挤出机选型
- 格式:ppt
- 大小:522.50 KB
- 文档页数:29
单螺杆挤出机的规格型号和基本参数单螺杆挤出机是一种广泛应用于塑料加工行业的设备,用于将塑料颗粒或粉末加热、熔化、挤出,制成各种形状的制品。
在挤出机市场上,不同规格型号的单螺杆挤出机具有各自的特点和适用范围。
本文将介绍单螺杆挤出机的规格型号和基本参数。
一、单螺杆挤出机的规格型号通常情况下,单螺杆挤出机的螺杆直径可分为20mm-250mm,L/D比可分为20-40。
常见的规格型号有25/25、30/25、45/30、65/25等,其中数字表示螺杆直径,斜线后面的数字表示L/D比。
不同规格型号的单螺杆挤出机适用于不同的生产需求。
较小直径的挤出机适用于小型生产和试验室应用,而较大直径的挤出机适用于大型生产。
二、单螺杆挤出机的基本参数1. 挤出量:挤出量是单螺杆挤出机每小时能够产出的塑料制品的重量。
单位通常为kg/h。
挤出量与螺杆直径、L/D比、转速等因素有关。
2.转速:转速是指螺杆旋转的速度,通常以转/分钟为单位。
转速决定了加工过程中塑料的进给速度和熔融效果。
3.功率:挤出机的功率包括驱动功率和加热功率。
驱动功率通常由电机提供,用于驱动螺杆旋转。
加热功率用于加热和熔融塑料。
4.加热功率:加热功率用于加热和熔融塑料。
加热功率与螺杆直径、L/D比、加热圈的数量和功率有关。
除了上述基本参数之外,单螺杆挤出机的一些特殊参数还包括螺杆加热方式、冷却方式、控制方式等。
螺杆加热方式通常有电加热、燃气加热和液体加热等。
冷却方式通常有风冷和水冷两种,根据不同的生产需求选择合适的冷却方式。
控制方式通常有手动控制和自动控制两种,自动控制方式可以实现对挤出机的精确控制和监测。
综上所述,单螺杆挤出机是一种广泛应用于塑料加工行业的设备。
不同规格型号的单螺杆挤出机具有不同的特点和适用范围。
其基本参数包括挤出量、转速、功率、加热功率等,这些参数直接影响着挤出机的生产能力和能耗。
了解这些规格型号和基本参数有助于选择和使用合适的单螺杆挤出机。
PE管材挤出机型号大全在现代工业生产中,PE管材是一种常见的管道材料,被广泛应用于建筑、市政工程、农业灌溉等领域。
而PE管材的生产过程中,挤出机是至关重要的设备之一。
挤出机通过加热、挤压、成型等工艺步骤,将塑料颗粒加工成所需管材形态。
本文将介绍一些常见的PE管材挤出机型号,帮助项目负责人选择适合生产需要的设备。
1. 单螺杆挤出机单螺杆挤出机是一种常见且基础的PE管材生产设备,适用于一般规格和要求的管材生产。
其结构简单,操作方便,成本相对较低。
常见的单螺杆挤出机型号包括ZSJ-45、ZSJ-65、ZSJ-90等,可根据生产需求选择合适规格的机型。
2. 双螺杆挤出机双螺杆挤出机相较于单螺杆挤出机,在生产效率和产品质量上有一定优势。
双螺杆挤出机能够更均匀地混合塑料颗粒,并具有更好的塑化效果。
常见的双螺杆挤出机型号包括SJZ-51/105、SJZ-65/132、SJZ-80/156等,适用于生产直径较大或特殊要求的PE管材。
3. 高速挤出机针对对生产效率和生产速度有较高要求的项目,高速挤出机是一个不错的选择。
高速挤出机采用特殊的螺杆结构和加热冷却系统,可以实现更快的生产速度和更高的产量。
常见的高速挤出机型号包括HSJ-50、HSJ-65、HSJ-90等,适用于大规模生产PE管材的项目。
4. 全自动挤出机对于自动化程度要求较高的生产线,全自动挤出机是一个理想的选择。
全自动挤出机配备智能控制系统和自动化装置,可以实现生产的全过程自动化操作,提高生产效率和稳定性。
常见的全自动挤出机型号包括XJ-55、XJ-65、XJ-80等,适用于需要高度自动化生产的项目。
结语选择合适的PE管材挤出机型号是项目成功运行的关键之一。
项目负责人在选择挤出机型号时,应根据生产规模、产品要求、预算等因素进行综合考虑。
本文介绍的挤出机型号仅是常见型号,市场上还有更多型号和品牌可供选择,希望项目负责人可以根据实际需求找到最适合的设备,确保生产顺利进行。
挤出机螺杆型号及尺寸规格表及挤出量1. 引言挤出机是一种常见的塑料加工设备,用于将塑料颗粒加热融化并通过模具挤出成型。
螺杆是挤出机的核心部件之一,起到将塑料颗粒从进料端输送至出料端的作用。
本文将介绍挤出机螺杆的型号及尺寸规格表,并讨论挤出量的相关概念和计算方法。
2. 螺杆型号及尺寸规格表挤出机螺杆的型号及尺寸规格表是根据不同的挤出机型号和生产要求而确定的。
以下是一个示例的螺杆型号及尺寸规格表:螺杆型号螺杆直径(mm)螺杆长径比螺杆梁比螺杆螺距(mm)A 45 20 25 60B 50 22 28 65C 55 24 30 70上述表格列出了三种不同型号的挤出机螺杆,分别命名为A、B和C。
每个型号的螺杆直径、螺杆长径比、螺杆梁比和螺杆螺距都有所不同。
这些参数的选择取决于挤出机的规格和所需的挤出效果。
螺杆直径是指螺杆的最大直径,通常以毫米(mm)为单位。
螺杆长径比是螺杆长度与螺杆直径之比,它反映了螺杆的拉伸程度。
螺杆梁比是螺杆的梁宽与螺杆梁厚之比,它影响了塑料的剪切和混合效果。
螺杆螺距是相邻螺旋的中心距离,它决定了塑料在螺旋槽中的停留时间。
3. 挤出量的概念和计算方法挤出量是指单位时间内挤出机从进料端到出料端挤出的塑料量,通常以千克/小时(kg/h)为单位。
它是衡量挤出机生产能力的重要指标之一。
挤出量的计算方法可以根据挤出机螺杆的直径和螺距进行估算。
常用的计算公式如下:挤出量(kg/h)= π * 螺杆直径^2 * 螺杆螺距 * 每转螺杆转速 * 每转螺杆进给量 * 60 / 1000其中,π取近似值3.14,螺杆直径和螺距的单位需保持一致,每转螺杆转速是指螺杆每分钟转动的圈数,每转螺杆进给量是指螺杆每转进给的距离。
需要注意的是,挤出量的计算结果仅供参考,实际挤出量还受到挤出机的工作状态、塑料材料的性质和加工条件的影响。
4. 结论本文介绍了挤出机螺杆型号及尺寸规格表以及挤出量的相关概念和计算方法。
螺杆的型号和尺寸规格表是根据不同的挤出机型号和生产要求而确定的,螺杆直径、螺杆长径比、螺杆梁比和螺杆螺距的选择取决于挤出机的规格和所需的挤出效果。
挤出设备计算与选型挤出设备是一种常见的工业设备,用于将塑料或橡胶等物料通过挤出机进行加热、塑炼、挤出成型的生产过程。
该设备有着广泛的应用领域,包括塑料制品、橡胶制品、食品包装等行业。
在进行挤出设备的选型和计算时,需要考虑多个因素,包括设备的规格、能耗、生产能力等。
下面将对挤出设备的计算与选型进行详细介绍。
一、挤出设备的计算在进行挤出设备的计算时,主要涉及到以下几个方面:1.生产需求计算首先需要明确生产需求,即每天需要生产的产品数量。
根据产品的类型和规格,可以得到每个产品的单个重量,然后通过每天需要生产的总重量,得到每天需要的挤出设备的生产能力。
2.设备能耗计算挤出设备的能耗主要包括电能和热能两部分。
在计算设备能耗时,需要考虑设备的运行时间、负载率、能源价格等因素。
通过设备的能耗计算,可以估算每天需要的电能和热能消耗,从而选择合适的能源供应方式。
3.设备尺寸计算挤出设备的尺寸对于生产效率和产品品质具有重要影响。
在进行设备尺寸计算时,需要考虑挤出机的螺杆直径、螺杆长度、进料口尺寸、出料口尺寸等因素,以确保设备能够适应所需生产能力。
4.动力系统计算挤出设备的动力系统包括电机和传动系统。
在进行动力系统计算时,需要考虑设备的驱动功率、传动效率等因素,以确保设备能够正常运行。
二、挤出设备的选型在进行挤出设备的选型时,需要综合考虑以下几个方面:1.生产需求根据每天需要生产的产品数量和规格要求,选择挤出设备的生产能力。
对于大批量生产的需求,可以选择生产能力较高的挤出设备;对于小批量多品种的需求,可以选择生产能力较低、换机快捷的挤出设备。
2.材料特性不同的挤出设备适用于不同的材料,如塑料、橡胶、食品等。
在选型时,需要根据所需生产的产品材料特性,选择适合的挤出设备。
3.设备质量与稳定性挤出设备是一个长期投资,需要考虑设备的质量和稳定性。
选择具有良好声誉的厂家和品牌,以确保设备质量可靠、维修方便。
4.经济性在选型时,还需要考虑挤出设备的经济性。
sj高效单螺杆挤出机技术参数SJ高效单螺杆挤出机是一种广泛应用于塑料加工领域的设备,具有高效、稳定、可靠的特点。
它通过将塑料材料加热融化后,通过螺杆的旋转推进,将熔融的塑料挤出成型。
下面将从技术参数的角度来介绍SJ高效单螺杆挤出机。
1. 机器型号:SJ高效单螺杆挤出机的机器型号通常以SJ开头,后面跟着一组数字,表示机器的规格和型号。
不同型号的机器适用于不同种类和规格的塑料材料挤出加工。
2. 螺杆直径:螺杆直径是指螺杆的最大外径,通常以毫米(mm)为单位。
螺杆直径的大小影响着挤出机的产能和挤出效果。
一般来说,螺杆直径越大,挤出机的产能越高,但也会增加设备的投资成本。
3. 长径比:长径比是指螺杆的有效长度与其直径之比。
它是衡量挤出机螺杆结构合理与否的重要参数。
长径比合理的螺杆可以提高塑料的熔融均匀性,减少材料的变质和气泡产生。
4. 螺杆转速:螺杆转速是指螺杆每分钟旋转的圈数。
螺杆转速的大小直接影响着挤出机的产能和挤出压力。
适当调整螺杆转速可以使塑料熔融均匀,提高挤出效果。
5. 电机功率:电机功率是指挤出机所使用的电机的功率大小。
电机功率的大小与挤出机的产能和能耗密切相关。
一般来说,电机功率越大,挤出机的产能越高,但也会增加能耗。
6. 最大挤出量:最大挤出量是指挤出机在单位时间内能够挤出的最大塑料量。
最大挤出量与螺杆直径、长度、螺杆转速等因素密切相关。
提高最大挤出量可以提高挤出机的产能。
7. 加热功率:加热功率是指挤出机所需要的加热功率大小。
加热功率的大小与挤出机的加热系统有关,通常用来提供螺杆和机筒的加热能量,使塑料材料能够被加热熔融。
8. 控制系统:SJ高效单螺杆挤出机通常配备先进的控制系统,用于控制挤出机的运行状态和参数。
控制系统可以实现自动控制、数据采集、故障诊断等功能,提高设备的稳定性和生产效率。
9. 自动送料系统:自动送料系统是SJ高效单螺杆挤出机的一个重要组成部分,用于将塑料原料自动送入挤出机进行加工。
工艺流程及设备选型工艺流程及设备选型工艺流程是指将产品从原材料到最终成品的整个生产过程。
在制定工艺流程时,需要考虑到产品的特点、工艺的合理性和设备的选型。
本文以某种产品的生产为例,介绍其工艺流程及设备的选型。
该产品是一种塑料瓶,生产工艺流程如下:1. 原料准备:首先,将用于制造塑料瓶的原料进行准备和配比。
原料主要由聚乙烯和聚丙烯组成,需要按照一定的比例混合,并加入一些添加剂,如增塑剂、着色剂等。
2. 挤出成型:将原料放入挤出机中,通过加热和高压挤出口,将原料熔化并挤出。
这一步主要是将原料转化为塑料管材的形状。
3. 模具冷却:挤出的塑料管材通过冷却装置冷却,在这一过程中,塑料管材逐渐固化并保持一定的形状。
4. 模具整形:经过冷却的塑料管材进一步被带入成型模具中。
模具的形状应与所需的塑料瓶形状相匹配,通过加热和压力,塑料被挤压成瓶形。
5. 瓶口整形:塑料瓶的瓶口需要进一步加工,如修剪、烧瓶口等,以使其符合所需规格。
6. 检测质量:在整个生产过程中,需要进行质量检测,以确保产品符合相关标准和要求。
质量检测可以包括外观检验、容量检测、瓶口密封性检测等。
7. 包装:最后,经过质检合格的塑料瓶,需要进行包装,以保护产品在运输和储存过程中不受损坏。
根据以上的工艺流程,选取适合的设备是非常重要的。
下面是一些设备的选型建议:1. 挤出机:挤出机是生产中最关键的设备之一。
应选用技术先进、稳定性好的挤出机,以提高生产效率和产品质量。
2. 冷却装置:冷却装置需要具备良好的制冷和温度控制功能,以确保塑料瓶在冷却过程中的固化和成型效果。
3. 成型模具:成型模具应根据所需产品的形状和尺寸进行定制,以确保塑料瓶的成型和质量。
4. 质检设备:质检设备在产品生产环节中非常重要,应选用精准度高、稳定性好的设备,以确保产品的质量达到标准。
5. 包装设备:包装设备应根据产品的规格和包装要求进行选择,以提高包装效率和产品的外观质量。
综上所述,了解工艺流程并选择适合的设备对于产品的生产至关重要。
挤出机的选择:一,依成型制品规格进行选择:制品规格不同,用料量也不一样,可参照“螺杆直径与制品规格尺寸”,先选出螺杆的直径,然后由螺杆直径再进一步选出挤出机的规格型号。
二,按挤出成型制品所用的原材料选择:PVC挤出成型用设备①单螺杆挤出机.20多年前,PVC挤出成型多采用渐变型单螺杆式挤出机,由于PVC是一种热敏性塑料,挤出机的螺杆转速不能过高,要先把PVC粉(片)料造粒后,再投入制品的生产,后来有了PVC粉料专用挤出机,不需要造粒,可直接把粉料混合好后投入挤出机生产成型制品即可.注:对于PVC料中需加入增塑剂的软质PVC制品,挤出成型前还必须先造粒,然后挤出成型。
②锥形异向双螺杆挤出机.这类种的挤出机价格适当,对于PVC粉料的挤出不会引起过高的摩擦热,避免了原料的分解,挤出料量稳定、成品产量高且性能又得到保证,目前用PVC混合粉料生产硬质PVC制品时,首先考虑用这种挤出机。
③平行异向双螺杆挤出机.用这种挤出机可直接把PVC粉料直接挤出成型管材、异形材,也适合HDPE料挤出管材,产量也比以上两种挤出机高,但由于价格过高且维修较复杂,目前应用还较少。
2,其他塑料挤出成型设备对于PE 、PP、PS、PC、ABS塑料的挤出成型,目前选用单螺杆挤出机,这主要是这种挤出机的价格便宜,操作和维修比较方便,而且现在也有了高效的单螺杆挤出机,长径比为30:1,螺杆转速可达100-300r/min。
三,设备生产厂商的选择挤出机的类型和规格型号确定后,如何找设备生产商也是应该注意的一个问题,国内质量较好的生产厂商主要分布在上海、青岛、大连、顺德、张家港一带,这些厂家建厂时间长,势力雄厚且有多年的实践经验,品质可靠,使用寿命长,售后好!1.螺杆的转速这是影响一台挤出机产能最关键的因素。
螺杆转速不仅是提高对物料的挤出速度和挤出量,更重要的是使挤出机在实现高产量的同时得到好的塑化效果。
以往要提高挤出机产量,主要的办法是加大螺杆直径。
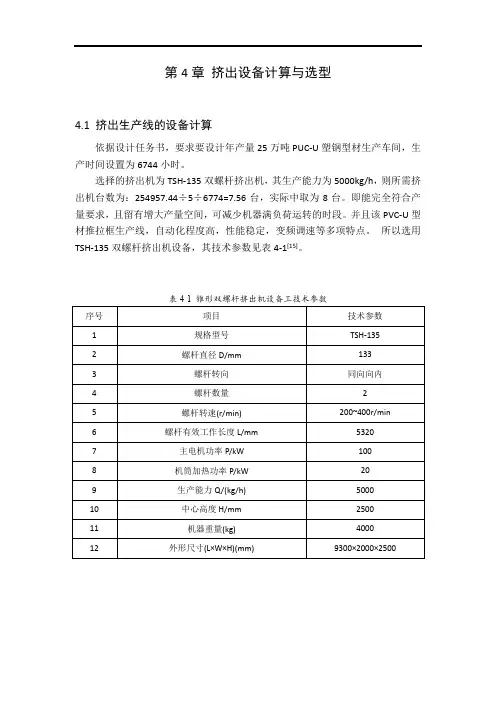
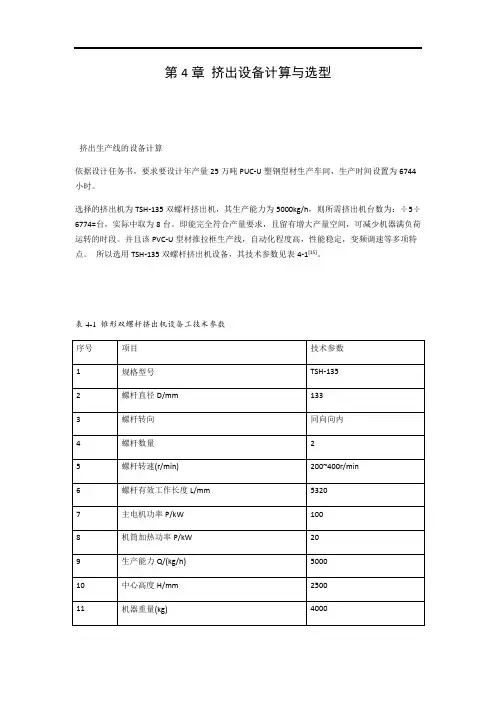
第4章挤出设备计算与选型4.1 挤出生产线的设备计算依据设计任务书,要求要设计年产量25万吨PUC-U塑钢型材生产车间,生产时间设置为6744小时。
选择的挤出机为TSH-135双螺杆挤出机,其生产能力为5000kg/h,则所需挤出机台数为:254957.44÷5÷6774=7.56台,实际中取为8台。
即能完全符合产量要求,且留有增大产量空间,可减少机器满负荷运转的时段。
并且该PVC-U型材推拉框生产线,自动化程度高,性能稳定,变频调速等多项特点。
所以选用TSH-135双螺杆挤出机设备,其技术参数见表4-1[15]。
表4-1 锥形双螺杆挤出机设备工技术参数4.2 混合机组的设备计算4.2.1 高速混合机的选取与计算每年需要高混的物料量为:268376.25t每天需要高混的物料量为:268376.25/281=955.1t每小时需要高混的物料量:955.1/24=39.80t每10分钟可以混一锅料,则每小时混6锅料,则每锅混料量:39.80/6=6.63t PVC-U粉料的表观密度为0.45t/m3,每锅可装粉料量:6.63t/0.45=14.7m3;则需要高混机的最小容积为14.7m3。
所以选用WLD-H-35高速加热/冷却混合机组,其技术参数见表4-2。
高混机的有效容积取15m3,PVC-U粉料的表观密度为0.45t/m3,每锅可装粉料量:0.45×15=6.75 t每10分钟可以混一锅料,则每小时混6锅料,则每小时混料量:6.75×6=40.5 t/h需要高混机:268376.25/(40.5×6744)=1.78台所以选用2台WLD-H-35热混机。
4.2.2 冷混机的选取与计算与WLD-H-35热混机配套的冷混机可选用WLD-H-35冷却机。
WLD-H-35冷却机技术参数见表4-3。
表4-3 WLD-H-35冷混机技术参数需要冷混机的台数:268376.25/(40.5×6744)=1.78所以选用2台WLD-H-35冷混机。
单螺杆挤出机的规格型号与基本参数一、规格型号1.挤出量:挤出量是衡量单螺杆挤出机生产能力的重要指标,通常以千克/小时来表示。
挤出量的大小取决于单螺杆挤出机的规格型号和生产过程中的要求。
2. 螺杆直径:螺杆直径是指单螺杆挤出机螺杆的直径大小,通常以毫米(mm)来表示。
螺杆直径的选择需根据所处理物料的性质和生产要求来确定。
3.螺杆长径比:螺杆长径比是指螺杆长度与螺杆直径的比值。
螺杆的长径比会影响到挤出机的性能和挤出物料的质量。
在实际生产中,根据不同的物料和生产要求,选择合适的长径比是十分重要的。
二、基本参数除了规格型号外,单螺杆挤出机的基本参数也是评估其性能和适用性的重要指标。
以下是一些常见的基本参数:1.驱动功率:驱动功率是指单螺杆挤出机所需的功率大小,通常以千瓦(kW)来表示。
驱动功率的大小与挤出机的规格型号、生产能力和物料粘度等因素有关。
2.加热功率:加热功率是指单螺杆挤出机加热装置所需的功率大小,通常以千瓦(kW)来表示。
加热功率的大小取决于加热方式和生产要求等因素。
3.温控系统:单螺杆挤出机通常配备有温控系统,用于控制挤出机的温度。
温控系统通常由温度控制器和加热装置等组成,以确保挤出过程中的温度稳定性。
4.单螺杆转速:单螺杆挤出机的螺杆转速是指螺杆每分钟旋转的圈数,通常以转/分钟或转/秒来表示。
螺杆转速的大小与物料的熔融温度、挤出量和挤出速度等因素有关。
5.模具尺寸:单螺杆挤出机的模具尺寸通常由模具的宽度和高度来表示,用于指导挤出过程中塑料物料的形状和尺寸。
6.机器重量和外形尺寸:机器重量和外形尺寸是指单螺杆挤出机的重量和外部尺寸,用于评估设备的可移动性和适用范围。
这些规格型号和基本参数是评估单螺杆挤出机性能和适用性的重要指标,在选择和使用时需要根据具体的生产需求和物料特性来确定。
在购买和使用单螺杆挤出机时,需要根据实际情况,选择合适的规格型号和基本参数,以确保生产过程的高效性和塑料制品的质量。
第4章挤出设备计算与选型挤出生产线的设备计算依据设计任务书,要求要设计年产量25万吨PUC-U塑钢型材生产车间,生产时间设置为6744小时。
选择的挤出机为TSH-135双螺杆挤出机,其生产能力为5000kg/h,则所需挤出机台数为:÷5÷6774=台,实际中取为8台。
即能完全符合产量要求,且留有增大产量空间,可减少机器满负荷运转的时段。
并且该PVC-U型材推拉框生产线,自动化程度高,性能稳定,变频调速等多项特点。
所以选用TSH-135双螺杆挤出机设备,其技术参数见表4-1[15]。
表4-1 锥形双螺杆挤出机设备工技术参数混合机组的设备计算高速混合机的选取与计算每年需要高混的物料量为:每天需要高混的物料量为:281=每小时需要高混的物料量:24=每10分钟可以混一锅料,则每小时混6锅料,则每锅混料量:6= PVC-U粉料的表观密度为m3,每锅可装粉料量:=;则需要高混机的最小容积为。
所以选用WLD-H-35高速加热/冷却混合机组,其技术参数见表4-2。
表4-2 WLD-H-35热混机技术参数高混机的有效容积取15m3,PVC-U粉料的表观密度为m3,每锅可装粉料量:×15= t每10分钟可以混一锅料,则每小时混6锅料,则每小时混料量:×6= t/h需要高混机:×6744)=台所以选用2台WLD-H-35热混机。
冷混机的选取与计算与WLD-H-35热混机配套的冷混机可选用WLD-H-35冷却机。
WLD-H-35冷却机技术参数见表4-3。
表4-3 WLD-H-35冷混机技术参数需要冷混机的台数:×6744)=所以选用2台WLD-H-35冷混机。
其它设备计算粉碎机(技术参数见表4-4)及磨粉机(技术参数见表4-5)因只在回收粉碎废品时使用,年需破碎、磨粉量为吨,全年需要破碎下脚料为吨,选用PE-200×300型破碎机,每小时破碎量为3-6t/h,因此选用大型的PE-200×300型粉碎机和同规格的磨粉机即可满足生产;这些设备8条生产线选用一台机器就可满足生产要求。

SJ-150×25挤出机组配置及技术参数安庆某某橡塑机械制造有限公司概述Φ150某25挤出机组,用于挤制电缆,绝缘及护套,整机运行稳定可靠,各组件运行保证同步,控制系统可靠先进适用。
该机组适用于PVC,PE,某LPE、PVC护套挤出等塑料原料挤出。
一、Φ3150龙门式放线架,本装置内可放置PN2000—PN3150标准线盘,在放线过程中电缆中心维持不变。
线盘的升降及顶针的分合由交流电机驱动,可以单联动操作,最大载荷:20吨,被动放线二、3200kg气动平皮带牵引机(仿诺基亚)1、最大牵引力:3200kg2、适用线径:Φ30-Φ120mm3、最大牵引速度:40m/min4、皮带有效接触长度:2000mm,皮带宽度:150mm5、牵引电动机功率:15KW/Z4直流电机,美国ETD或欧陆590直流调速四档变速6、八对气缸,平皮带气动压紧三、线芯导向托轮架四、SJ—150某25塑料挤出机1、采用高强度硬齿面齿轮减速机2、螺杆直径:150mm;螺杆材质:38CrMoAlA;硬度:HV920-840以上;渗氮处理深度0.4-0.8mm,螺杆设有水循环3、螺杆长径比(L/D)25:14、螺杆形式:BM5、螺杆最高转速60r/min6、Φ140直角机头,带一套模具,最大出线直径130mm机头加热区功率4区某4KW铸铝加热瓦7、机筒加热区功率6区某9KW铸铝加热瓦8、主机电动功率160KW直流电机(Z4直流),调速器采用美国ETD 或欧陆590直流调速系统9、真空自动上料机、烘干机(800kg)10、下螺杆托架安庆某某橡塑机械制造有限公司11、机头托架12、最大出胶量800kg/h五、不锈钢水槽(带电缆头托车)带吹干24米1、24米常温不锈钢水槽,截面400mm某360mm某2.5mm,水槽内设导轮及挡水闸板,配备引线小车;前4米可移动,带落水箱。
配爪式吹干机一台六、3200kg气动平皮带牵引机(仿诺基亚)1、最大牵引力:3200kg2、适用线径:Φ30-Φ140mm3、最大牵引速度:40m/min4、皮带有效接触长度:2000mm,皮带宽度:150mm5、牵引电动机功率:15KW/Z4直流电机,美国ETD或欧陆590直流调速系统,四档调速,带电子计米;6、八对气缸,平皮带气动压紧七、Φ3150龙门式收排线机1、收线架承重20T2、电机功率10kg/m3、最大收线速度:60m/min4、收线盘规格:PN1600-PN3150,排线最大直径:120mm5、电动机升降排线可跟踪收线速度无级调速。
双螺杆挤出机的分类双螺杆挤出机是一种常见的塑料加工设备,广泛应用于塑料制品的生产过程中。
根据其特点和用途,可以将双螺杆挤出机分为以下几类。
一、按照结构形式分类1. 平行双螺杆挤出机:该类双螺杆挤出机的两个螺杆平行排列,具有相同的直径和螺距。
平行双螺杆挤出机通常用于处理高粘度的塑料材料,如PVC、TPU等。
其主要特点是挤出效果好,温度控制稳定,适用于生产高质量的塑料制品。
2. 锥形双螺杆挤出机:该类双螺杆挤出机的两个螺杆呈现出倾斜的形状,具有不同的直径和螺距。
锥形双螺杆挤出机适用于处理各种塑料材料,如PE、PP、ABS等。
其主要特点是能够实现较高的挤出产量,适用于大规模生产。
3. 变截面双螺杆挤出机:该类双螺杆挤出机的螺杆截面形状可变化,可以根据不同的产品要求进行调整。
变截面双螺杆挤出机适用于加工复杂形状的塑料制品,如管材、型材等。
其主要特点是能够实现精确的挤出控制,提高产品质量。
二、按照用途分类1. 塑料挤出机:该类双螺杆挤出机主要用于加工各种塑料制品,如塑料管材、塑料薄膜、塑料型材等。
塑料挤出机可以根据不同的塑料材料和产品要求进行调整,实现精确的挤出控制。
2. 橡胶挤出机:该类双螺杆挤出机主要用于加工各种橡胶制品,如橡胶密封件、橡胶管材、橡胶板等。
橡胶挤出机具有较高的挤出压力和较宽的温度控制范围,可以满足橡胶制品的加工需求。
3. 食品挤出机:该类双螺杆挤出机主要用于加工食品制品,如面条、冷冻食品、谷物食品等。
食品挤出机具有较高的卫生标准和食品安全要求,能够保证食品制品的质量和卫生安全。
4. 医疗挤出机:该类双螺杆挤出机主要用于加工医疗器械和医用塑料制品,如输液管、注射器、人工骨骼等。
医疗挤出机具有较高的卫生标准和医用要求,能够满足医疗器械的生产需求。
三、按照挤出方式分类1. 直线挤出机:该类双螺杆挤出机的挤出方向与进料方向相同,即材料从一端进入,从另一端挤出。
直线挤出机适用于加工较长的塑料制品,如管材、型材等。
单螺杆挤出机的规格型号与基本参数单螺杆挤出机是一种常用于塑料制品加工的设备,具有广泛的应用领域。
它通过将固态物料加热、熔融,然后通过螺杆的旋转运动将熔融物料从模具中挤出,形成所需的产品形状。
以下是单螺杆挤出机的规格型号和基本参数的详细介绍。
1.规格型号:单螺杆挤出机的规格型号有很多种,常见的有:SJ-45、SJ-65、SJ-75、SJ-90、SJ-120、SJ-150等。
其中,SJ代表单螺杆挤出机的标志,数字代表螺杆直径(单位:mm)。
不同规格型号的挤出机适用于不同的生产要求和产品类型。
2.基本参数:- 螺杆直径:螺杆直径是指螺杆的最大直径,常见的螺杆直径有20mm、30mm、45mm、65mm等。
螺杆直径的选择与所需挤出产品的尺寸和要求密切相关,一般来说,较大的螺杆直径适用于生产大尺寸的产品。
-螺杆转速:螺杆转速是指螺杆的旋转速度,通常以转/分钟为单位。
螺杆转速的选择与所用材料的熔融性能、生产速度和产品质量要求有关。
一般情况下,转速越高,熔融过程越充分,产品的均匀性和质量也会提高。
-螺杆长度:螺杆长度指的是螺杆的有效工作长度,一般以毫米为单位。
螺杆长度的选择与螺杆的螺距、螺杆直径、挤出产品的长度等因素有关。
较大的螺杆长度有助于增加螺杆的挤出能力和熔融性能。
-加热功率:加热功率是指单螺杆挤出机的加热能力,通常以千瓦为单位。
加热功率的大小与所用材料的熔点、熔化温度、螺杆直径和长度等因素有关,需要根据具体的生产要求进行选择。
-挤出能力:挤出能力是指单螺杆挤出机每单位时间内可以挤出的物料量,通常以千克/小时或克/秒为单位。
挤出能力的大小与螺杆的直径、转速、长度等参数密切相关,一般来说,较大的挤出能力可以提高生产效率。
除了以上基本参数外,单螺杆挤出机还涉及到其他一些辅助参数,如:模具尺寸、压力控制系统、温度控制系统、冷却系统等。
这些参数可以根据生产需要进行调整和配置,以满足不同产品的生产要求。
综上所述,单螺杆挤出机的规格型号和基本参数是根据生产需求和产品要求来确定的,它们的选择和配置可以对挤出产品的质量、生产效率和经济效益产生重要影响。
挤压机的分类及型号表示方法。
挤压机是一种很常见的机器设备,它可以将固态物料变形并塑成所需要的形状,从而满足生产的需求。
挤压机根据不同的工作原理和用途,可以分为多种不同的类型,下面就来详细讲解一下挤压机的分类及型号表示方法。
一、按照工作原理分1、单螺杆挤出机:单螺杆挤出机又称单螺杆挤压机,其工作原理是通过一根螺杆将固态物料加热软化,然后将软化后的物料进行挤压成型。
这种挤出机一般适用于生产PC、PMMA、ABS等普通材料的制品。
2、双螺杆挤出机:双螺杆挤出机又称平行双螺杆挤压机,其工作原理是通过两根同向旋转的螺杆将物料加热、混合、塑化,并将塑化的物料挤出成型。
这种挤出机适用于生产PP、PE等高分子材料的制品。
3、混炼挤出机:混炼挤出机又称密炼挤出机,其工作原理是通过滚筒加热、混炼、塑化物料,并将塑化后的物料挤出成型。
这种挤出机适用于生产轮胎胶、胶管、管件、密封垫等橡胶制品。
4、贯流挤出机:贯流挤出机又称转子挤出机,其工作原理是通过一个转子来将基材塑化,然后经过模头,将物料挤出成型。
这种挤出机适用于生产硅胶、尼龙、PVC等高分子材料的制品。
二、按照用途分类1、塑料挤出机:塑料挤出机主要适用于生产各种塑料制品,如塑料管材、盖子、塑料袋等。
2、橡胶挤出机:橡胶挤出机主要适用于生产各种橡胶制品,如轮胎胶、胶管、管件、密封垫等。
3、金属挤出机:金属挤出机主要适用于生产各种金属制品,如铝合金门窗、汽车零部件等。
三、型号表示方法挤压机的型号通常包含以下几个方面的信息:1、规格:包括型号、容量等。
2、结构:包括单螺杆、双螺杆、混炼、贯流等。
3、用途:包括塑料、橡胶、金属等。
4、特殊功能:如自动化程度、切割方式等。
例如:SJG45/30-3/4A挤出机中,SJ表示挤出机的规格型号,G表示挤出机;45/30表示螺杆直径为45mm,螺杆长径比为30:1;3表示三层挤出,4表示四冷却辊,A表示自动送料。
总之,挤压机分类繁多,型号操作复杂,需要在实际应用中根据具体需求进行选择。