。
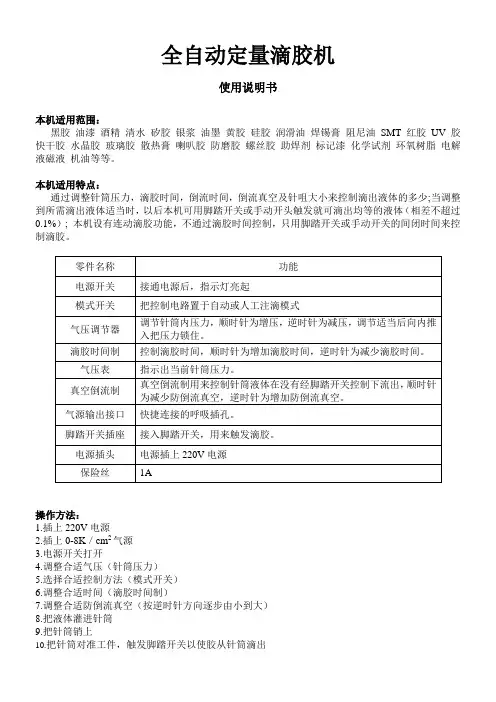
全自动定量滴胶机使用说明书本机适用范围:黑胶油漆酒精清水矽胶银浆油墨黄胶硅胶润滑油焊锡膏阻尼油SMT红胶UV胶快干胶水晶胶玻璃胶散热膏喇叭胶防磨胶螺丝胶助焊剂标记漆化学试剂环氧树脂电解液磁液机油等等。
本机适用特点:通过调整针筒压力,滴胶时间,倒流时间,倒流真空及针咀大小来控制滴出液体的多少;当调整到所需滴出液体适当时,以后本机可用脚踏开关或手动开头触发就可滴出均等的液体(相差不超过0.1%); 本机设有连动滴胶功能,不通过滴胶时间控制,只用脚踏开关或手动开关的间闭时间来控制滴胶。
操作方法:1.插上220V电源2.插上0-8K/cm2气源3.电源开关打开4.调整合适气压(针筒压力)5.选择合适控制方法(模式开关)6.调整合适时间(滴胶时间制)7.调整合适防倒流真空(按逆时针方向逐步由小到大)8.把液体灌进针筒9.把针筒销上10.把针筒对准工件,触发脚踏开关以使胶从针筒滴出注意事项:1.针筒保持60度滴胶2.滴胶后提起针筒3.不要让液体流入机器内部,以免损坏机器4.稀释液体小心用倒流真空制,太少倒流真空制会让液体不滴胶时流出,太多会让液体产生气泡及有机会把液体倒流至机器内部,导致损坏机器。
故障现象排除故障方法机器不动1.缺电源、气源:接驳电源及气源2.总开关未打开:打开总开关3.保险丝折断:更换保险丝机器启动,但不能启动机器更换开关有电源,但不能启动机器 1.检查脚踏开关制 2.检查电源插头是否松动液料不能滴出1.针咀嘟塞:更换针咀2.检查气源及气压表:重调液料有滴出的迹象而未离开针咀,又被收回此故障多见于使用较粘的液体,需换用更大的口径针咀并且适当增加加料时间,减低气压(注意:此时真空回吸有影响,需配合调整)真空不稳定当供气气压(压缩机)和工作气相差不多并有较大的波动时,容易出现故障。
需增大并保持上述两气压之间有3KG/cm2以上的差距。
自动点胶机操作规程(总1页) -CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除
1.0目的
对生产设备进行安全操作,以提高设备的完好率及利用率,确保操作员人身安全及产品生产能力和产品质量,延长设备的寿命。
2.0 适用范围
本公司自动点胶机
3.0内容说明
3.1 操作步骤
3.1.1接通总电源
3.1.2打开电源开关、气动开关。
3.1.3在点胶机上装入胶水。
3.1.4按产品的点胶要求在编程器上进行编程。
3.1.5将产品放入点胶机的定位夹具上,启动机器,完成点胶。
3.2参数设定
3.2.1电源:220V/50Hz;
3.2.2 气源压力:大于0.6MPa,小于0.8MPa。
3.3 失效防止
3.3.1启动时应检查点胶头内胶水是否堵塞,如堵塞则需清洁干净。
3.3.2中途停车或维修时,应关闭自动点胶机气动开关及电源开关。
3.3.3发现机身有异常声音时,须立即停止使用,报告维修人员进行处理。
3.3.4不得在机器运行时搬动胶枪头。
3.4 保养规定
3.4.1保持自动点胶机干净整洁,保证送胶系统无堵塞,操作员负责。
3.4.2应每月定期对机器进行检查保养,内容包括:对轴承及电机进行润滑、控制电源部
分、运行部分,维修员负责。
3.4.3每年应对机器进行一次全面检修,按公司年度维修计划进行。
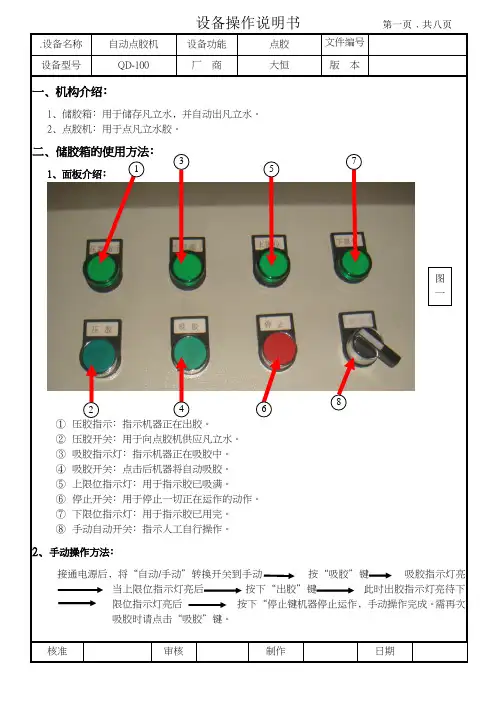
设备操作说明书.设备名称 自动点胶机 设备功能 点胶 文件编号设备型号QD-100厂 商大恒版 本一﹑机构介绍﹕1﹑储胶箱﹕用于储存凡立水﹐并自动出凡立水。
2﹑点胶机﹕用于点凡立水胶。
二﹑储胶箱的使用方法﹕1﹑面板介绍﹕① 压胶指示﹕指示机器正在出胶。
② 压胶开关﹕用于向点胶机供应凡立水。
③ 吸胶指示灯﹕指示机器正在吸胶中。
④ 吸胶开关﹕点击后机器将自动吸胶。
⑤ 上限位指示灯﹕用于指示胶已吸满。
⑥ 停止开关﹕用于停止一切正在运作的动作。
⑦ 下限位指示灯﹕用于指示胶已用完。
⑧ 手动自动开关﹕指示人工自行操作。
2﹑手动操作方法﹕接通电源后﹐将“自动/手动”转换开关到手动 按“吸胶”键 吸胶指示灯亮 当上限位指示灯亮后 按下“出胶”键 此时出胶指示灯亮待下限位指示灯亮后 按下“停止键机器停止运作﹐手动操作完成。
需再次吸胶时请点击“吸胶”键。
124 6 8357图一第一页﹐共八页设备操作说明书设备名称 自动点胶机 设备功能 点胶 文件编号设备型号QD-100厂 商大恒版 本3﹑自动操作方法﹕将“自动/手动”转换开关到自动 按“吸胶”键 吸胶指示灯亮 当上限位指示灯亮后 机器自动出胶 出胶指示灯亮 下限位灯亮后 机器将再次自动吸胶﹐就这样循环﹐如需停止时﹐请点击“停止”键。
自动操作完成。
三﹑点胶机操作﹕1. 面板介绍﹕① 调速器﹕用于调节传送带的速度。
② 电源开关﹕控制点胶机的电源。
③ 气压表﹕用于显示气压值。
④ 气压调节阀﹕用于调节气压。
⑤ 加热指示灯﹕指示正在加热中。
⑥加热开关﹕按下此开关加热。
核准审核制作 日期图 二第二页﹐共八页4245443 16442.主画面介绍﹕1 厂商名称。
2 X﹑Y﹑Z轴当前所在坐标显示。
3 当前所用程序编号。
4 工作指示灯﹕用于指示工作情况(绿为正常工作﹑红色为报警﹑黄色为待工作)。
5 用于显示机器上是否有板。
6 HOME键﹕快选窗口。
7 动作指示灯﹕用于指示X﹑Y﹑Z轴的工作状态。
2009自动点胶机操作说明在当今客户需求不断变化、新技术不断涌现以及竞争力不断加剧的环境下,鑫晖德的所有员工都深切体会到服务在获取竞争优势中的重要性。
因而自公司成立初期我们就建立了完善的服务体系,为用户提供高速度高精度高性能操作简单的桌面自动点胶机设备.快捷型流水线点胶机设备。
点胶机:点胶机又称涂胶机,滴胶机,打胶机等,是专门对流体进行控制,并将流体点滴、涂覆于产品表面或产品内部的自动化机器。
点胶机主要用于产品工艺中的胶水、油漆以及其他液体精确点、注、涂、点滴到每个产品精确位置,可以用来实现打点、画线、圆型或弧型。
点胶机分类第一类:普通型点胶机1、控制器式点胶机:包括自动点胶机、定量点胶机、半自动点胶机、数显点胶机、精密点胶机等。
2、桌面型自动点胶机设备:高性能自动点胶机设备分为200MM300MM400MM500MM行程.主要包括全自动点胶机设备.自动点胶机设备.台式点胶机、台式三轴点胶机、台式四轴点胶机、台式五轴点胶机、或者桌面式自动点胶机、3轴流水线点胶机、多头点胶机、多出胶口点胶机、划圆点胶机、转圈点胶机、喇叭点胶机、手机按键点胶机、机柜点胶机.电池点胶机.uv点胶机.单液点胶机.双液点胶机.AB胶点胶机.电机点胶机.LCD屏点胶机.LCD触摸屏点胶机.LED户外显示屏灌胶机.数码管灌胶机.变压器点胶机设备锡膏点胶机设备晶体管点胶机马达点胶机摄像头点胶机晶片点胶机PvC点胶机滴塑点胶机电感点胶机cob点胶机磁芯点胶机螺丝点胶机高频头点胶机镜头点胶机芯片固定点胶机瞬干胶点胶机三维点胶机椭圆点胶机手套点胶机硅胶点胶机三防漆喷涂点胶机LED点胶机LED喷射点胶机视觉点胶机电脑点胶机等。
第二类:自动型点胶机1、落地式自动点胶机2、喷涂式自动点胶机(此点胶机采用喷胶阀,在线式作业,主要用于PCB板三防漆喷涂,起到防尘,防潮,绝缘作用)3、导电胶自动点胶机(此点胶机与普通点胶机区别之处在于,所点出来的导电胶切面呈三角形分布状态,主要用于电磁屏蔽点胶)4、荧光粉喷射式点胶机,(此点胶机主要用于LED行业)第三类:双Y轴COG点胶机第四类:流水线点胶机灌胶机适用的液体各种溶济、粘接剂、油漆、化学材料、固体胶等,包括硅胶、EMI导电胶、UV胶、AB 胶、快干胶、环氧胶、密封胶、热胶、润滑脂、银胶、红胶、锡膏、散热膏、防焊膏、透明漆、螺丝固定剂、木工胶、厌氧胶、亚克力胶、防磨胶、水晶胶、灌注胶、喇叭胶、瞬间胶、橡胶,油漆、搪瓷漆、亮漆、油墨、颜料等应用领域点胶机适用于工业生产的各个领域:手机按键、印花、开关、连接器、电脑、数码产品、数码相机、MP3、MP4、电子玩具、喇叭、蜂鸣器、电子元器件、集成电路、电路板、LCD液晶屏、继电器、扬声器、晶振元件、LED灯、机壳粘接、光学镜头、机械部件密封等。
目录目录 (1)第一部分概述 (1)1.1系统概述 (1)1.2注意事项 (1)1.3 工作环境 (2)1.4 系统供电及接地 (2)1.4-1供电要求 (2)1.4-2接地要求 (2)1.5 操作面板及按键功能简介 (3)1.5-1操作面板 (3)1.5-2按键功能简介 (3)第二部分操作流程 (5)2.1 单点坐标采集流程 (5)2.2直线坐标采集流程 (6)2.3圆弧坐标采集流程 (7)2.4整圆坐标采集流程 (8)2.6循环的设定流程 (9)2.7编辑阵列文件 (9)第三部分编程 (11)3.1 编程(事件采入)主界面 (11)3.2 建立新文件 (11)3.2-1直线坐标(直线采集) (11)3.2-2圆弧坐标(圆弧或整园采集) (13)3.2-3单点采集 (15)3.2-4循环设定 (16)3.2-5阵列设定 (17)3.2-6采集文件注意事项 (18)3.3打开文件 (18)3.4修改子文件 (19)第四部分文件管理 (20)4.1文件管理主界面 (20)4.2内部文件 (20)4.3 U盘文件 (21)4.4 子文件 (21)第五部分参数设定 (22)5.1参数设定 (22)5.2轴参数设置 (22)5.3设备参数 (22)5.3-1按键设置 (23)5.3-2回原点设置 (23)5.3-3 IO提前距离 (24)5.3-4归位点设置 (24)5.3-5回归点顺序 (25)5.3-6进目标点顺序 (25)5.3-7复位速度 (25)5.3-8坐标采集方式 (26)5.3-9输入IO对应文件 (26)5.4开胶动作 (27)5.5关胶动作 (27)5.6校正点设置 (28)第六部分软件说明 (30)6.1软件安装 (30)6.1-1加密狗软件安装 (30)6.2软件使用 (32)6.2-1图层图形设置 (33)6.2-2图形节点默认动作设置 (35)6.2-3操作处理 (37)第七部分辅助功能 (41)7.1辅助功能 (41)7.2系统测试 (42)7.2系统设置 (42)7.3系统升级 (42)第八部分电路说明 (42)8.1电源接口 (42)8.2数据线接口 (43)8.3U盘线接口 (44)8.4PC机USB线接口 (44)8.5输出接口 (44)8.6输入接口 (46)第一部分概述1.1系统概述非常感谢您使用本公司的点胶机控制系统!本系统可以配合各种类型的点胶机使用,满足您对加工的不同要求。
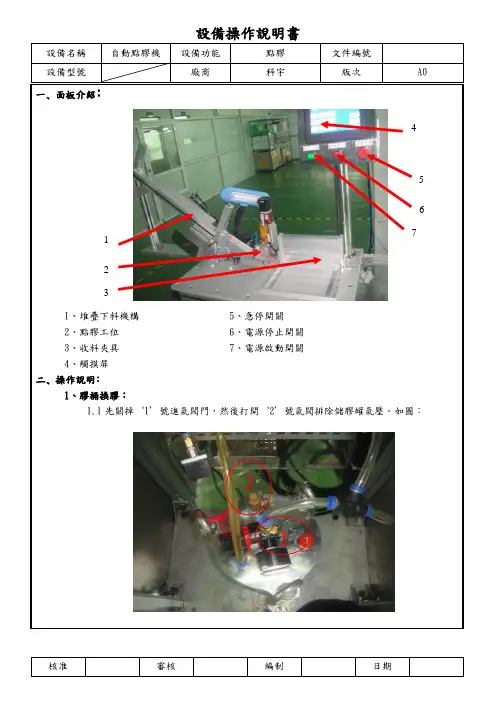
一﹑面板介紹﹕1、堆疊下料機構 5、急停開關2、點膠工位 6、電源停止開關3、收料夾具 7、電源啟動開關4、觸摸屏二﹑操作說明﹕1、膠桶換膠:1.1先關掉‘1’號進氣閥門,然後打開‘2’號氣閥排除儲膠罐氣壓。
如圖:125 61 2 4731.2將儲膠罐蓋板上三顆螺絲松開﹐取下儲膠罐蓋板。
在把凡立水倒到膠桶里,膠量為整個儲膠罐的 3/4左右。
1.3儲膠罐加入定量的凡立水后﹐將儲膠罐放入真空機內進行抽真空,防止膠內有氣泡﹐影響點膠品質。
如圖:1.4將抽真空后的儲膠罐與蓋板對好并將三顆螺絲固定牢固。
如1.1所示圖片﹐先將“2”排氣閥門關閉﹐再將“1”進氣閥門打開。
2、點膠頭排膠:2.1、按下“電源啟動開關”觸摸屏顯示“主界面”如下圖。
2.2用手指肚輕觸“手動畫面”按鍵﹐屏幕顯示如下圖里2.3用手指肚輕觸“排膠停止”鍵﹐點膠閥自動移到排膠位置如下圖:2.4點膠閥到排膠位置后,交替按“排膠停止”鍵,機器即進行排膠和關膠動作。
排膠完成后,按“排膠停止”鍵關膠后,點膠頭無膠流出為OK。
2.5若按下“排膠停止”鍵﹐停止排膠后﹐點膠頭扔有膠外排。
說明管道內有空氣﹐要用“倒立式”排膠。
如下圖:2.6倒立式排膠操作動作如2.4操作(點膠頭需用干淨的布條包住﹐點膠頭不可對向面部﹐以防止造成人身事故﹔注﹕排胶完成后,点胶阀开闭时胶水没有延时滴胶及气泡现象!)﹐排膠完成后﹐將點膠閥安裝回原位。
點膠頭向上2.7將待作業產品放入點膠位﹐用手動將點膠頭下移﹐使之與產品點膠位置對稱﹐若點膠頭與產品位置孌化時﹐可移動點膠頭X﹑Y軸進行移動﹐直至對稱完成點膠頭安裝。
3、設定點膠條件:3.1、總氣壓:根據膠量流動性進行設備置(如0.6MPA)3.2、膠桶氣壓:根據膠量太小進行設置(0.1MPA)3.3、點膠閥刻度(如下圖):根據膠量太小進行設置(348-352)3.4、參數畫面:如下圖: 機器工作位置(30400)﹑工作速度(28000)﹑下行程數(7900)﹑上行程數(7900)﹑點膠時間(0.5)可根據點膠效果進行修正。

全自动点胶机器人用户手册版权说明本手册未经本公司书面许可,任何人或组织不得翻印、翻译和抄袭。
本手册中的信息资料仅供参考。
由于改进设计和功能等原因,本公司保留对本资料的最终解释权,内容如有更改,恕不另行通知。
调试设备要注意安全!用户必须在设备中设计有效的安全保护装置,否则所造成的损失,本公司没有义务或责任负责。
目录概述 (3)一.欢迎界面 (3)二.主界面 (3)三.手动操作 (9)四.I/O调测 (10)五.参数设置 (12)5.1速度设置 (13)5.2限位设置 (14)5.3零点设置 (15)5.4其它设置 (16)5.5当量设置 (17)5.6密码设置 (18)5.7复位设置 (19)5.8工艺设置 (20)六.档案管理 (21)七.档案编程 (23)7.1空移 (24)7.2点胶 (25)7.3轨迹起点 (26)7.4拖胶 (27)7.5轨迹中点 (28)7.6弧线终点 (29)7.7整圆终点 (30)7.8等待输入 (31)7.9输出 (32)7.10暂停 (33)7.11延时 (34)7.12循环 (35)7.13条件跳转 (36)7.14输出等待 (37)7.15矩阵 (38)7.16档案调用 (39)7.17程序结束 (40)八.报警 (41)九.其它注意事项 (44)概述本点胶机器人支持点胶、拖胶和圆弧运动,运用相关参数可使胶体流动与运动可高度匹配,实现均匀、平滑的加工效果。
相对于按键式手持操作器,人机界面友好,操作简单,容易上手。
本机器人扩展性好,IO以及系统功能可根据客户要求平滑升级,是低噪声、高精度、高效率点胶的最佳选择。
一.欢迎界面见图1.1。
点击可以进入主界面。
图1.1二.主界面点击进入到主界面,见图2.1。
主界面用于自动加工时的界面显示以及待机模式下档案操作和设备调试。
图2.11,格式为:当前档案号/总档案数,当前档案号表示正在执行的档案,总档案数表示系统中存在的总档案个数。
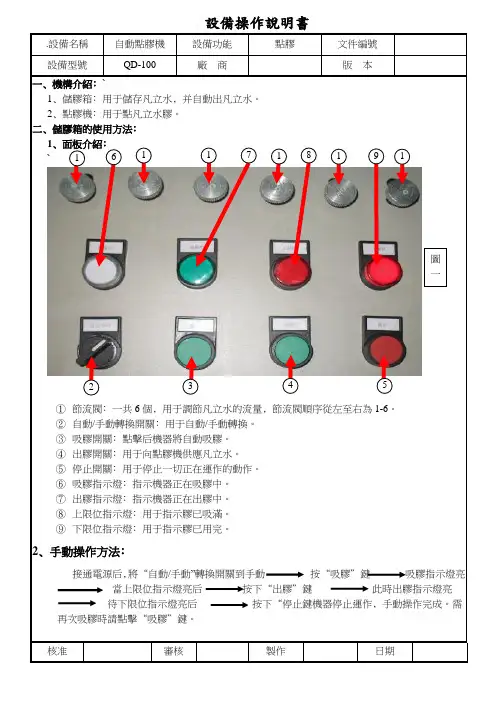
.設備名稱 自動點膠機 設備功能 點膠 文件編號設備型號QD-100廠 商版 本一﹑機構介紹﹕`1﹑儲膠箱﹕用于儲存凡立水﹐并自動出凡立水。
2﹑點膠機﹕用于點凡立水膠。
二﹑儲膠箱的使用方法﹕1﹑面板介紹﹕`① 節流閥﹕一共6個﹐用于調節凡立水的流量﹐節流閥順序從左至右為1-6。
② 自動/手動轉換開關﹕用于自動/手動轉換。
③ 吸膠開關﹕點擊后機器將自動吸膠。
④ 出膠開關﹕用于向點膠機供應凡立水。
⑤ 停止開關﹕用于停止一切正在運作的動作。
⑥ 吸膠指示燈﹕指示機器正在吸膠中。
⑦ 出膠指示燈﹕指示機器正在出膠中。
⑧ 上限位指示燈﹕用于指示膠已吸滿。
⑨ 下限位指示燈﹕用于指示膠已用完。
2﹑手動操作方法﹕接通電源后﹐將“自動/手動”轉換開關到手動 按“吸膠”鍵 吸膠指示燈亮 當上限位指示燈亮后 按下“出膠”鍵 此時出膠指示燈亮 待下限位指示燈亮后 按下“停止鍵機器停止運作﹐手動操作完成。
需再次吸膠時請點擊“吸膠”鍵。
1 1 111 1 62 3457 89 圖一設備型號QD-100廠 商版 本3﹑自動操作方法﹕將“自動/手動”轉換開關到自動 按“吸膠”鍵 吸膠指示燈亮 當上限位指示燈亮后 機器自動出膠 出膠指示燈亮 下限位燈亮后 機器將再次自動吸膠﹐就這樣循環﹐如需停止時﹐請點擊“停止”鍵。
自動操作完成。
三﹑點膠機操作﹕1.面板介紹﹕① 調速器﹕用于調節傳送帶的速度。
② 電源開關﹕控制點膠機的電源。
③ 氣壓表﹕用于顯示氣壓值。
④ 氣壓調節閥﹕用于調節氣壓。
⑤ 緊急停止開關﹕緊急情況時切斷電源。
⑥ 啟動開關﹕起動點膠機﹐進行點膠。
⑦ 復位開關﹕讓點膠機復位。
⑧ 夜晶顯示器﹕用于顯示畫頁。
⑨ 點膠頭﹕一共6個﹐用于點膠。
⑩ 點膠頭總開關﹕用于控制所有點膠頭的開和關。
⑪ 傳輸帶﹕用于傳輸產品。
⑫ 搖控器﹕用于控制X ﹑Y ﹑Z 軸的調節。
核准審核製作日期圖 二5728114 9316120 2.主畫面介紹﹕1 廠商名稱。

滴胶机操作流程一、准备工作。
咱开始用滴胶机之前呀,得先把一些东西准备好。
就像我们要出门旅行,得先收拾行李一样。
那用滴胶机需要准备啥呢?首先就是材料啦。
咱得有胶水,这胶水可不能随便乱选哦。
要根据自己的需求,是要硬胶还是软胶,透明的还是有颜色的,都得想清楚。
还有,要准备好要滴胶的物品,比如说小饰品呀,小零件之类的。
这些东西得先清理干净,要是上面有灰尘或者脏东西,那滴胶之后就不好看啦,就像在一张漂亮的脸蛋上抹了点灰似的。
再就是滴胶机本身啦。
要把滴胶机放在一个平稳的地方,就像给它找个安稳的小窝一样。
要是放得歪歪扭扭的,它工作的时候可能就会出问题,滴胶就滴得不均匀了。
然后呢,要检查一下滴胶机的各个部件,看看有没有损坏的地方,电线有没有插好。
这就跟检查自己的小宠物有没有受伤,有没有吃饱饭一样,得细心一点。
二、开机设置。
比如说滴胶的量。
这个量可不能随便乱设哦。
如果滴得太多,胶水就会流得到处都是,就像小娃娃吃饭吃得满脸都是一样,又浪费又难看。
要是滴得太少呢,可能就达不到咱们想要的效果。
这时候呀,就要根据要滴胶的物品的大小和形状来决定滴胶的量了。
一般来说,小的东西就少滴一点,大的东西就多滴一点。
不过这也不是绝对的啦,还得靠自己多试几次,找到最适合的量。
还有滴胶的速度也很重要呢。
如果速度太快,胶水可能就滴得不均匀,像个急性子的小怪兽,横冲直撞的。
速度太慢呢,又会浪费时间。
这个速度也要根据胶水的性质和要滴胶的物品来调整。
要是胶水比较稀,速度就可以稍微快一点;要是胶水比较稠,那速度就得慢一点啦。
三、开始滴胶。
参数都设置好之后,就可以正式开始滴胶啦。
这时候要把要滴胶的物品放在滴胶机下面合适的位置。
要放得稳稳当当的,就像把小宝贝放在摇篮里一样。
然后看着滴胶机开始工作,那感觉还挺奇妙的呢。
胶水一滴一滴地落下来,就像小雨点一样,落在要滴胶的物品上。
如果看到胶水有流得不均匀的地方,不要慌哦。
可以用小工具轻轻地把胶水推一推,让它变得均匀一些。
滴膠機操作說明書 設備名稱滴膠機 功能 滴膠 文件編號 設備型號厂商 版 本 核准 審核 制作 日期 s一﹑功能介紹﹕序號名稱 功能 1電源開關 按指示“ON ”﹑OFF 的位置開機或關機。
2模式開關 自動模式和人工模式的轉換。
3定時控制旋鈕 調節滴膠周期。
4氣壓調節器 控制機內氣壓大小。
5滴膠接頭 為滴膠氣壓系統提供快捷接頭。
6真空控制旋鈕 調節滴膠機中真空回吸的力量 7氣壓表 指示氣壓大小。
8進氣接口 高壓空氣入口。
9注滴控制開關 控制滴膠時間。
10 腳踏開關 人工模式下啟動滴膠機。
二﹑操作方法﹕1﹑接入電源電壓220V ∕50HZ ﹐供氣壓力6kg ∕cm2﹐打開電源開關指示燈“ON ”位置燈亮﹐機器各機構處于工作狀態。
2﹑LAN_MATE 系列產品條件如下(Auto 模式)﹕供氣壓力 滴膠時間 設定壓力 LAN MATE 系列 35-100psi 1S 15-25 psi 3﹑周期設置將模式開閏置于Auto 模式﹐調節TIME 旋鈕,設定滴膠時間范圍﹐設定時間為1S 。
4﹑機內氣壓設置接入氣壓﹐調節旋轉氣壓調節器(PRESSURE)調節到所需的值。
5﹑自動與手動設置將模式開關置于AUTO 為自動滴膠﹐設定時間后自動滴膠﹔模式開關置于MAN 為手動滴膠﹐需用腳踏板控制滴膠。
6﹑各條件設定后﹐將滴膠液放入針筒內﹐把軟管接入滴膠接頭內﹐可開始滴膠。
四﹑注意事項﹕1. AUTO 工作狀態下﹕根據規定的參數調節各參數值﹐設定過大﹐會沖翻針筒內活塞影響正常作業。
2. 工作結束時﹑針筒要及時清洗﹐否則膠料固化后﹐針筒拆卸將非常困難。
1 2 34 5 6 7 8 99 10 項目 產品型號。
自动点胶机使用方法-自动点胶机操作规程自动点胶机使用方法内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.一、自动点胶机安全操作规程1.接通电源和气源,打开电源开关。
2.在亚胶枪内装上胶筒,插好压胶枪进气快速接头。
3.治具上放好产品。
4.按面板上的复位按钮。
5.机械运行到原点后,调整出胶头的高度和出胶头的角度。
6.通过面板上的调压阀调节出胶压力。
7.确定是否开启循环模式。
8.按启动按钮机械开始点胶。
二、点胶流程1.升降气缸下降,等待下降延时,打开胶枪开始出胶。
2.等待设置的开胶延时后,小圆盘开始运行设定的点胶角度。
3.当小圆盘运行到关胶距离后,关闭胶枪,然后等待设置的关胶延时,4.一段点胶完成后(多段点胶时:再运行设定的间隔角度,段数计数加一。
如果未到设定的段数,继续下一段),气缸上升,等待设置的上升延时(或上升到位后)。
5.循环模式时,大圆转盘运行120度,继续下一个。
附注:1.运行时再按启动启动键暂停,暂停后再按启动键继续运行,按复位键归零;运行时按停止键停止,再按启动键则先归零再继续运行,停止后按复位键归零。
2.如果大转盘在回原点时,旋转角度大于360度还不停止,有可能是原点传感器坏了或感应片与感应器之间距离太大。
3.大盘或小盘不转:1)电机或驱动器坏了;2)电机或转盘上的齿轮坏了/松动了。
4.不出胶:1)压胶枪内无胶;2)气源异常;3)出胶阀卡住,出胶头堵塞;4)电磁阀异常。
5.电源和气源正常,机械无动作:1)24V开关电源坏了;2)接线松动或掉了;3)PLC 异常,接线不正确或电器元件问题。
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
全自动淋胶机说明书全自动淋胶机说明书一、目录 (1)二、简介 (2)三、技术指标 (3)四、安装 (4)五、操作步骤 (5)六、常见故障排除 (6)附1、淋胶系统原理图附2、喷水系统原理图附3、电器原理图附4、淋胶系统汽缸原理图附附5、易损件图纸清单一、简介LF-4000A型全自动淋胶机适用于表面涂覆工艺。
主要用于建材行业生产作用。
该设备主要由八个系统组成:1、淋胶室;2、淋胶系统(包括淋胶清洗系统并用);3、喷水系统;4、高粘度胶泵;5、工件定位系统;6、自动控制系统;7、输送系统(含动力部分);8、机架;该设备的特点是:1、适合高粘度胶水的淋胶。
如适用于高性能低播单组份聚胺脂胶水;2、对工件淋胶范围可控;3、性能稳定,清洗方便。
二、技术指标淋胶机外形尺寸(长x宽x高)9.0mx1.76mx2.0m 钢辊调速范围 0—15m/min胶泵调速范围 0—268r/min电源电压 380v/50Hz输送电机功率 1.5KW胶泵电机功率 0.75KW胶泵最高扬程 3m胶泵流量 50L/min淋胶最大板面宽度 540mm淋胶最大板面长度 4000mm工作气压0.8MPa±0.05MPa三、安装1、电源要求及连接方法:①本机器的工作电压为:380±10%V 50Hz。
如当地电网电压不符合要求,请配备一个稳压电源。
②本机器要求可靠接地。
2、该设备要求停放地基平稳,安装时应用水平尺调校好整部机器的水平,以保证机器处于最优的工作状态。
四、操作步骤1、自动状态①开启电源,旋开急停开关,触摸屏显示。
②点击触摸屏箭头,进入主界面。
在主界面上有一系列的参数,下面以“胶盒”为例子。
点击“胶盒”下边“开位置“的参数,弹出一个数字输入器,输入相应的参数后点击确认。
及可控制前面淋胶的空白距离。
若点击“关位置”,输入相应的参数,及可控制后端淋胶的空白距离。
③在主界面的左下角点击“手动”,随及可以看到”手动”变成了”自动”,最后点击”自动启动”,淋胶机开始处于自动淋胶状态。
滴胶机BK893Dispensing Controller使用说明Instruction Manual本品属于电器制品,应遵守安全事项,以免发生事故。
manual when operating. Please keep this manual within reach.!本说明书中,指出了预防事故发生的重要事项和产品的使用方法,请仔细阅读本说明书,安全使用本产品。
阅读后,请将此说明书妥善保管。
!This manual points out how to operate and the matters which need attention. please read this manual in detail, and use it safely, after read,please keep it withinreach.适用范围 (1)技术指标 (1)性能特点 (1)零部件说明...... (2)控制按键 (2)运行方法 (3)EXT控制口 (4)注意事项 (5)维护 (5)故障排除 (6)元件清单 (7)配件清单 (7)本规格适用于点胶机BK893。
BK-893循环型高精度自动滴胶机是用气压在设定时间内,把胶液推出。
由定时器控制每次注滴时间,确保每次注滴量一样。
只要调节好气压、时间和选择适当的针咀,便可轻易改变每次注滴量。
用途广泛,可注滴胶液包括快干胶、红胶、黄胶、环氧树脂、矽胶、润滑油、螺丝锁紧胶、防焊剂;锡浆等。
产品配套齐全。
可根据用户需要,配有大小不同的10种钢管针咀和5种塑胶咀,充分发挥注滴机的功能。
型号BK893电源电压220V 50H z AC输出电压18V AC最大功率20W调整精度0.01S出胶可调节范围0.02~9.99S主机重量 2.30kg采用红色三位一体数码管显示,时间以±0.01S 的方式增减;出胶时间0.01S~9.99S可调;有外部控制EXT扩展应用口12零部件功能步骤:按开电源开关 显示设定出胶时间★出胶时间的设定(在自动/半自动的暂停状态下)例子:从0.02S变更为0.50S时1、按住UP键1S●显示将闪亮,表示进入出胶时间设定模式。
设备介绍:
设备操作简单,功能强大。
能实现点,直线,和不规则图形多种方式点胶。
手持示教器操作,编程方便快捷,简单易学。
设备主界面:
点胶机的作业部分,由点胶控制系统、UV 固化系统、示教编程系统组成。
1. 点胶控制系统介绍
主界面点胶气压量越大。
电压调节:调节点胶阀的设定电压,在其他参数不变下,电压越大,点胶量越大。
我们用的电压一般设定到40~70v 之间。
电压显示屏:
输出开关必须在ON 的状态下才能出胶。
额度电流不能调节。
LED 指示灯
LED 显示屏
点胶模式:有划线、循环、清洗三种模式。
设备选用画线模式。
点胶时间:此时间为撞针抬起时间。
间歇时间:该时间为撞针两次撞击的时间间隔。
脉冲数:控制器对点胶进行计数。
参数设置:
在主屏显示下按下“SET ”键可进入菜单页面用“+”、“-”选择相应菜单,红色为当前选择项。
按“SET ”键确认可进行参数设置和模式设置。
参数设置菜单中,用“+”、“-”选择需要设置项目。
2、UV 固化系统介绍
主界面介绍
模式设置
按“模式设置键”→选择要设置的“通道按键”对应的指示灯会亮→再按“模式按键”每按一次模式会顺序循环切换,相应指示灯点亮→按“确认按键”后等待3 秒。
系统退出设置模式。
对应模式指示灯停止闪烁。
注意:本设备使用”外部触发”模式。
光强设置
按“光强设置键”光强指示灯闪烁→选择要设置的“通道按键”对应的指示灯会亮→按“加减键”调整光强值→按“确认按键”后等待3 秒。
系统退出设置模式。
光强指示灯停止闪烁。
固化时间设置
按“时间设置键”时间指示灯闪烁→选择要设置的“通道按键”对应的指示灯会亮→按“加减键”调整时间值→按“确认按键”后等待3 秒。
系统退出设置模式。
光强指示灯停止闪烁。
3、示教编程系统
开机准备:
开机后:三色指示灯的黄色指示灯闪烁,按下“复位”按钮。
等待2s复位完成后黄色灯停止闪烁,按下“启动”按钮三色灯由黄色转换到绿色。
设备进入运行模式
示教器面板介绍
注意:“W+”和“W-”控制Y2。
“SHIF”运动速度切换,有低、中、高三种模式。
产品加工:
1)设置加工产品型号:打开示教器主页面选择“1”加工任务,然后选择“2”进入快捷键设置界面设置要加工的程序。
注:快捷键3 和4 不允许编辑
快捷键1 为Y1 轴程序
快捷键2 为Y2 轴程序
快捷键3 为Y1 停止程序
快捷键4 为Y2 停止程序
2)快捷键程序设置步骤:
主页面→选择2“加工任务”→选择2“快捷”
按“F2”编辑按钮切换到选择文件列表里找到要要加工的程序
按下“ENT 按钮”确定再按一次“ENT 按钮”保存
注意:快捷键和他对应的程序不可以设错,否则无法正常运行。
每个
程序文件后面都有个Y1 或Y2 的后缀,快捷键1 对应的是带Y1 后缀的程
序,快捷键2 对应的是带Y2 后缀的程序。
3)开始加工产品:
将产品在载具上放好,按下“真空按钮”,再同时按下“真空按钮”和“启动按钮”。
设备开始加工产品。
CCD 与点胶阀针头位置的校正:
在主页面选择“4 功能测试”移动X,Y,Z 将X,Y 坐标调到(100,100)
Z 轴高度以喷嘴与产品距离3mm 左右
将测试屏(玻璃板)放在点胶阀下方,按下点胶阀空置面板的“点胶
触发按键”点一滴胶。
然后移动X 坐标将相机的中心移到胶滴的中心。
根据此时X 的坐标计算出相机与点胶阀喷嘴的相对坐标。
(建议每次编写程序前都必须校正一次。
)
程序路径的编写:
程序编写前我们先简单的熟悉下程序的组成
在F1 插入菜单我们可以插入点,直线,一些图形轨迹。
还可以插入一些功能点。
直接在手柄上输入前面的编号选择相应的项目。
设备常用的有孤立点、直线、OUT 点。
编写程序
在主页面上
选择“2 示教编程”
按“F1”新建
选择要编写的工位:Y1 或者Y2,按“F3”复位
开始程序的编写
UV 步进位置的编写
按“F1 插入”
选择“7 OUT”点并设置参数
将UV
按“F2”延时(数值必须在200ms 以上) 然后“ENT”确定
点胶路径编写:
“F1”插入→“2”直线→将CCD 中心移到起点位置→“ENT”确定起点→将CCD 中心移到终点位置→“ENT”确定完成。
在程序编写界面还有个“阵列功能”,可以简化编程,提高编程效率。
还可以在程序界面F2 编辑已经写好的程序。
先选定要编辑的对象,
按“F2”编辑。
就可编辑该对象。
UV 灯烤焦位置的编写:
“F1”插入→“1”孤立点→将点胶位置移动到UV 灯正下方→“ENT”
确定完成。
UV 灯的开启:
“F1”插入
“7”OUT 点并设置参数输出2 开启UV 灯1(即Y1 的UV 灯),输
出3 开启UV 灯2(即Y2 的UV 灯)
“F2”延时(数值必须在200ms 以上)然后“ENT”确定
程序编写完成后,返回示教界面
起点校正:
在示教界面输入“1”进入起点校正界面
将此时的X 坐标减去前面CCD 校正时得到的点胶喷头与相机的相对
坐标。
然后将得到的X 坐标值输入进去,按“ENT”确认后,再“ENT”保
存起点。
参数设置
在示教界面按“F4”进入参数设置界面
选择“5 结束动作”进入文件结束动作设置,选择“2 回文件终点”
然后“ENT”确认,再“ENT”保存。
注意此步骤的设置很重要,否则程序无法正常运行。
在示教界面选择刚才编写的程序
按““ENT”将程序下载到加工任务里。
然后退出返回到主界面选择“1
加工任务”在加工任务里将该程序设置到对应的“快捷键”。