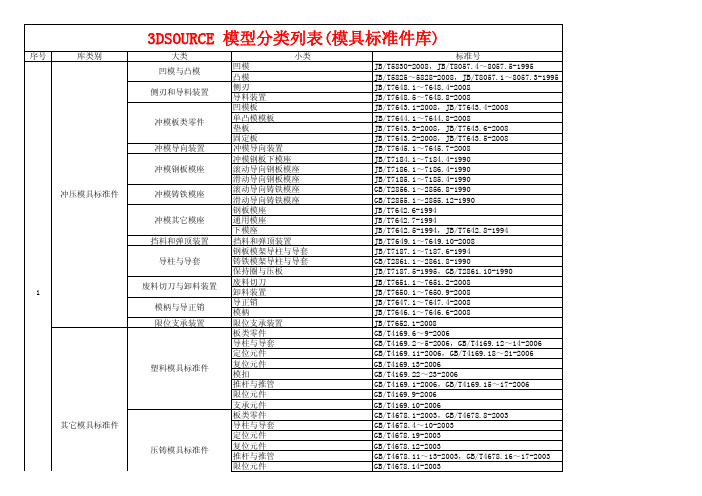
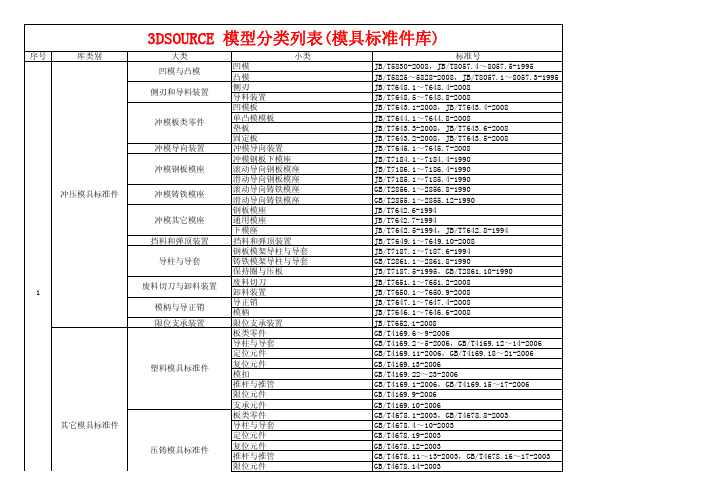
冲压模具库位明细表
- 格式:xls
- 大小:337.00 KB
- 文档页数:16

1、油档拉深模设计零件名称:油挡
材料:10钢
料厚:1.5mm
2、撬板冲压工艺及模具设计零件简图如图所示
生产批量:大批量
材料:Q235
材料厚度:4mm
精度等级:IT14级
3、推力滚子轴承外罩冲压模具设计
推力滚子轴承外罩的材料:08或10钢,年产量:6万件。
4、金属盖落料拉深工艺与模具设计
零件名称:盖
生产批量:大批量
材料:镀锌铁皮
厚度:1mm
5、弹簧片五金冲压模设计零件名称:弹簧片
材料:QSn6.5-0.1y
厚度:0.5mm
6、接线片五金模设计
名称:接线片 材料:
7、前灯反光碗拉伸模设计零件名称:前灯反光碗
材料:紫铜
料厚:0.5mm
8、盖复合模设计
零件名称:端盖材料:10钢
料厚:0.5mm。




冲压模具验
收记录(多工位版)
➢静态验收检查项-后工序(拉延)
备注:
①模具上用来调整的(钢)垫片(除平衡块)只能为1片。
②模具零件的连接、固定要使用内六角螺钉。
③定位块、气缸要有定位柱销来确定位置。
④对照图纸确认侧销支承座强度,止动板过孔直径。
⑤所有图纸指示的螺钉、定位柱销要装配齐全。
⑥模具使用内六角螺钉拧入深度:铸件要达到螺钉直径1.5倍;钢件要达到螺钉直径1倍。
⑦定位块要有调整余量,如果会引起强度、成形方面的问题则不受此范围限制
⑧模具主要零件要有加工基准并刻印坐标。
⑨按图纸确认压板槽,快速定位,定位键槽,上
模定位孔的技术指标(数量、厚度、位置、形状等)。
➢静态验收检查项-后工序(切边冲孔、整形)
备注:
①模具上用来调整的(钢)垫片(除平衡块)只能为1片。
②模具零件的连接、固定要使用内六角螺钉。
③定位块、气缸要有定位柱销来确定位置。
④对照图纸确认侧销支承座强度,止动板过孔直径。
⑤所有图纸指示的螺钉、定位柱销要装配齐全。
⑥模具使用内六角螺钉拧入深度:铸件要达到螺钉直径1.5倍;钢件要达到螺钉直径1倍。
⑦定位块要有调整余量,如果会引起强度、成形方面的问题则不受此范围限制
⑧模具主要零件要有加工基准并刻印坐标。
⑨按图纸确认压板槽,快速定位,定位键槽,上
模定位孔的技术指标(数量、厚度、位置、形状等)。
➢动态验收检查项-(拉延)
➢动态验收检查项-后工序(切边、整形)
参数记录表:。

摘要需要图纸的请加:229826208近年来,随着我国国民经济的高速发展,模具工业生产中模具技术也得到了巨大进步,在现代工业生产中,模具以成为生产各种工业产品不可缺少的重要工艺设备。
本设计说明书主要目的是说明内支承件复合模的设计,包括设计过程中所必须的计算过程,方案分析及确定模具的选择等。
通过此说明书使设计的模具更加清楚明了。
在设计过程中综合运用了所学的理论知识和生产知识,分析并计算了冲压的各种工艺参数,培养了独立思考问题的能力,为以后的发展做了一次训练,这对我来说是非常有意义的。
在本次设计中,避免了以前的盲目性,在参考大量的资料的前提下,详细分析制件并考虑冲压工艺及模具的基本设计方法的同时,也考虑了加工的工艺性和经济性,但是,由于缺乏设计和加工的经验,在设计过程中难免会出现一些错误,望老师给予批评指导。
关键字:落料;冲孔;压型;折弯;AbstractIn recent years, with the rapid development of China's national economy, industrial production in the mold mold technology has been tremendous progress, in modern industrial production, die in the production of industrial products to become an indispensable and important process equipment.The main objective is to design brochures bearing note of the compound die design, including the design must be in the process of the calculation process, programme analysis and determine the choice of mold. Through this statement to the mold design more clear.Integrated in the design process by using the theory of knowledge production a nd knowledge, analysis and the calculation of the various process parameters stamping, and trained the capacity of independent thinking for the future development of a training, and this is my very meaningful.In this design, to avoid the previous blindness, in reference to a large number of information under the premise of a detailed analysis of parts and consider die stamping process and the basic design methodology, it has also taken into account the processing technology and economy, However, due to the lack of design and processing experience in the design process will inevitably be some mistakes, the teachers hope to criticism guidance.Keyword: Bearing in pieces; blanking;-empty; bending目录摘要 (I)ABSTRACT (II)1零件的工艺分析 (1)1.1公差 (2)1.2结构 (2)1.3材料 (2)2确定工艺方案 (3)2.1工艺方案的初步确定 (3)2.2工艺方案分析 (3)2.3工艺方案的确定 (3)3冲孔落料复合模工艺设计与计算 (4)3.1毛坯的尺寸计算................................... 错误!未定义书签。


冲压模等高套筒安装位置解释说明以及概述1. 引言1.1 概述在冲压加工过程中,冲压模起着至关重要的作用。
它们被广泛应用于生产各种金属零件和产品,如汽车零部件、家电配件等。
而等高套筒安装位置则是冲压模中一个重要的组成部分,它对于冲压加工的质量和效率有着不可忽视的影响。
本文将对冲压模等高套筒安装位置进行详细解释说明,并阐述其在冲压加工中的重要性。
首先,我们将介绍冲压模的定义与作用以及其结构与组成。
然后,我们将重点关注等高套筒安装位置,包括其定义与原理、安装方法与注意事项以及实际应用案例分析。
最后,我们将探讨等高套筒安装位置的重要性,包括提高产品质量与效率、避免冲压过程中的问题与故障以及经济效益和可持续发展考虑。
通过本文的阐述和探讨,读者可以进一步了解冲压模等高套筒安装位置,并认识到其在冲压加工中不可替代的地位。
同时,本文也将为未来的研究方向提供展望和建议,以促进相关领域的发展与创新。
笔者希望通过本文的撰写,能够对读者有所启发,增加对冲压模等高套筒安装位置的了解和认识,并为相关领域的研究和实践提供一定的参考价值。
2. 冲压模2.1 定义与作用冲压模是一种用于金属加工的关键工具。
它是由金属材料制成,具有特定的形状和结构,用于将金属板材或其他金属材料通过冲击、挤压等方式进行变形加工。
冲压模广泛应用于汽车制造、家电制造、航空航天等行业中。
2.2 结构与组成冲压模通常由上模座、下模座、导柱、导套、上模和下模等部分组成。
上模座和下模座是支撑和固定冲压模的基础部件,导柱和导套起到引导和保证上下模对准的作用,上模和下模则根据加工要求的不同而拥有各自独特的形状和结构。
2.3 使用场景冲压模主要应用于批量生产中,特别适合进行大规模、高效率的金属加工。
它可以用于制造各种零部件,如汽车车身零部件、电器外壳等。
在汽车制造行业中,使用冲压技术可以实现快速、精确地形成复杂的汽车零部件,并提高产品的质量和稳定性。
冲压模也可以用于研究和验证新产品设计的可行性,以及进行小批量试制。

冲压工艺及模具设计模具课题设计班级:姓名:学号:日期:材料科学与工程学院College of Materials Science and Engineering引言在工业产品中,板材件占据了一个大比例。
许许多多的机械零件,产品覆盖件都是用板料加工而成的,因此,研究板料的成形方法对产品的设计与加工有着重要的意义。
现在的板材成形方法有许许多多种,其中冷冲压占据很大的一部分。
冷冲压是利用安装在压力机上的冲模对材料施加压力,使其产生分离或塑性变形,从而获得所需要的零件的一种压力加工方法。
冷冲压可以分为两大类,即分离工序和成形工序。
分离工序是指使板料按一定的轮廓线分离而获得一定形状,尺寸和切断面质量的冲压件的工序;成形工序是指使坯料在不破裂的条件下产生塑性变形而获得一定形状和尺寸冲压件的工序。
冷冲压过程主要依靠冲模和压力设备完成加工的,便于实现自动化生产,生产率很高,操作简单。
而且产品壁薄、质量轻、刚度好、可以加工成形复杂的零件,小到钟表的秒针,大到汽车纵梁,覆盖件等。
冷冲压与其他加工方法相比具有独到的特点,所以在工业生产中,尤其在大批量生产中应用十分广泛。
本课程即将结束之时,为了了解冲压工艺的基本原理,掌握冲压工艺的编制和模具的设计,我将选择了一个垫片零件。
通过设计冲裁模实现零件的大规模的生产与制造。
目录引言 (I)一零件的工艺性分析 (1)1.1 零件要求 (1)1.2 冲裁件的工艺性分析 (1)1.3 冲裁工艺方案的设定 (2)二冲模设计相关计算 (2)2.1 排样的相关设计与计算 (2)2.2 冲裁力的计算 (3)2.3 冲裁压力中心的计算 (4)2.4 冲裁模刃口尺寸及公差的计算 (4)2.5主要零件的尺寸计算 (5)三定位装置的设计 (7)3.1 横向送料定位装置设计 (7)3.2 纵向送料定位装置的设计 (8)四标准件的选用 (9)4.1 模座选用 (9)4.2 压力机选用 (10)4.3 紧固件选择 (10)五模具加工工艺 (11)5.1 凸模加工工艺 (11)5.2 凹模加工工艺 (11)六总结 (12)参考资料: (12)七图纸(附录) (13)6.1零件明细表 (13)6.2装配图(见附图) (14)6.3零件图(见附图) (14)一零件的工艺性分析1.1 零件要求1.材料:10F2.零件无公差要求,取IT14级3.生产批量:大批量4.零件表面无污渍,平整光滑,无裂纹等缺陷5.表面去毛刺,要求平整度小于0.121.2 冲裁件的工艺性分析1.零件的材料分析:10F钢,碳含量0.07%~0.13%,是优质的碳素钢,这种钢强度不大,而塑性和韧性甚高,有良好的冲压、拉伸和弯曲性能,可作塑性须好的零件。

d凸d拉r1凸缘部分r2拉深底部部分t 7628.533 1.5第一步:在分析该工件是否符合拉深工艺后,就马上求毛坯的,都有样件了,别人都生产过了)D113.0△h值由下表查得。
其中,d拉、r凸、r拉、H都是以中性层计有凸缘圆筒件的修边余量△h<1.0~0.6<0.6~0.31.1以下0.510.530.550.571.30.490.510.530.541.50.470.490.500.511.80.450.460.470.482.00.420.430.440.452.20.400.410.420.422.50.370.380.380.382.80.340.350.350.353.00.320.330.330.33凸/d说明:1、表中数值适用于10号钢,对于比10号钢塑性更大的金属取接近于大的数值、对金属,取接近于小的数值;2、表中较大的数值适用于圆角半径较大的工件,较小值适用于圆角半径较小的工件毛坯相对厚度(t/D)*10012、第一次拉深时的凹模圆角半径初次决定r 凹7.1这个7.1是初次计算值,还要作如下处理:r1=7.1+t/2=7.85,圆整取8,填入右边栏82.0~1.0<1.0~0.3<03~0.1无凸缘(4-6)*t(6-8)*t(8-12)*t有凸缘(8-12)*t (12-15)*t (15-20)*t3、第一次拉深时的凸模圆角半径初次决定r 凸7.1这个7.1是初次计算值,还要作如下处理:r2=7.1+t/2=7.85,圆整取8,填入右边栏8最后确定r凸11.1第三步:试确定首次拉深因数右边的11.1可以灵活处理为:9.5-12之间的数,但不能比等,并把所确定的值填入右栏以上所确定的“再次确定r凸”是由经验公式计算得出的最小值,实际工作中,应该对前面由表均值那这样子说来,坯料直径就应该比当初所确定的113要大,大多少呢?见下面的D'初选第一次拉深完成后,凸缘相对直径(d凸/d1)=1.1,则由前面表一可知d1=m1*D=0.53*113=59.89(圆整到61,把此圆整数值填入右边一栏)为了首次拉深后的各次拉深过程中,不至于使前面加工出来的凸缘产生变形,必须在首拉入材料量的5%。

前言模具在产品制造过程中占据重要地位。
模具设计水平的高低,在很大程度上决定了生产率的高低。
有效的模具设计可以降低资源调整次数和调整时间,为生产计划与调度提供更大的优化空间,以达到提高生产效率的目的。
模具设计是工装系统的重要组成部分,它影响着产品生产的效率和质量。
对模具设计进行深入的研究有着重要意义。
模具行业是工业的基础行业,工业的各个领域都广泛地使用模具。
在电子、汽车、电机、电器、仪器、仪表、家电和通讯等产品中,60%一8%0的零部件都要依靠模具成形。
用模具生产零件所表现出来的高精度、高复杂程度、高一致性、高生产率和低消耗,是其他加工制造方法所不能比拟的。
模具又是“效益放大器”,用模具生产的最终产品的价值,往往是模具自身价值的几十倍、上百倍。
模具生产技术水平的高低,在很大程度上决定着产品的质量、效益和新产品的开发能力,并且己成为衡量一个国家产品制造水平高低的重要标志。
模具作为工业生产的基础工艺装备,在国民经济中占有重要的地位。
近10年来,模具CAD技术发展很快,应用范围日益扩大。
模具CAD技术给模具的设计和制造提供了一个高效、经济而且快速的方法,大幅度地提高了模具的质量,缩短了模具的设计和制造周期,降低了模具成本。
目前国内外己经有许多模具CAD系统,这些系统虽然具有较强的分析计算能力与图形处理能力,可以提供交互式设计。
但是在这些系统中,模具设计过程主要采用人机交互方式进行,大多数的设计是依靠操作者的设计经验,计算机只是进行一些规则匹配以及计算工作,而对于前人成功设计的模具不能有效的利用,造成模具设计周期很长,成本较高,开发效率很低。
基于实例推理技术(Case一basdeReasoning,CBR)的模具设计可以使设计者利用以往的设计经验,通过组合、修改以往的设计方案来构造新的设计方案;同时在现实生产中,己积累有许多模具零件的类型以及装配关系完全相同的模具族,可以成为新设计的基础。
CRB技术抛弃了以往对抽象的知识规则的构建和演算操作,直接借助己有实例来解决问题,通过对旧实例的证实和修正来达到对新模具的设计。

《冲压工艺及模具设计》实验指导书广东工业大学材料与能源学院2013年3月目录实验一BHB—80A型板料试验机的结构原理与操作 (3)实验二冲杯实验 (10)实验三扩孔实验 (13)实验四冲模拆装与测绘 (15)实验一冲模拆装与测绘一、实验目的:1.了解冲压模具的结构特点、工作原理及拆装工艺过程;2. 了解冲压模具上各主要零件的作用、相互间的装配关系以及加工要求.二、实验内容:1.实验者自行拆装一幅冲压模具,测绘该模具简图;2通过所拆装的冲压模具,归纳冲压模具组成和结构特点,分析冲压成形零件在该付模具中的定位、卸料等加工方法三、实验工具:典型冲压模具一幅、钳工台、游标卡尺、扳手、铜棒等常用工具。
四、实验要求:学生在老师的指导下分组协同完成实验任务。
五、实验步骤:1。
在教师指导下,了解冲模类型和总体结构。
2.拆卸冲模,详细了解冲模每个零件的名称、结构和作用.3。
重新装配冲模,进一步熟悉冲模的结构、工作原理及装配过程。
4.按比例绘出你所拆装的冲模的结构草图。
六、考核形式:根据实验过程操作及编写的实验报告评定成绩.七、实验报告要求:1. 简要说明冲压模具的拆装过程;2. 简述模具的工作原理及各主要零件的作用;3。
用计算机绘制模具装配图,并注明各零件的名称。
实验二BHB-80A型板料试验机的结构原理与操作一,实验目的:了解实验机的基本构造原理,掌握对它的基本操作。
二,试验设备:BHB—80A型板料试验机三,试验机的功能试验机是国产的板料试验机。
其功能齐全,能进行液压胀形,刚性模胀形,冲杯(拉深),扩孔(KWI),杯突(IE),锥杯(CCV)等实验,还可以做双向拉深应力-应变曲线,成形极限图(FLD)及液压胀形应变分布等实验。
配合其他试验手段可以对金属薄板进行从“宏观”到“微观"的多种实验研究工作。
四,主要技术参数1,最大刚性模冲压力 300KN2, 最大液压胀形压力 32Mpa3,最大压边力 500KN4,刚性模和冲压模行程 100mm5,系统最大液压 35Mpa6,最高压力 40Mpa五,执行机构(模具)结构介绍图1是执行机构的结构示意图,执行机构由模筒1、压边活塞2、中心活塞3、模底4及凹模组成。



1. 零件工艺性分析 (2)2. 冲压工艺方案的确定 (2)3. 排样方式及材料利用率 (2)4. 模具结构形式合理性分析 (3)5. 模具主要零件形式、材料的选择、公差配合、技术要求的说明 (5)6. 凸、凹模工作部分尺寸与公差 (9)7. 压力中心计算、弹性元件的选用及计算 (13)8. 冲裁力计算、设备类型及吨位的确定 (14)9. 小结 (16)10. 参考文献 (16)1. 零件工艺性分析:该零件为连接片,材料较薄,主要用于零件之间的连接作用。
零件外 形轴对称,有圆弧段,系典型的板料冲裁件,材料为15钢,板厚1mm冲裁件孔与孔、或孔与边缘的间距 b 、bl ,符合b>1.5t ,b1>t 。
根据 设计图纸可知,采用典型的冲孔模和落料模工艺,来达到一定的精度要求。
根据要求,采用冲裁落料复合模的正装形式。
2. 冲压工艺方案的确定冲压性质:冲孔落料工序组合方式:采用冲孔落料模3.排样方式及材料利用率(2)复合模矩形薄凹模典型组合 :3]图1 — 79材料利用率为n = (d/A )x 100%=(8860.63/11386.32 ) X 100% =77.82 %4. 模具结构形式合理性分析(1)滑动导向模架结构型式[3]图2-73 a中间导柱的模架规格:单位:表1 — 286复合模矩形薄凹模典型组合尺寸:单位:mm 表1 — 304凹模周界L200件5 卸料板厚度1 16 B2006固定板厚度122 凸凹模长度 61号7 垫板厚度1 8配用模架闭 最小 2008螺钉6M12X 65合高度 H最大240和9 圆柱销件2 12 X 70S16410卸料螺钉612 X 55孔距S190名12螺钉6M12X 90S216413数2 12 X 90S390称14圆柱销212 X 601垫板厚度1 82固定板厚度1203空心垫板厚度件 数1 184凹模厚度118s I* •井——-k …曲• ©(3)合理性分析各板厚之和=8+20+18+18+16+22+8= 110各板厚之和+hl +h 2 +1 = 110+45+50+1= 206H MA= 240 H M IN= 200/. H MAX>206> H M IN即合理5. 模具主要零件形式、材料的选择、公差配合、技术要求的说明(1) 导柱和导套导柱和导套都加工方便,容易装配,是模具行业应用最广的导向装置。