飞剪技术PLC
- 格式:doc
- 大小:715.55 KB
- 文档页数:15
西门子S7-200PLC在飞剪电气控制系统中的应用何小书郝俊强(北京二十一世纪科技发展有限公司100096)[摘要]介绍西门子S7-200CN PLC在铝带材横切机组的电气控制系统中的应用,特别是旋转式飞剪的系统组成、控制方法和数学模型、程序设计思想及实际效果。
关键词旋转式飞剪、全数字直流调速装置、PLC、定尺Application of SIEMEMS S7-200CN PLC in the electric system of cut to length machine and rotating flying shear for aluminum sheetAbstract:The electric control system of cut to length machine for aluminum sheet was introduced. The rotating flying shear for aluminum sheet, control method and mathematical model, program design, applied really result and siemens S7-200CN PLC was mainly described.Keywords:rotating flying shear;fully digital microprocessor-controlled DC variable speed drives;PLC;setting scale铝带材横切机组的主要工作是将经冷轧机轧制完毕的铝带材切去头尾、切边、矫直、横切、垛板。
主要设备有开卷机、切头剪、圆盘剪、矫直机、飞剪、皮带机、垛板台等。
飞剪是其中的关键设备,它在保证剪刃和机列其它设备及带材的速度同步配合的情况下,将平动中的带材按要求的定尺进行高精度的剪切。
图1横切机组的主要设备组成简图。
飞剪的工作原理吕建东2014年3月18号飞剪的逻辑控制过程由PLc系统实现,在上位机系统可设定定尺剪的控制参数(其中包括定尺的长度Ll、定尺数量N、剪切因子等)、启动,停止,测试定尺剪,在生产过程中,由18#机架后面的热金属探测器检测到钢材头部的时间Tn,同时开始计时,根据时问和成品机架的线速度S、热金属探测器到定尺剪交叉位之间的距离LO 可以计算出定尺剪启动剪切的时间点Tn+1。
其中:Tn+1=Tn+(LO+L1‘N)/SPLC系统根据不同的速度、品种规格计算和优化出最佳的剪切曲线㈣,通过DP总线把速度的给定值传送到定尺剪的直流传动系统,完成每一个剪切周期。
1硬件构成及功能棒材生产线一般配置三台剪子,本生产线根据实际的需要增加了一台飞剪,因此本系统又四台飞剪,分别为1#、2#、3#、3B#剪,l#、2#飞剪用于生产过程的切头、切尾、碎断,3#、3B#剪根据上位机系统的设定完成不同规格品种的定尺剪切,把轧件跟据预先设定的长度按不同的倍数进行剪切,分段送到冷床,确保定尺的精度,以提高定尺率,优化产品的技术经济指标。
飞剪动作执行过程包括剪切及定位。
飞剪在正常剪切过程下有三个可能运行状态(运行速度):自动速度、碎断速度、测试速度。
在生产过程中使用最多的之中状态是自动状态。
碎断速度的使用是轧件在生产过程如果出现不正常现象,需要对轧件进行碎断处理时用到。
测试速度主要是作为准备生产前对设备时候正常状态的测试。
飞剪系统由两部分组成:一是直流传动装置,二是逻辑控制单元(属于基础自动化级)。
飞剪的自动速度匹配信号是基础自动化级给定的。
飞剪在剪刀位置安装由位置检测编码器和定位接近开关,在剪机前有热会属探测器。
它的基本原理是:当有轧件来时,热金属检测器HMD检测到轧件信号后,飞剪电机经过启动延时,以超前于前一架轧机线速度一定量的速度启动,达到自动剪切速度值,先加速后匀速,运行至剪切点时,剪刃闭合,对轧件进行剪切。
然后,飞剪进入定位过程。

飞剪操作说明书1飞剪操作主要步骤1.1装置上电●传动控制电源进线开关●传动柜风机电源开关●传动主回路进线开关●传动控制单元电源开关●励磁电源开关●电机通风机电源开关●PLC系统电源开关1.2检查润滑信号●集中操作台:润滑OK指示灯常亮●或就地操作台:润滑OK指示灯常亮1.3飞剪投入●集中操作:飞剪投入/原位按钮1.4进入自动状态●集中操作:按自动按钮,指示灯亮2功能选择及参数设定2.1选择控制功能切头、切尾、分段、优化2.2设定控制参数速度超前率,切头、切尾长度2.3设定飞剪机械结构(注)选择相应机械结构注:当飞剪为固定结构时,无须进行此项操作。
2.4选择出口机架(注)选择相应出口机架注:当飞剪为固定出口机架时,无须进行此项操作。
倍尺剪出口机架为:18,16,14。
2.5选择测长方式选择测量优先(或辊径优先)冷剪采用辊径优先3飞剪诊断辅助操作3.1模拟剪切起动/停止模拟模拟剪切条件:飞剪投入,自动选择,出口机架运转。
注意:必须出口机架起动后,再起动模拟,否则模拟不正常。
3.2报警处理●报警响应●音响解除:按一下故障响应钮●故障复位:速按两下故障响应钮3.3检查冷、热金属检测器信号●冷、热检测试:按动冷热金属检测器测试按钮,观察对应指示灯亮●观察各冷、热检信号计数的一致性。
3.4检查测长记录●观察所记录的最后10次测量辊周长测量值的一致性。
4飞剪原位标定操作操作地点:飞剪就地操作箱操作步骤:(1)操作箱上的“就地_关断_集中”选择开关选到“就地”,操作允许指示灯点亮。
按一下飞剪投入按钮。
(2)按下“故障响应”,同时按一下飞剪“投入”后,松开按钮,飞剪“投入”指示定开始闪烁,表明系统进入原位标定状态。
(3)剪刃开始缓慢运动,寻找原位开关,此时不要进行任何操作。
(4)等待剪刃找到原位开关并已停止不动后,操作飞剪“正反点动”选择开关,将剪刃点动到剪刃闭合点,停止点动操作,按一下飞剪“关断”按钮,此时原位标定过程结束。

CERI起停式飞剪控制原理(培训提纲)PRELOA D STROB1.1STROB1.2OUT1HSCAPMDRIVEA B ZG E90-30 PLCA B ZMM MHMD-1HMD-2REF A OA B ZPGPGPG飞剪控制柜飞 剪夹送辊M HMD-0上游机架起停式飞剪控制系统示意图1.CERIS飞剪系统主要特点:•操作简单•维护方便•工作稳定•剪切精度高•最大的产品收得率2.飞剪控制系统配置2.1 机械部分:•由电机、齿轮减速箱、剪机以及碎料收集装置组成。
•剪机为组合式结构,分三种形式:回转式、曲柄式,曲柄+飞轮。
•碎料收集装置:带有剪前转辙器,带有剪后切废导板,左右料箱,料箱切换溜槽。
2.飞剪控制系统配置2.2 电气部分•检测元件:–HMD-0、HMD-1、HMD-2–轧线出口脉冲编码器–电机轴脉冲编码器–原位接近开关–润滑油压力开关–飞轮投入接近开关–曲柄投入接近开关2.飞剪控制系统配置•PLC–CPU–高速计数器模块HSC–轴定位模块APM–数字输入输出模块DI/DO•全数字直流传动•集中操作台(含HMI)CS,机旁操作箱CB3.轧件长度测量及剪切长度控制•脉冲数与长度的关系—脉冲当量轧件通过长度L=N*LPP–N: 成品轧机编码器输出脉冲增量–LPP:脉冲当量,即单位脉冲对应的轧件长度 mm, 当成品轧机工作辊径不变时,LPP基本为常数。
–L与N成正比,长度测量变成脉冲计数。
3.轧件长度测量及剪切长度控制•从工作辊径计算脉冲当量—辊径优先(理论计算法)LPP= *Dw/(PPR*i)–LPP—脉冲当量–Dw—工作辊径–PPR—编码器每转脉冲数–i—轧机减速箱速比3.轧件长度测量及剪切长度控制•通过两个HMD测量脉冲当量—测量优先(直接测量法)LPP=L/N–LPP—脉冲当量–L—HMD-1~HMD-2之间的距离–N—轧机头部通过HMD-1~HMD-2时记录的脉冲数•计算工作辊径:Dw=LPP*PPR*i/3.轧件长度测量及剪切长度控制•以上两种方法的优缺点:–辊径优先:LPP值稳定不变(优)辊径估计不准,辊径变化不能自(缺)。
一、设备用途3#飞剪位于预精轧之后,精轧之前。
具有切头,切尾功能,并与碎断剪配合实现碎断功能。
二、设备主要性能参数1.1设备主要功能描述● 切头剪:飞剪型号FJ-3#BB1-G剪切形式回转式飞剪剪切功能切头、切尾工作制度启/停式工作制剪切材料断面≤φ30mm剪切温度≥850℃剪切速度 V= 5~16.5m/s回转半径R=455mm传动比i=1.26剪刃宽度220 mm润滑系统稀油集中润滑(油压)0.1~0.3 Mpa代表钢种25MnSiV、40MnSiV● 碎断剪:飞剪型号 FJ-3#E12剪切形式回转式飞剪剪切功能碎断工作制度连续工作制剪切材料断面≤707 mm2剪切温度≥850℃剪切速度 V= 5~16.5m/s回转半径R=200mm传动比i=1剪刃宽度130 mm润滑系统稀油集中润滑(油压)0.1~0.3 Mpa代表钢种25MnSiV、40MnSiV1.2所选电机技术参数:● 切头剪:型号 ZFQZ-315-42额定功率250KW 额定转速600r/min额定电压440V额定转矩3.98kNm最大运行转矩11.94kNm启动转矩13.93 kNm转动惯量J=7.7kg㎡● 碎断剪:型号 ZFQZ-280-21额定功率150KW 额定转速1000r/min额定电压440V额定转矩1.91kNm最大运行转矩4.78kNm启动转矩5.73kNm转动惯量J=4.6kg㎡1.3所选气动元件技术参数气缸 3件电磁阀PS340H-3G三联件PAU5000-06BG三、受控制的装置切头剪主传动直流电动机1台ZFQZ-315-42250KW 600r/min 额定电压440V碎断剪主传动直流电动机 1台 ZFQZ-280-21200KW 1000r/min 额定电压440V温度传感器 2 只油压接点信号飞剪热金属检测器 2 个轧机编码器 1 只飞剪编码器 2 只接近开关 2 只电磁阀 3 只四、控制要求(建议)4.1 控制概述如下图所示,该飞剪控制系统主要分三大部分:PLC 控制系统,直流驱动系统,电机和飞剪机械部分执行系统。
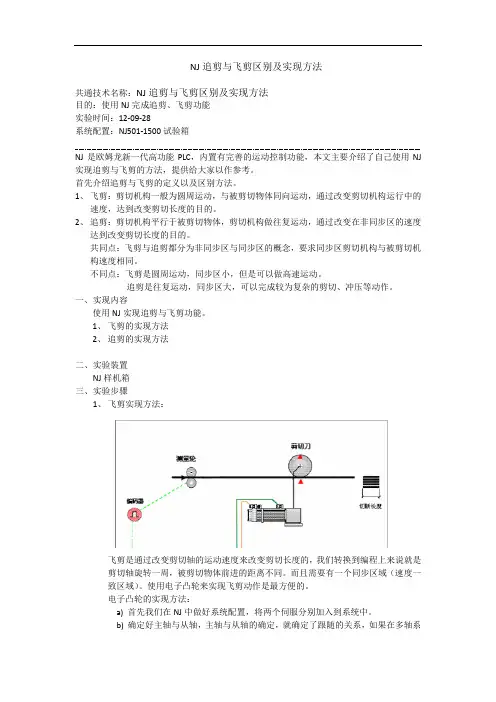
NJ追剪与飞剪区别及实现方法共通技术名称:NJ追剪与飞剪区别及实现方法目的:使用NJ完成追剪、飞剪功能实验时间:12-09-28系统配置:NJ501-1500试验箱NJ是欧姆龙新一代高功能PLC,内置有完善的运动控制功能,本文主要介绍了自己使用NJ 实现追剪与飞剪的方法,提供给大家以作参考。
首先介绍追剪与飞剪的定义以及区别方法。
1、飞剪:剪切机构一般为圆周运动,与被剪切物体同向运动,通过改变剪切机构运行中的速度,达到改变剪切长度的目的。
2、追剪:剪切机构平行于被剪切物体,剪切机构做往复运动,通过改变在非同步区的速度达到改变剪切长度的目的。
共同点:飞剪与追剪都分为非同步区与同步区的概念,要求同步区剪切机构与被剪切机构速度相同。
不同点:飞剪是圆周运动,同步区小,但是可以做高速运动。
追剪是往复运动,同步区大,可以完成较为复杂的剪切、冲压等动作。
一、实现内容使用NJ实现追剪与飞剪功能。
1、飞剪的实现方法2、追剪的实现方法二、实验装置NJ样机箱三、实验步骤1、飞剪实现方法:飞剪是通过改变剪切轴的运动速度来改变剪切长度的,我们转换到编程上来说就是剪切轴旋转一周,被剪切物体前进的距离不同。
而且需要有一个同步区域(速度一致区域)。
使用电子凸轮来实现飞剪动作是最方便的。
电子凸轮的实现方法:a)首先我们在NJ中做好系统配置,将两个伺服分别加入到系统中。
b)确定好主轴与从轴,主轴与从轴的确定,就确定了跟随的关系,如果在多轴系统中,需要仔细确认,因为剪切轴需要根据被剪切轴的速度来运行,所以我们设定被剪切轴为主轴,剪切轴为从轴。
电子凸轮功能实现的要求:主轴要求从0开始,从小到大排列,不能有重复数据。
从轴要求从0开始,数据排列无要求。
根据以上两点,我们可以看出,无法直接使用被剪切轴作为主轴来使用,我们添加一个虚轴来代替被剪切轴使用。
c)虚轴:虚轴设定为0-360的环形计数模式,虚轴旋转一周,剪切轴完成一次剪切动作,两轴之间做电子凸轮运动d)被剪切轴:被剪切轴与主轴之间使用电子齿轮功能,通过修改电子齿轮比来修改被剪切轴的速度,也就修改了裁切的长度。
棒线材轧制中飞剪自动化控制1.1飞剪对自动化和传动系统的要求(1)飞剪的控制站采用一台西门子S7 315-2DP/PN和高速计数器模板FM350-1组成,飞剪的运动控制主要在PLC 系统中完成,基础自动化的PLC和HMI对飞剪的控制主要体现在工艺操作和显示方面,例如,合分闸、速度设定、头尾长度设定、剪切模式设定、故障报警、实际值显示等,运动控制完全移到传动系统中。
基础自动化PLC对飞剪传动装置的通讯方式也为PROFIBUS-DP通讯。
(2)功率储备因为飞剪在启动和制动时要求有足够大的加速度,所以要求电动机和整流装置有足够功率储备,一般应有2.5倍的过载能力。
虽然剪切的工作周期比较短,发热量有限,但是如果像倍尺飞剪那样间歇时间不够长,也应当考虑散热的问题。
(3)速差补偿实际中轧件的线速度并不恒定,而剪刃的启动时间是按照轧件匀速运动的条件进行计算的,其结果使得剪切长度不准确。
因此,要求传动控制系统对轧件速度变化进行补偿。
通常采用速差电流的方法进行补偿。
这种补偿的方法本质上是一种微分反馈的原理。
补偿的原理如图1所示。
转速设定值转速实际值速差电流补 偿 值电流设定值电流实际值系数速差阈值电流调节器图1 速差电流补偿的原理图速差电流补偿的另一个好处是使电动机的速度严格跟随设定值。
在加速段中,电动机的速度波形成为标准的三角形,启动时间的计算值和实际值吻合精度很高。
在减速段中,可以使剪刃按照计算值准确地停在停止位。
(4)速度检测和位置检测目前的传动装置多用增量型脉冲编码器作为速度检测。
利用传动装置中脉冲计数功能就可以得到剪刃的位置信号。
剪刃实际位置的百分值由下式求出i P C K act ⨯⨯=144420θ (3)式中,act θ: 位置实际值;K 42: 位置计数器的计数值;C 0: 编码器每周脉冲数;P 144: 倍频数;I: 减速机减速比。
在上下剪刃的合口位置处安装接近开关,把接近开关的信号作为位置计数器的清零信号。
宣钢连轧中型工程调试及操作说明书2#PLC冷床区系统目录附件1 2#PLC的I/O表附件2 2#PLC的OS画面表附件3 2#PLC的报警表冷床输入辊道(M001)控制设备1(9AOC):——操作开关SAE2,冷床输入辊道“前进/后退”控制设备2(4AOS):——操作开关4SAE,冷床输入辊道“前进/后退”控制设备3(4CS):——操作按钮M001,冷床输入辊道“前进/后退”操作说明:正常生产时,冷床输入辊道应置于自动运行方式。
◆手动操作:1.操作箱9AOC上旋钮开关“SAE13”打到“机旁”位,通过操作开关“SAE2”控制冷床输入辊道“前进/后退”。
2.操作箱9AOC上旋钮开关“SAE13”打到“集中”位,操作台4AOS 上旋钮开关“1SAE”打到“手动”位,通过操作开关4SAE,控制冷床输入辊道“前进/后退”。
3.操作箱9AOC上旋钮开关“SAE13”打到“集中”位,操作台4AOS 上旋钮开关“1SAE”打到“自动”位,通过操作按钮M001,控制冷床输入辊道“前进/后退”。
◆自动操作:操作台4AOS上旋钮开关“1SAE”打到“自动”位,当系统收到“全线启动”或“模拟扎制”命令,冷床输入辊道自动按设定的速度运行。
4CS上有此段辊道的速度设定。
在4CS上已设定此段辊道的提速比、摩擦系数输入辊道拨入装置(M002)控制设备1(9AOC):——操作开关SAE1,输入辊道拨入装置“前进/后退”控制设备2(4CS):——操作按钮M002,输入辊道拨入装置“前进/后退”操作说明:正常生产时,输入辊道拨入装置应置于自动运行方式。
◆手动操作:1.操作箱9AOC上旋钮开关“SAE13”打到“机旁”位,通过操作开关“SAE1”控制输入辊道拨入装置“前进/后退”。
操作箱9AOC上旋钮开关“SAE13”打到“集中”位,通过操作按钮M002,控制输入辊道拨入装置“前进/后退”。
◆自动操作:操作台4AOS上旋钮开关“1SAE”打到“自动”位,系统自动控制输入辊道拨入装置运行。
高速线材飞剪的自动化控制作者:宁胜来源:《数字技术与应用》2013年第08期摘要:飞剪是高速线材生产中的关键性设备,采用数字直流传动系统和数字位置自动控制系统完成飞剪对轧件的自动剪切,通过计算机的输入、输出信号实现飞剪的启动停止、飞剪速度的建立、剪切长度的控制以及飞剪运行状态的变换。
关键词:高速线材飞剪直流传动 T400中图分类号:TP29 文献标识码:A 文章编号:1007-9416(2013)08-0013-01在高速线材的生产工艺中,为了保证产品质量和避免在轧制中钢坯头尾出现“开裂”而成堆钢,在其生产线中布置了数台飞剪,对轧制中的钢坯的头尾进行剪切;另外当飞剪的后续设备出现故障或堆钢,生产无法正常进行时,也需要启动飞剪对正在轧制中的钢坯进行连续碎断,以确保生产的安全性,同时可以减少在生产线上废钢的堆积数量,便于操作工处理,这对提高生产效率是非常有帮助的。
1 飞剪的剪切控制1.1 手动切头(尾)在异常或紧急情况下操作人员可进行手动切头(尾)操作。
1.2 自动切头(尾)当热金属检测器检测到轧件头部(尾部),PLC根据在剪切画面中设定的切头(尾)长度、超前系数、前一架轧机轧制速度和脉冲编码器脉冲数,计算飞剪切头(尾)启动时刻(程序可根据操作台“码盘/延时启动”转换开关来调用相应的程序控制启动时刻)。
控制切头的程序有两种:第一种,延时时间控制自动切头程序:当热金属检测器检测到轧件头部,PLC自动计算切头延时时间(T),公式如下:T=(S+L)/V-T1式中:S——热金属检测器与剪刃中心线的距离L——切头长度V——上一轧机实际线速度(计算机系统自动给出)T1——飞剪从零位启动到剪切角的时间(PLC计算得出)第二种,脉冲启动控制自动切头程序:当热金属检测器检测到轧件头部,PLC自动计算切头启动脉冲数(M),公式如下:M=M1+M2-M3式中:M1——热金属检测器与剪刃中心线的距离对应的脉冲数M2——切头长度对应的脉冲数M3——飞剪从零位启动到剪切角对应的脉冲数(PLC计算得出)控制切尾的程序有两种:第一种,延时时间控制自动切尾程序:当热金属检测器检测到轧件尾部,PLC自动计算切尾延时时间(T)。
0概述本条连退机组出口段设置有一台曲柄式飞剪(简称飞剪),其作用是不停机剪切焊缝、切废及取样。
较之于传统的横切剪,飞剪在剪切时带钢不必停止,而是低速(最大60m/min)运行,从而保持了带钢运行的连续性,提高了生产效率。
1飞剪控制系统组成本机组采用西门子S7-400PLC 对飞剪进行主要控制,控制器选用了西门子CPU 416-2。
该控制器完成的功能包括:接收并处理L2级或HMI 下发的剪切指令,计算飞剪的启动时间点,接收编码器反馈值并计算剪刃实际角度,计算并向变频装置下发飞剪的速度与加速度设定值,将飞剪的状态反馈至HMI 人机界面等。
对飞剪电机的驱动采用西门子S120变频传动装置,通过增量型脉冲编码器对飞剪速度进行检测,以实现精确闭环控制。
本机组飞剪控制系统组成见图1。
图1基于PLC 的飞剪控制系统配置图2飞剪的控制方式本机组飞剪的控制方式分为:单次剪切、自动剪切。
1)单次剪切这种方式用于在飞剪机旁操作箱上手动操作剪切,剪切命令通过按下操作箱上的单次剪切按钮发出。
飞剪接收到剪切命令的同时立即启动,完成一个剪切周期后自动回到等待位。
单次剪切通常用于飞剪的维护,以及处理特殊情况,比如断带剪切等。
2)自动剪切这种方式用于机组生产过程中,PLC 根据需要在适当的时机启动飞剪,并实时控制飞剪的速度、加速度,以完成对带钢定长剪切。
自动剪切模式是飞剪的主要控制方式,本文描述的飞剪控制都是关于这种模式的。
3飞剪的剪切过程本机组的飞剪控制方式主要采用定长剪切,有以下几个过程:1)剪刃停止在等待位,即图2中的位置A;2)根据带钢的剪切位置提前计算好启动时间点,当时间点到达时,启动飞剪加速到达入切角,即图2中的位置B;3)保持剪刃的横向速度等于(或略微大于)带钢运行速度,直到飞剪到达离切角,即图2中的位置D;4)飞剪离开离切角后,根据剪切板带长度,计算出剪刃再次到达入切角的时间点,通过调整剪刃速度,使再次达入切角的时间点与计算值吻合;5)若继续剪切,重复过程(3)和(4);6)若不再剪切,则过程(3)结束后,剪刃减速停止到等待位,在此过程中如果没有足够的减速距离,剪刃会冲过等待位,待速度为0后自动反爬到等待位。