全国预拌砂浆生产及相关设备制造认定企业和示范企业
- 格式:doc
- 大小:41.50 KB
- 文档页数:1
预拌砂浆审批流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor.I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!预拌砂浆审批流程详解预拌砂浆,作为一种现代化的建筑材料,因其环保、高效和质量稳定等优点,已被广泛应用在各类建筑工程中。
2019年某预拌干混砂浆企业组织结构及部门职责目录一、组织结构 (3)二、主要部门职责 (4)1、生产中心 (4)(1)生产计划部 (4)(2)产品事业部 (4)(3)物资供应部 (4)(4)维修保障部 (5)2、技术中心 (5)(1)研发部 (5)(2)工程技术部 (6)(3)质检部 (6)3、营销中心 (7)(1)市场部 (7)(2)销售部 (7)(3)物流部 (8)(4)售后服务部 (8)4、人力资源中心 (8)(1)招聘培训部 (8)(2)人事管理部 (9)(3)薪资管理部 (9)5、财务中心 (9)(1)资金部 (10)(2)结算部 (10)(3)会计部 (10)(4)审计部 (12)2019年某预拌干混砂浆企业组织结构及部门职责一、组织结构二、主要部门职责1、生产中心生产中心是负责公司原材料采购供应、生产计划编制及产品生产加工,落实公司“质量为先、长足发展”战略的职能机构。
下设生产计划部、产品事业部、维修保障部和物资供应部四个部门。
(1)生产计划部组织制定、实施、调整公司生产战略规划、年度生产计划及生产预算;负责公司每月、每周、每天的生产计划的编排、制定、跟进与实施安排;负责根据各市场订单编制生产计划并组织、指挥生产,合理调整生产计划,实现生产过程的均衡化和最大程度低成本、高产出的生产控制;负责对各生产环节的执行情况进行日常的组织、检查和协调,会同有关部门,发现和消除影响计划完成的各种问题;参与有关产销协调会议的召开及相关工作事项;负责每月提出对呆滞料的处理意见。
(2)产品事业部下辖特种产品生产车间、砂浆车间和制砖车间等。
负责严格按照生产计划、加工工艺和操作规程进行生产加工按照生产计划进行产品生产和加工;负责车间的生产现场管理、安全管理和环境保护;负责生产过程中的质量管理,保证产品的质量;负责生产员工操作技能的培养;负责设备的日常维护和保养;积极开展技术改进,创新生产加工工艺。
(3)物资供应部负责生产物资、材料及相关设备的采购供应工作;做好生产现场转单的物料供应筹备工作和结单时的产品物料清退跟进工作;负责选择合格供方并建立良好的业务关系,建好物资材料及供应商信息库并不断更新和完善;负责完成大宗原材料、设备的招标采购计划;负责编制物资、材料及设备采购所需经费的用款计划;负责对采购的物资、材料和设备进行初步验收、办理入库等工作;负责原材料、材料等仓储管理工作,确保物资的安全、完整和账、卡、物一致。
本制造厂生产投标物资预伴砂浆的经验预拌砂浆的使用是建筑业十项新技术中的一项重要应用技术。
1、预拌砂浆的基本情况预拌砂浆,是指由专业工厂集中生产并运输到使用现场的砂浆拌合物。
按产品形式可分为湿拌砂浆和干拌砂浆两类。
目前我国预拌砂浆有20多个品种,主要分砌筑砂浆、抹灰砂浆、地面砂浆、防水砂浆、陶瓷砖粘贴砂浆等。
2、预拌砂浆的优势2.1资源可再生利用。
预拌砂浆可有效利用工业固体废物,进行资源再利用;还可利用尾矿废石、钢渣、矿渣等固体废弃物制成人工砂替代天然砂用于生产,为发展循环经济,减少固体废物对环境的影响和土地的污染,提供了新的途径。
2.2文明施工,节能降耗。
在施工中使用预拌砂浆,不需要水泥、砂石的运输,也不需要原材料堆放场地、专用的干燥设备和包装设备,施工场地占用小,噪音小、粉尘排放量小,减少了对周边环境的污染,有利于文明施工。
同时,加上工厂化的集中机械化施工,不存在水泥、砂石遗漏问题,也没有现场搅拌的损耗,降低了施工中的落地砂浆量,材料损耗及浪费将大大减少。
据统计,预拌砂浆与现场配制砂浆相比,每使用一吨预拌砂浆可平均节约水泥43kg、石灰34kg、砂50kg、利用粉煤灰85kg。
按水泥和石灰生产的能耗计算,可节约标煤17.5kg、减少二氧化碳排放115kg。
另外,城市的污染主要部分是粉尘污染,其中建筑工地施工扬尘占城区粉尘排放量的22%。
2.3质量稳定,提高功效。
预拌砂浆的生产有科学的实验室试配,完善的质量控制体系,严格的性能检验,精确的计量设备,自动化生产,搅拌均匀度高,质量可靠且稳定,可以最大限度地避免传统砂浆现场计量不准确等原因造成的开裂、空鼓等质量问题。
预拌砂浆采用机械化施工,大大缩短工程建设周期,且可大量减少后期的维修和材料浪费。
即使是人工施工,由于预拌砂浆质量稳定,有良好的施工性能,使用起来比较方便,有利于提高工效,加快施工进度。
据经验数据统计,同等手工施工作业条件下,采用预拌砂浆可提高工作效率2倍以上。
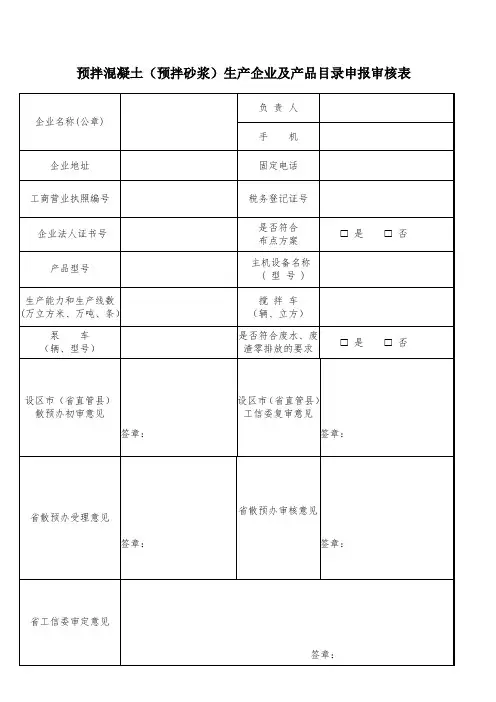
预拌混凝土(预拌砂浆)生产企业及产品目录申报审核表
申报产品目录的企业需提交的材料
(一式三份、制定成册)
(一)《江西省预拌混凝土和预拌砂浆生产企业及产品目录申报审核表》;
(二)企业向设区市(省直管县)散预办提交书面申请报告;(三)生产企业所在地设区市(省直管县)工信委出具的符合布点方案要求的证明材料;
(四)环保部门出具的竣工项目环境保护验收批复,第二次申报的企业,需提供购买砂石分离器证明材料(复印件);(五)具有质量检验资格机构出具的当年企业最高强度等级预拌混凝土(预拌砂浆)产品以及原材料的合格检测报告(复
印件);
(六)企业具备健全的质量保证体系的相关证明材料(复印件);
(质量体系认证证书或企业质量手册)
(七)生产企业所在地设区市(省直管县)散预办出具的全部使用散装水泥的证明材料;
(八)工商营业执照、税务登记证及企业法人证书(复印件);(九)省级行业管理部门颁发的技术负责人、试验室负责人岗位资格证书以及其它主要技术人员岗位资格证书(复印件);(十)建筑业企业预拌混凝土专业承包资质证书(复印件)。
预拌混凝土与预拌砂浆绿色生产管理规程Management Specification for Green Production of Ready-mixed Concrete andMortar(征求意见稿)201X-XX-XX发布201X-XX-XX实施发布四川省标准预拌混凝土绿色生产管理规程Management Specification for Green Production of Ready-mixed Concrete and MortarDB -XXX-20XX主编单位:四川华西绿舍建材有限公司参编单位:四川省建筑科学研究院,四川省建筑材料科学研究院成都建工赛利混凝土有限公司,都建工成新混凝土工程有限公司中建商品混凝土有限公司, 成都宏基商品混凝土有限公司四川中成混凝土有限公司,成都五冶混凝土工程有限公司批准部门:施行日期:20xx年xx 月xx 日20xx 成都前言为提高预拌混凝土绿色生产管理水平,根据四川省《四川省加强预拌混凝土质量管理暂行规定》《四川省基本建设环境保护管理暂行办法》要求,四川华西绿舍建材有限公司会同有关单位,开展了广泛的调查研究,认真总结实践经验,参考有关国家和其它省市地方先进标准,并在广泛征求意见的基础上,制定本规程。
本规程的主要技术内容包括:总则、术语、基本规定、厂址选择、生产设施、选材和设计、生产管理、安全生产和职业健康、运输管理、施工现场要求。
本规程由负责管理,四川华西绿舍建材有限公司负责技术内容的解释。
本规程的应用过程中,希望各单位注意收集资料,总结经验,并将需要修改、补充的意见和有关资料交四川华西绿舍建材有限公司(地址:成都市解放路一段95号),以便今后修订时参考。
主编单位:四川华西绿舍建材有限公司参编单位:成都建工赛利混凝土有限公司都建工成新混凝土工程有限公司中建商品混凝土有限公司成都宏基商品混凝土有限公司四川中成混凝土有限公司成都五冶混凝土工程有限公司…………………主要起草人:目次1 总则 (1)2 术语 (2)3 基本规定 (3)4 厂址选择 (4)5 生产设施 (5)5.1设备要求 (5)5.2厂区要求 (6)6 选材和设计 (7)7 生产管理 (9)8 安全生产和职业健康 (10)8.1安全生产 (10)8.2职业健康 (10)9 运输管理 (12)9.1一般规定 (12)9.2原材料运输 (12)9.3预拌混凝土运输 (12)10 施工现场要求 (12)10.1设施要求 (12)10.2施工管理要求 (13)本规程用词说明 (14)引用标准名录 (15)Contents1 General Provisions (1)2 Terms (2)3 Basic Requirements (3)4 Plant Construction (4)5 Facilities of Production (5)5.1 Production Equipment (5)5.2 Environment Protection Measures (6)6 Material Location and Design (7)7 Production Managment (8)8 Personnel Health and Safety (9)8.1 Working Condition and Environment Safety (9)8.2 Ooccupational health (9)9 Transportation Managment (11)9.1 Basic Requirements (11)9.2 Transportation Management of Raw Materials (11)9.3 Transportation Management of Read-Mixed Concrete (11)10 Construction Site Requirements (12)10.1 Facility Requirements (12)10.2 Construction Management Requirements (12)Explanation of Wording in This Specification (13)Lists of Quoted Standards (14)1 总则1.0.1 为加强预拌混凝土和预拌砂浆生产企业管理,提高建设工程质量,实现预拌混凝土和预拌砂浆生产与城乡建设、环境保护和资源综合利用的协调发展,促进生态环境质量的进一步提高,根据《中华人民共和国产品质量法》《四川省加强预拌混凝土质量管理暂行规定》《环境空气质量标准》《城市区域环境噪声标准》和行业现行标准,结合本省实际,特制定本规程。
预拌砂浆企业资质标准一、注册资本预拌砂浆企业的注册资本应不低于人民币500万元。
这是保证企业具备基本的经济实力和承担相应责任的能力。
二、生产设备1.企业应拥有先进的生产设备,包括砂浆搅拌机、输送泵、储存罐等必要的生产设备。
2.设备的性能和质量应符合国家相关标准,并满足生产工艺要求。
三、技术人员1.企业应拥有足够数量的技术人员,负责生产工艺、质量控制、产品研发等方面的工作。
2.技术人员应具备相关技术背景和实际工作经验,能够保证砂浆生产的稳定性和质量。
四、管理制度1.企业应建立完善的管理制度,包括质量管理体系、安全生产制度、环境保护制度等。
2.管理制度的执行应严格,能够确保生产的规范性和安全性。
五、砂浆配方及质量标准1.企业应具备成熟的砂浆配方技术,能够生产出符合质量标准要求的砂浆产品。
2.企业应建立完善的质量检测体系,对每批产品进行严格的质量检验,确保产品质量符合要求。
六、砂浆生产工艺及设备1.企业应具备先进的砂浆生产工艺和设备,能够实现自动化生产,提高生产效率和产品质量。
2.生产设备的维护和保养应规范,确保设备的正常运行和生产线的稳定。
七、砂浆试验及检测能力1.企业应具备砂浆试验室及检测设备,能够对砂浆的性能进行全面检测和分析。
2.试验及检测人员应具备相应的技术能力和工作经验,能够准确评估砂浆的性能和质量。
八、安全生产与环保措施1.企业应建立完善的安全生产体系,确保员工的安全生产和职业健康。
2.企业应采取有效的环保措施,减少生产过程中的环境污染,遵守环保法规。
九、行业经验与信誉1.企业应具备丰富的行业经验,能够提供优质的砂浆产品和服务。
2.企业应具备良好的信誉记录,能够赢得客户的信任和支持。
十、资金及经营状况1.企业应具备良好的资金状况,能够承担正常的生产经营和拓展业务。
2.企业应保持良好的经营状况,能够提供稳定的产品和服务,满足市场需求。
我国预拌砂浆发展的现状分析我国预拌砂浆技术研究始于20世纪80年代,直到90年代末期,才开始出现具有一定规模的预拌砂浆生产企业。
进入21世纪以来,在市场推动和政策干预的双重作用下,我国预拌砂浆行业已逐步从市场导入期向快速成长期过渡。
随着国家相关政策的推动,国外先进理念和先进技术的引进,以及各级政府、生产企业、用户的积极努力,我国预拌砂浆行业稳步发展。
预拌砂浆科研开发、装备制造、原料供应、产品生产、物流及产品应用的完整产业链已初步形成。
目前,全国2万吨规模以上的预拌砂浆生产企业244家,设计能力2780.88万吨,实际产量为416.84万吨,预拌砂浆罐车307辆,移动筒仓1174个。
具体体现在以下几方面:在政策和管理层面上 2007年6月6日,商务部、公安部、建设部、交通部、质检总局、环保总局等六部门联合颁布了《关于在部分城市限期禁止现场搅拌砂浆工作的通知》(商改发〔2007〕205号),要求北京市等127个城市从2007年9月1日起,分3年时间、先后分三批分别实施禁止在施工现场搅拌砂浆。
同年8月1日,商务部在北京召开“全国部分城市限期禁止现场搅拌砂浆工作现场会”,姜增伟副部长在会上作了《贯彻节能减排方针 抓好城市“禁现”工作 促进散装水泥发展再上新台阶》的讲话,进一步强调了充分认识开展“禁现”和发展散装水泥的重要意义,对全国“禁现”工作做了全面部署并提出了具体要求。
为做好“禁现”工作,各地采取了一系列有效措施将“禁现”工作落实到位:相继建立了相应的部门协调机制;出台了切实可行的政策法规;根据试点先行、稳妥起步的原则,组织开展预拌砂浆工程项目应用试点工作;将使用预拌砂浆纳入工程建设项目相关要求中;编制操作规程和技术标准;大力开展科研攻关,为预拌砂浆产业发展提供技术支撑;编写培训教材,组织人员培训等。
目前,已有江苏等20余个地区制定、颁布了使用预拌砂浆的相关政策法规。
特别是去年正式颁布的中华人民共和国《循环经济促进法》中明确规定了“鼓励使用散装水泥,推广使用预拌混凝土和预拌砂浆”之后,更为预拌砂浆的发展提供了有利的法律依据和行政执法保证,对进一步提高预拌砂浆的推广力度起到明显的促进作用。
预拌砂浆管理办法各区、市工程质量监督机构,各建设、施工、监理单位,各预拌砂浆生产企业,各有关单位:为加强我市预拌砂浆生产和使用治理,提高我市建筑工程治理水平,依照《关于做好全省建筑工程预拌砂浆应用工作的通知》(鲁建管发〔2018〕8号)、《关于印发〈预拌商品砂浆专业企业资质标准〉(试行)的通知》(鲁建管行字〔2018〕4号),结合我市实际情形,现就加强预拌砂浆生产和使用治理的有关要求通知如下:一、对预拌砂浆生产企业实行资质治理(一)在我市行政区域内进行预拌砂浆生产的企业必须取得预拌商品砂浆专业企业资质后,方可进行预拌砂浆生产和销售活动。
(二)预拌商品砂浆专业企业资质治理由青岛市城乡建设委员会建筑工程治理局组织实施,托付青岛市建筑工程质量监督站依照现行资质治理有关规定办理资质审核、动态监管和年度考核等具体事宜。
注册地在五市四区的生产企业申报资质,应先由本区市建设行政主管部门进行初审,符合资质标准条件的报市城乡建设委员会建筑工程治理局进行审核。
(申请预拌商品砂浆专业企业资质应当提交的材料详见附件2)。
(三)预拌商品砂浆专业企业资质证书变更、考核及其他资质治理事项,严格按照住建部《建筑业企业资质治理规定》(159号部令)、《关于印发〈建筑业企业资质治理规定实施意见〉的通知》(建市〔2007〕241号)相关规定执行。
(四)非本市预拌砂浆生产企业向本市行政区域内的建筑工程供应预拌砂浆产品的,应在本市行政区域内按照《预拌商品砂浆专业企业资质标准》设立分厂,经审核符合条件的,予以发放《外地入建筑业企业入青信用证》。
未取得《入青信用证》的预拌砂浆生产企业,不得在我市建筑市场从事预拌砂浆生产和销售活动。
(五)鼓舞和支持取得预拌商品混凝土专业企业资质的企业申办预拌商品砂浆专业企业资质增项。
(六)实行预拌砂浆产品登录制度。
凡向我市建筑工程供应预拌砂浆产品的本市和非本市生产企业,均应持预拌商品砂浆专业企业资质证书到市质监站办理产品质量治理登录手续。

中国建筑业协会材料分会预拌砂浆推广委员会官方网站中国预拌砂浆网()正式上线中国预拌砂浆网()作为中国建筑业协会材料分会预拌砂浆推广委员会的官方网站,将于2012年10月1日正式与行业同仁见面。
中国预拌砂浆网的目标是全力将网站打造成国内最大,最全的砂浆行业综合服务网站之一。
中国预拌砂浆网将紧紧围绕中国砂浆行业整体情况,以企业为中心,以服务为宗旨,为砂浆生产贸易企业、设备备件供应商、设计安装企业、科研院所等提供行业权威信息咨询服务,促进这一行业健康有序发展。
网站具体版块及内容如下:一、新闻资讯:提供最及时的行业资讯,使砂浆同仁以最快最简单的方式获得大量砂浆行业相关的新闻消息。
二、技术交流:提供行业相关的专题报告资料,并提供部分学者研究人员的研究内容以供下载,同时为网站会员提供了问答区,可以提问,并帮助别人解答问题,网站也会约请专家对大家重点关注的问题进行及时解答。
三、协会动态:提供协会相关政策、会议以及会员活动安排等内容。
四、标准规范:宣传贯彻国家的方针、政策;引导砂浆行业人员遵守国家法律、法规及行业有关规定。
五、专家专栏:网站专家委员会专家简介,并邀请专家解答技术交流专区的重点提问。
六、《中国砂浆》杂志:可在线阅览协会会刊《中国砂浆》杂志。
七、供求信息、招聘求职:为相关企业提供供应求购信息,以及企业招聘信息和专业人员求职机遇,本版块对网站会员开放,可在线提交内容,经网站管理员审核后显示于版块内。
八、协会会员风采:将协会会员向网站浏览者分别进行推荐和介绍。
九、展会信息、行业培训:提供各地砂浆行业相关展会及培训的消息。
十、产品展示:砂浆生产企业、设备企业和原材料企业自主的商品展示版块。
十一、砂浆TV:提供砂浆生产检测试验操作视频,工地施工使用视频,讲座培训的视频和音频,讲议课件等中国预拌砂浆网力求打造五大平台:一、砂浆行业的信息平台。
中国预拌砂浆网新闻资讯、协会动态、展会信息等版块搜集了全国砂浆行业最新、最有价值的信息及时进行发布,为浏览者提供服务。
预拌砂浆管理办法关于印发《河南省预拌砂浆⽣产企业备案管理办法(暂⾏)》的通知各省辖市、省管县(市)散装⽔泥办公室:为规范我省河南省预拌砂浆⽣产企业发展,提升管理和服务⽔平,经研究,制定《河南省预拌砂浆⽣产企业备案管理办法(暂⾏)》,现印发给你们,请遵照执⾏。
附件:《河南省预拌砂浆⽣产企业备案管理办法(暂⾏)》《河南省预拌砂浆⽣产企业备案登记表》2017年6⽉26⽇附件河南省预拌砂浆⽣产企业备案管理办法(暂⾏)为了促进预拌砂浆⾏业的健康和有序发展,贯彻落实《关于进⼀步做好城市禁⽌现场搅拌砂浆⼯作的通知》(商商贸发〔2009〕361号),根据《河南省发展散装⽔泥管理规定》(河南省⼈民政府令第121号)、《河南省⼈民政府关于印发河南省蓝天⼯程⾏动计划的通知》(豫政〔2014〕32号)和《河南省⼈民政府办公厅关于印发河南省蓝天⼯程⾏动计划重点⼯作部门分⼯⽅案的通知》(豫政办〔2014〕46号)等规定,结合我省实际,特制定本办法。
第⼀条本办法所称的预拌砂浆,是指由专业⼚⽣产的、⽤于⼀般⼯业与民⽤建筑物的砌筑、抹灰、地⾯⼯程及其他特种⽤途的预拌砂浆。
预拌砂浆⽣产企业是指在本省⾏政区域内具备满⾜预拌砂浆⽣产要求的场所,符合预拌砂浆⽣产⼯艺基本条件,依法注册登记,⽣产预拌砂浆产品的企业。
第⼆条河南省散装⽔泥办公室组织实施全省预拌砂浆⽣产企业的备案、登记、管理、审核⼯作。
省辖市、省直管县(市)散装⽔泥办公室具体负责本⾏政区域内预拌砂浆⽣产企业的备案、登记、管理、审核及⽇常管理⼯作。
第三条凡在本省⾏政区域内从事预拌砂浆⽣产企业应当符合河南省预拌砂浆⽣产企业备案的基本条件,按照本办法申报备案,并对备案事项的真实性负责,接受事后监督管理。
第四条预拌砂浆⽣产企业的备案须符合以下基本条件(⼀)预拌⼲混砂浆⽣产企业年设计⽣产能⼒⼤于等于30 万吨;其中设⽴在县及县级市的年设计⽣产能⼒⼤于等于20 万吨。
(⼆)具有企业法⼈⼯商营业执照、企业代码和税务登记证。
行业关注Industry Focus 5总159期 2022.09 混凝土世界2022年8月25~26日,由中国建筑材料联合会预拌砂浆分会主办的“2022’第十届中国国际预拌砂浆生产应用技术研讨会”圆满召开。
共历共期,共建共享,共同探讨预拌砂浆行业因时而进,顺应新经济发展趋势,在不断优化与调整中找到新的立足点、发力点,共同擘画预拌砂浆行业创新发展新蓝图。
中国建筑材料联合会预拌砂浆分会理事长、北京金隅集团股份有限公司党委常委、副总经理王肇嘉,庐山市政府党组成员、副市长危玉球,同济大学教授王培铭,东方雨虹控股集团副总裁、东方雨虹砂粉科技集团总裁王文萍,赛拉尼斯(上海)国际贸易有限公司总经理王星,塞拉尼斯(上海)聚合物有限公司亚太区商务总监赵晖,德高(广州)建材有限公司副总经理兼营销总监张泳东,美巢集团股份公司董事长兼总裁张经甫,立邦投资有限公司副董事长兼立邦中国供应链管理总部高级副总裁邢荣华,北京金隅砂浆有限公司党委副书记、总经理蔡鲁宏,三一重工股份有限公司营销总经理段鹏,科顺民用建材集团总裁徐汝意,长沙中迪包装有限公司总经理游贻金,阿尔博波特兰(安庆)有限公司高级销售市场经理肖毅,广东龙湖科技股份有限公司大客户总监王光华,福建南方路面机械股份有限公司干混事业部总经理董卫良,北京国建联信认证中心有限公司副总经理李保金,瓦克化学(中国)有限公司大中华区业务总监张杰,广州建涂堡建材有限公司总经理封海波,苏州市兴邦化学建材有限公司总经理毛荣良,江西银杉白水泥股份有限公司董事长吴飞龙,雷帝(中国)建筑材料有限公司总经理付小菊,北京生态家园科技集团有限公司董事长刘克俊,杭州天翔新型建材股份有限公司总经理元小琴,湖南大学土木工程学院教授、湖南固特邦土木技术发展有限公司董事长彭勃,哈沃科技(天津)有限公司副总经理陈波,山东天盛纤维素股份有限公司副总经理杨波,江苏兆佳建材科技有限公司销售总监张俊甲等领导和嘉宾出席大会。
商务部、住房和城乡建设部关于进一步做好城市禁止现场搅拌砂浆工作的通知正文:---------------------------------------------------------------------------------------------------------------------------------------------------- 商务部、住房和城乡建设部关于进一步做好城市禁止现场搅拌砂浆工作的通知(商商贸发[2009]361号)各省、自治区、直辖市散装水泥主管部门,住房城乡建设主管部门;各砂浆禁现城市散装水泥主管部门,住房城乡建设主管部门:2007年6月6日,商务部、建设部等六部门联合下发了《关于在部分城市限期禁止现场搅拌砂浆工作的通知》(商改发[2007]205号),要求全国127个城市从2007年9月1日至2009年7月1日分三批启动禁止现场搅拌砂浆工作(以下简称“禁现”)。
“禁现”工作不仅是推进水泥散装化的重要举措,也是实现文明施工、推进节能减排、确保工程质量的有效措施。
目前“禁现”工作取得了初步成果,预拌砂浆得到一定程度的应用,但仍存在一些问题。
为进一步做好“禁现”工作,现将有关要求通知如下:一、加强领导,协调配合“禁现”工作涉及到装备制造、生产、流通、使用、管理、监督等环节,是一项系统工程,涉及的相关部门较多,必须依靠各级人民政府加强组织领导。
各级散装水泥和住房城乡建设主管部门、各级散装水泥办公室要加强与工业、交通、环保、质检等有关部门的沟通和协调,充分发挥各有关部门的职能优势,形成合力,共同推进“禁现”工作。
二、科学规划,合理布局“禁现”城市散装水泥主管部门要根据国家产业政策、本地经济社会发展和建设市场需求,科学合理编制本市预拌砂浆发展规划。
预拌砂浆生产企业要向所在城市散装水泥办公室备案,并符合本市砂浆发展规划布局要求。
三、技术创新,降低成本预拌砂浆生产企业和砂浆机具制造企业要积极开展技术创新,不断提高预拌砂浆产品的资源综合利用水平,降低成本;努力提高预拌砂浆生产、物流设备及施工机具的技术水平,努力提高预拌砂浆的产品质量和服务水平,使预拌砂浆的优越性得到充分展示和社会认知。
《预拌砂浆生产与应用技术规程》dbj41t 078-2015全文共四篇示例,供读者参考第一篇示例:《预拌砂浆生产与应用技术规程》是由国家质量监督检验检研院颁布的一项行业标准,该标准编号为DBJ41T 078-2015。
预拌砂浆是建筑施工中常用的一种材料,它能够在一定时间内保持均匀的性能,方便施工人员使用,提高施工效率,保证工程质量。
该技术规程规定了预拌砂浆的生产和应用过程中应当遵守的各项技术要求,以确保预拌砂浆在施工中能够达到设计要求的性能指标。
预拌砂浆的生产应当符合相应的工艺流程和质量要求。
生产企业应当具备相应的生产设备和技术人员,确保产品的质量稳定可靠。
根据规程要求,预拌砂浆应当采用高质量的原材料,并且在生产过程中要进行充分搅拌和充分磨合,保证其性能稳定,达到设计要求的标准。
在预拌砂浆的包装和运输过程中,需要符合相应的规范要求,避免因包装破损或运输不慎导致产品质量下降。
为了保证产品的质量,规程规定了预拌砂浆在运输过程中要避免震动和挤压,防止加速剂和材料分离,降低产品的性能。
在预拌砂浆的施工过程中,施工人员应当严格按照设计要求和规程要求进行操作,确保预拌砂浆能够达到设计要求的强度和耐久性。
规程要求,在施工现场需要对预拌砂浆进行充分搅拌和保持一定的施工温度,保证产品性能稳定。
规程还对预拌砂浆的应用范围和技术要求进行了详细的规定,包括常用的预拌砂浆种类、配合比例和施工方法等,为施工人员提供了详细的操作指导。
规程还对预拌砂浆的使用和保养进行了说明,以确保产品能够保持长久的稳定性能。
该技术规程的颁布对于规范预拌砂浆生产和应用具有重要的指导意义,有助于保障建筑工程的质量和安全。
通过遵守规程要求,建筑施工单位和生产企业能够提高产品质量,提高施工效率,降低工程风险,推动建筑行业持续健康发展。
【2000字】第二篇示例:《预拌砂浆生产与应用技术规程》是由国家质量监督检验检研规定的标准化文件,其编号为DBJ41T 078-2015。
抓住机遇扎实工作快速推进散装水泥、预拌混凝土和预拌砂浆发展江西省散装水泥和预拌混凝土管理办公室【期刊名称】《散装水泥》【年(卷),期】2015(000)003【总页数】4页(P36-39)【作者】江西省散装水泥和预拌混凝土管理办公室【作者单位】江西省散装水泥和预拌混凝土管理办公室【正文语种】中文2014年,江西省散预行业在房地产业建设开工率明显趋缓的情况下,各级散装水泥和预拌混凝土管理机构开拓创新,扎实工作,紧紧抓住西部崛起战略固定资产投资快速增长的良好势头,快速推进散装水泥、预拌混凝土和预拌砂浆行业发展。
(一)散装水泥全省发放散装水泥企业84家,大中型水泥企业36家,散装水泥供应量预计达到5300万吨左右,同比增长13%,散装率预计达到53%左右。
(二)预拌混凝土预计全省预拌混凝土生产企业达到310家(包括在建),新建企业40家,产能达到2亿立方米。
全省实际供应量预计达到4200万立方米左右,同比增长6%,年主营业务收入预计达到140亿元,同比增长11%。
(三)预拌砂浆预计全省预拌砂浆生产企业达到15家,新建企业4家,产能预计达到580万吨。
全省预拌砂浆供应量预计达到110万吨,同比增长39%,年主营业务收入预计达到3亿元,同比增长37%。
(四)节能减排行业发展预计节能减排折合标准煤120万吨,节电4亿度,减排水泥粉尘55万吨,减排二氧化碳315万吨,减排二氧化硫1万吨,实现废弃物综合利用450万吨、综合经济效益24亿元。
2014年,按照“整合提高,促进发展”的总体要求,不断完善政策措施,狠抓行业监督管理,全面推进行业规范化建设,有力地促进了行业科学、协调发展。
(一)完善政策措施,推动行业规范发展一是为遏制预拌混凝土和预拌砂浆行业低水平重复建设和盲目发展,促进行业结构调整和升级,规范生产经营秩序,起草了《江西省散装水泥、预拌混凝土和预拌砂浆指导意见》(征求意见稿)和《江西省预拌混凝土和预拌砂浆行业准入条件》(征求意见稿)。
关于在房屋建筑和市政基础设施工程推广使用预拌商品砂浆的实施意见渝建发〔2008〕30号各区县(自治县)建委,高新区、经开区建设局,有关单位:根据商务部、公安部、建设部、交通部、国家质量监督检验检疫总局、国家环境保护总局《关于在部分城市限期禁止现场搅拌砂浆工作的通知》(商改发[2007]205号)和《重庆市散装水泥管理办法》等文件的要求,现就在我市房屋建筑和市政基础设施工程中推广使用预拌商品砂浆提出如下意见:一、工作目标(一)从即日起,在主城区选择3-5个有一定代表性的工程进行试点,推广使用预拌商品砂浆。
积极引导主城区现有预拌商品混凝土生产企业在原址内增设预拌商品砂浆搅拌站。
(二)从2008年7月1日起,主城区(渝中区、九龙坡区、大渡口区、沙坪坝区、江北区、渝北区、南岸区、巴南区、北碚区、高新区、经开区)城区范围内新开工的房屋建筑和市政基础设施工程,禁止现场搅拌砂浆,必须使用预拌商品砂浆。
(三)从2009年7月1日起,六大区域中心城市城区范围内新开工的房屋建筑和市政基础设施工程,禁止现场搅拌砂浆,必须使用预拌商品砂浆。
(四)从2010年7月1日起,主城区、六大区域中心城市以外的其它区县城区范围内新开工的房屋建筑和市政基础设施工程,禁止现场搅拌砂浆,全面使用预拌商品砂浆。
二、推广使用原则(一)预拌商品砂浆的推广应用应以大力发展干混砂浆为主,辅以湿拌砂浆,试点及推广应用初期可考虑“干湿并举”。
(二)预拌商品砂浆发展初期应以普通砂浆为主,逐步开发砂浆品种,发展特种砂浆,扩大其使用范围。
(三)鼓励现有预拌商品混凝土生产企业充分利用现有条件,在原址内新建预拌商品砂浆搅拌站。
(四)紧密结合本地区资源的特点,充分利用重庆地区特细砂资源及工业固体废弃物,因地制宜发展预拌商品砂浆。
三、工作措施及要求(一)明确责任,强化监管市建委是全市预拌商品砂浆行业主管部门,负责预拌商品砂浆的行业管理,制定行业发展规划、行业发展政策,拟定行业标准及准入条件,并组织实施;负责全市新选址设立预拌商品砂浆搅拌站的布点审批;负责认定全市预拌商品砂浆生产企业生产供应能力;负责对预拌商品砂浆的监督检查;负责全市指导预拌商品砂浆的价格。