09CrCuSb耐硫酸露点腐蚀用钢的焊接实践
- 格式:pdf
- 大小:300.91 KB
- 文档页数:3
09CrCuSb钢焊接材料选定及其焊接工艺前言节能和环保是我国目前发展中两大基本决策, 在锅炉的尾部增加省煤器或空气预热器等余热回收装置,以利用锅炉烟气出口的热量来加热进入锅炉里的水或预热进入炉膛内的空气,这样可充分利用锅炉的余热以实现节能。
通过省煤器水管或空气预热器烟管的排烟温度较高,而燃油、燃气锅炉燃烧过程中产生的SO2和SO3在换热冷却时要凝结成硫酸,使设备产生严重的硫酸露点腐蚀。
这种腐蚀有两大特点:烟气温度较高、产生的腐蚀主要是酸腐蚀,故选用近年国内研制的最为理想的耐硫酸露点腐蚀钢—09CrCuSb钢(ND钢)制作省煤器水管和空气预热器的烟管, 以抵御含硫烟气的硫酸露点腐蚀。
GB150.2-2011《压力容器第2部分:材料》附录A.3.5中规定了09CrCuSb钢管的技术要求,包括钢的化学成分、力学性能、耐腐蚀试验方法等,但在实践生产中对这种材料的焊接工艺介绍较少,先进行焊接试验和焊接工艺评定,不断摸索和总结检验,成功应用于产品的焊接。
1 09CrCuSb钢的焊接性 09CrCuSb、20#无缝钢管的化学成分如表1。
根据国际焊接学会IIW推荐的碳当量公式Ceq =C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15计算出09CrCuSb钢的碳当量Ceq=0.322%<0.4%,说明09CrCuSb钢的焊接性良好,焊前不需要预热,焊后不需要热处理。
2 焊接方法及焊接材料选择 2.1 焊接方法本公司省煤器和余热回收装置有两种结构:一种为材质09CrCuSb,钢管规格有Φ25mm ×3mm、Φ32mm×3mm、Φ38mm×3mm三种,直管对接焊接后,进行接头数的10%X射线探伤后,连续弯管;第二种为材质09CrCuSb,钢管外进行螺旋翅片与材质为20#钢180°弯头对接,规格Φ25mm×3mm~Φ38mm×3mm。
接管直径较小,壁厚较薄,该环缝应采用全焊透的对接焊接,因此选用手工钨极氩弧焊(GTAW)进行焊接。
2019年第6期技术论坛耐硫酸漏点腐蚀用钢09C rC uSb 表面裂纹的原因分析及控制万秀娟,沈敏(质量管理部)含铜、锑耐候钢广泛用于制造应用于高含硫烟气中服役的省煤器、空气预热器、热交换器和蒸发器等装置设备,以抵御含硫烟气结露腐蚀。
经过长期实践应用,含铜、锑耐候钢种被普遍认为是国内理想的“耐硫酸低温腐蚀”用钢材之一,且其对于盐酸(H Cl )、氢氟酸(H F )、苛性钠(N aO H )、氯化钠(N aCl )都有较强的耐腐蚀性能。
目前,该耐候钢种市场需求好,然而,该钢种的生产技术要求较高,特别是表面缺陷较为严重且普遍分布的问题已成为大家研究的一个重要课题。
柳钢近年来开发的09Cr CuSb 、Q 355N H D 等中厚板耐候品种,未经处理的连铸坯,在轧成30m m 以上的钢板后,边部缺陷率比较严重。
对该品种的连铸坯和钢材缺陷进行分析,可望确认成因并结合柳钢目前的装备情况制定处理对策。
本文进行总结。
缺陷分析与检验缺陷形貌柳钢生产的09Cr C uSb 耐硫酸漏点腐蚀用钢,工艺路径:BO F →LF →CC M →冷送→热轧。
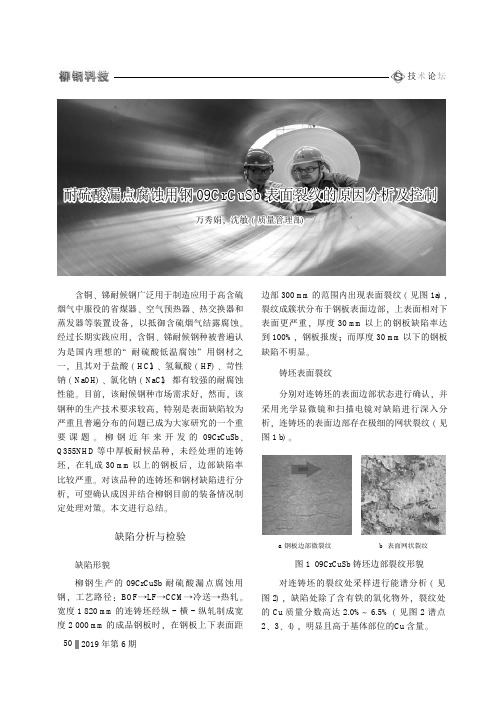
宽度1820m m 的连铸坯经纵-横-纵轧制成宽度2000m m 的成品钢板时,在钢板上下表面距边部300m m 的范围内出现表面裂纹(见图1a ),裂纹成簇状分布于钢板表面边部,上表面相对下表面更严重,厚度30m m 以上的钢板缺陷率达到100%,钢板报废;而厚度30m m 以下的钢板缺陷不明显。
铸坯表面裂纹分别对连铸坯的表面边部状态进行确认,并采用光学显微镜和扫描电镜对缺陷进行深入分析,连铸坯的表面边部存在极细的网状裂纹(见图1b )。
对连铸坯的裂纹处采样进行能谱分析(见图2),缺陷处除了含有铁的氧化物外,裂纹处的C u 质量分数高达2.0%~6.5%(见图2谱点2、3、4),明显且高于基体部位的C u 含量。
图109Cr CuSb 铸坯边部裂纹形貌a 钢板边部微裂纹b 表面网状裂纹502019年第6期技术论坛钢板表面裂纹对钢板表面裂纹进行金相显微分析,发现裂纹深入基体约0.15m m ,裂纹及附近观察到氧化质点和F 异常长大现象,且缺陷内局部有氧化皮填充。
09CrCuSb(ND钢)耐硫酸低温露点腐蚀用钢在锅炉的省煤器等用以抵御含硫烟气结露腐蚀的应用1.1省煤器腐蚀的类型省煤器的腐蚀包括管内腐蚀和管外腐蚀。
管内腐蚀属于氧腐蚀,也叫吸氧腐蚀,是指锅炉给水虽然经过处理,但仍含有一定量的氧,而氧的化学性质很活泼,能与钢铁设备的铁元素发生反应,造成钢铁设备的腐蚀,生成铁的氧化物Fe2O3和Fe3O4,便是日常所说的铁锈。
我厂近几年的运行除氧器的效果不好,锅炉给水的含氧量应低于15ug/L,而实际运行过程中除氧器的温度参数虽然能达到,但压力控制不下来,含氧量应远高于设计值。
根据上述氧腐蚀原理,在给水流经省煤器管内时,由于温度较高,极易发生省煤管内氧腐蚀,在管内壁上形成溃疡状腐蚀坑陷,危及省煤器的安全使用。
省煤器的管内氧腐蚀通常是高温段轻于低温段,这是给水中的氧被逐步消耗的结果。
管外腐蚀属于硫酸腐蚀,也叫低温腐蚀,是指锅炉烟气在通过省煤器段时,由于省煤器管壁温度较低,烟气中的硫酸蒸汽便凝结成酸液而附着在省煤器外管壁上,从而造成对省煤器的酸腐蚀。
省煤器的管外腐蚀通常只发生在低温段。
1.2 原因分析电厂锅炉省煤器中面临最为严重的是管外低温腐蚀,因而着重探讨该腐蚀内在机理。
燃料中的硫烧生成二氧化硫,其中一小部分还会生成三氧化硫,而三氧化硫与烟气中的水蒸汽会形成硫酸蒸汽。
烟气中的硫酸蒸汽在得到冷却温度下降到酸漏点后,就会凝结成液酸,液酸与烟气中的飞灰粘合便附着在冷却点的管壁上。
1.3省煤器低温腐蚀的影响因素燃用煤所含硫分较高。
硫分较高是引起省煤器腐蚀的一个重要因素。
另外在参烧煤气时,由于煤气中所含硫、氢,这样造成燃料中硫分、水分高,使燃烧生成的硫酸蒸汽份量多、浓度高,这就使得烟气中的酸汽漏点(即凝结温度)相对增高,而低温段省煤器的管壁温度又偏低,所以酸汽极易凝结到低温省煤器管壁上,造成省煤器的腐蚀。
根据以上分析,我们公司采用09CrCuSb(ND钢)耐硫酸低温露点腐蚀用钢替代原来的20/GB3087和20G/GB5310,在锅炉的省煤器等用以抵御含硫烟气结露腐蚀的应用上取得了良好的效果。
09CrCuSb耐酸钢板是目前国内理想的的耐硫酸低温腐蚀钢材,主要用于高含硫烟气中的省煤器、空气预热器、热交换器和蒸发器、烟囱钢套筒用于抵御含硫烟气的结露腐蚀。
具有卓越的耐酸性腐蚀能力。
09CrCuSb耐酸钢板的重要性:
随着科学技术的日新月异,生产企业用材的逐步更新,耐硫酸低温露点腐蚀用钢板的应用领域不断扩大,收到很多企业的青睐。
钢铁的发展离不开防腐技术的配合,特别是结构的耐腐性已成为当今世界关注的重大课题,从某种意义上说,钢的防腐技术是保证结构钢正常使用和耐久性的关键条件。
锅炉空气预热器,省煤气,换热器,冷凝冷却器,蒸发器所选用09CrCuSb耐硫酸腐蚀钢板。
关于09CrCuSb钢的资料
1、09CrCuSb的基本知识:
2、09CrCuSb耐硫酸露点腐蚀钢的焊接实践。
3、09CrCuSb钢TIG焊热裂纹探究。
4、耐硫酸露点腐蚀用09CrCuSb钢板焊接。
5、锅炉用09CrCuSb钢管TIG焊。
6、09CrCuSb焊接工艺要求
焊接09CrCuSb钢常用的方法是手工钨极氩弧焊(TIG)和手工电弧焊。
焊接需选用具有同种成分的NDS低氢钠型药皮的低合金钢碱性焊条,焊前进行烘干,温度380℃,时间约2h。
这种焊条电弧燃烧稳定,药皮可均匀熔化,飞溅小、成型美观,脱渣易清楚,且焊缝具有优异的抗硫酸露点腐蚀性能。
为保证焊缝全融透及焊接头性能,便于背清根和减少变形,选用单边 V型坡口,根据现场施焊位置进行了平焊和垂直俯位的手工电弧焊工艺试验,采用对接和T型角接2钟坡口型式,试板材质09CrCuSb,板厚均为12mm。
试验焊接接头力学性能均能均满足规定,面弯、背弯合格,对角接型式按JB 4708-92进行宏观金相检验,焊缝根部焊透,焊缝金属和热影响区没有裂纹和为熔合等缺陷。
7、09CrCuSb技术要求(《压力容器》GB150.2-2011A.3.5条)。
09crcusb钢管标准
摘要:
1.09crcusb 钢管简介
2.09crcusb 钢管的执行标准
3.09crcusb 钢管的力学性能
4.09crcusb 钢管的应用领域
5.09crcusb 钢管的规格及壁厚
正文:
09crcusb 钢管是一种无缝钢管,具有高强度和良好的韧性,主要用于输送流体和气体。
该钢管的执行标准为GB/T 17396-2008,其中国家的相关法规规定了09crcusb 钢管的力学性能、尺寸、形状和表面质量等方面的技术要求。
根据GB/T 17396-2008 标准,09crcusb 钢管的力学性能主要包括:抗拉强度、屈服强度、伸长率、冲击韧性以及硬度。
这些性能指标的合格范围,保证了09crcusb 钢管在实际应用中的可靠性和稳定性。
09crcusb 钢管广泛应用于石油、天然气、水处理、化工、船舶、航天等领域。
由于其具有良好的抗腐蚀性和耐磨损性,09crcusb 钢管在这些领域中发挥着重要作用。
09crcusb 钢管的规格和壁厚根据实际应用需求而有所不同。
在我国,09crcusb 钢管的规格主要有:φ16mm-φ820mm,壁厚主要有:0.5mm-30mm。
用户可以根据具体的使用环境和工程需求,选择合适的规格和壁厚的
09crcusb 钢管。
综上所述,09crcusb 钢管作为一种无缝钢管,具有高强度、良好的韧性和抗腐蚀性等优点,广泛应用于各个领域。
09CrCu Sb 耐硫酸露点腐蚀用钢的焊接实践
三浦工业设备(苏州)有限公司凌丽华
江苏省特种设备安全监督检验研究院徐晓丹四川川化永鑫建设工程有限责任公司
傅 华
摘 要 09Cr CuSb 耐硫酸露点腐蚀用钢主要用于耐腐蚀性要求较高的各种恶劣环境,用于抵御含硫烟气的露点腐蚀。
介绍了09Cr CuSb 耐硫酸露点腐蚀用钢的性能及焊接性,通过焊接试验确定了材料的焊接工艺,并成功应用于了生产实践。
关键词 09Cr CuSb;硫酸露点腐蚀;焊接
0 引 言三浦工业设备(苏州)有限公司所用的省煤
器水管由于通过的烟气温度较高,并且含有硫的
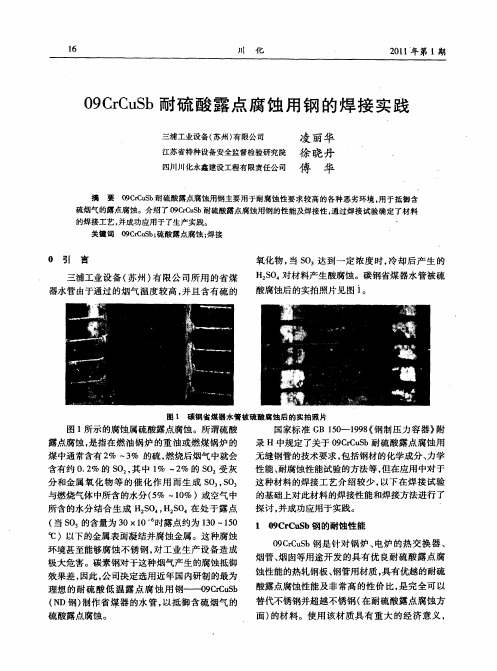
氧化物,当S O 3达到一定浓度时,冷却后产生的H 2S O 4对材料产生酸腐蚀。
碳钢省煤器水管被硫
酸腐蚀后的实拍照片见图1。
图1 碳钢省煤器水管被硫酸腐蚀后的实拍照片
图1所示的腐蚀属硫酸露点腐蚀。
所谓硫酸
露点腐蚀,是指在燃油锅炉的重油或燃煤锅炉的煤中通常含有2%~3%的硫,燃烧后烟气中就会含有约0.2%的S O 2,其中1%~2%的S O 2受灰分和金属氧化物等的催化作用而生成S O 3,S O 3与燃烧气体中所含的水分(5%~10%)或空气中所含的水分结合生成H 2S O 4,H 2S O 4在处于露点
(当S O 3的含量为30×10-6
时露点约为130~150
℃)以下的金属表面凝结并腐蚀金属。
这种腐蚀环境甚至能够腐蚀不锈钢,对工业生产设备造成
极大危害。
碳素钢对于这种烟气产生的腐蚀抵御效果差,因此,公司决定选用近年国内研制的最为理想的耐硫酸低温露点腐蚀用钢———09Cr CuSb (ND 钢)制作省煤器的水管,以抵御含硫烟气的硫酸露点腐蚀。
国家标准G B 150—1998《钢制压力容器》附
录H 中规定了关于09Cr CuSb 耐硫酸露点腐蚀用无缝钢管的技术要求,包括钢材的化学成分、力学性能、耐腐蚀性能试验的方法等,但在应用中对于这种材料的焊接工艺介绍较少,以下在焊接试验的基础上对此材料的焊接性能和焊接方法进行了探讨,并成功应用于实践。
1 09CrCuSb 钢的耐蚀性能
09Cr CuSb 钢是针对锅炉、电炉的热交换器、
烟管、烟囱等用途开发的具有优良耐硫酸露点腐蚀性能的热轧钢板、钢管用材质,具有优越的耐硫酸露点腐蚀性能及非常高的性价比,是完全可以替代不锈钢并超越不锈钢(在耐硫酸露点腐蚀方面)的材料。
使用该材质具有重大的经济意义,
61川 化 2011年第1期
符合当今高效、长寿、节能、环保等“绿色”观念和国家发展政策导向。
09Cr CuSb钢的主要性能指标———耐蚀性能,经试验,在70℃、50%H
2
S O4溶液中浸泡24h后,其耐蚀性能远远高于碳钢、日本进口同类钢、不锈钢。
日本同类钢种CR1A是日本住友金属工业公司生产的一种耐硫酸露腐蚀钢,目前虽没有列入日本国家标准,但广泛应用于日本低温段的空气预热器、节能器、烟道、烟囱和其他化学装置中。
对09Cr CuSb钢和日本同类钢种CR1A的耐腐蚀效果进行了对比试验(浸渍温度70℃,浸渍液为50%的H2S O4,浸泡16h),试验结果见图2。
耐腐蚀性能对比试验验证了以上结论。
图2 09CrCuSb钢与CR1A钢的
耐腐蚀性能试验结果对比
2 09CrCuSb钢的焊接性能
09Cr CuSb无缝钢管的化学成分分析见表1。
表1 09CrCuSb耐硫酸腐蚀用无缝钢管的化学成分 %
C Si Mn P S Cr N i Sb Cu
0.080.280.440.010.0240.78—0.0450.28
根据国际焊接学会II W推荐的碳当量公式CE=C+Mn/6+(Cr+Mo+V)/5+(N i+ Cu)/15(%)计算得出,09Cr CuSb钢的碳当量CE =0.33%<0.4%,即此钢材的焊接性能良好,不需要进行预热及焊后热处理。
3 09CrCuSb钢的焊接方法及焊接材料选择
3.1 焊接方法
三浦工业设备(苏州)有限公司省煤器上的焊接接头形式为180°弯头与直管的对接,接管管径较小(<32mm),对接焊缝必须确保焊透,按JB/T4730—2005进行100%射线探伤,II级合格。
装配完成后管子水平固定,焊接中有其他管排阻挡,造成操作障碍,因此拟采用手工钨极氩弧焊(GT AW)进行焊接。
3.2 焊接材料
考虑到此种焊接材料的特殊耐腐蚀性能,因此选择焊接材料时应在满足强度要求的基础上尽量选用与母材化学成分相近的材料,以保证焊接接头的耐腐蚀性能。
目前此种焊丝的生产企业较少,我们选用了江阴兴澄公司生产的09Cr CuSb焊丝。
国内关于09Cr CuSb材料的焊材并没有国家标准,只有原机械工业部上海材料研究所制定的CB94—01钢电焊丝标准中提出了焊丝的化学成分、力学性能以及耐腐蚀性能要求。
将兴澄公司的09Cr CuSb焊丝质量证明书提供的数据与标准对比,完全符合要求,并且进行了相应化学成分及耐硫酸腐蚀性能的复验,结果也全部合格。
4 焊接工艺试验
4.1 焊接试验工艺参数
根据钢材性能及选用的焊接方法,选择直径2.5mm的09Cr CuSb作为焊丝,在80~100A的焊接电流条件下以10c m/m in的速度进行焊接。
4.2 焊后检验及接头性能检测
按照上述焊接工艺参数焊接试件,焊接接头按JB/T4730—2005II级合格标准进行100%射线探伤检验,结果全部合格;之后对焊接接头进行了拉伸和弯曲性能试验,结果见表2。
表2 焊接接头拉伸及弯曲性能试验结果试样编号抗拉强度/MPa面 弯背 弯L1485
L2424
M1合格
M2合格
B1合格
B2合格
从试验结果可以看出:用所选择的焊接方法,焊接接头的拉伸性能及弯曲性能指标均能达到母材要求(母材抗拉强度为390~550MPa)。
71
2011年第1期 川 化
液氨蒸发器存在的问题及解决措施制酸厂赵 锴,陈军民,熊 峰,陈 忠
液氨蒸发器是川化股份有限公司综合法硝酸装置(以下简称一硝)的重要设备,其利用循环水作为热源将液氨蒸发成气氨,满足综合法硝酸装置、结晶硝铵装置、NP复肥系统的正常生产使用。
1 技改前的状况
2005年为满足制酸厂3套生产装置的气氨供应需求,更新了一硝的液氨蒸发器,并在2005年8月大修后开车投入使用。
然而该液氨蒸发器自投用以来一直运行不稳定,蒸发量无法满足生产要求,开、停车时操作也非常困难,必须采取非常规的方法,且至2008年11月共发生过6次泄漏事故(具体情况见表1),存在较严重的操作、安全、环保隐患,严重影响着一硝生产装置的安全、稳定运行。
表1 液氨蒸发器泄漏情况统计
时 间 泄漏部位处理措施2005-08辅助加热管加装盲板
2006-08列管堵管87根
2007-11列管堵管9根
2008-06-23列管堵管5根
2008-07-04列管堵管7根
2008-10-19列管堵管2根
液氨蒸发器发生泄漏后,其带来的影响主要表现在以下几个方面:
(1)液氨蒸发器发生泄漏后,一硝系统将会因气氨供应不足而停车,直接影响装置的安全、稳定运行;
5 生产实践
根据焊接试验的结果,三浦工业设备(苏州)有限公司确定使用09Cr CuSb耐硫酸腐蚀无缝钢管制作省煤器的水管,采用手工钨极氩弧焊及江阴兴澄公司生产的09Cr CuSb焊丝进行焊接,并按照评定合格的焊接工艺进行焊接。
几年来的生产实践证明,采用09Cr CuSb耐硫酸腐蚀无缝钢管制作的水管及以上焊接工艺焊接的接头质量良好,探伤合格率保持在98%以上,水管及焊缝的耐蚀性均良好,至今未发生过水管腐蚀渗漏的现象。
6 结 语
09Cr CuSb钢是专用的耐硫酸露点腐蚀用钢,焊接性能较好,只要选用适当的焊接方法,采用相应的专用焊材,按照相应的焊接工艺,所制作的设备及管件是完全能满足耐硫酸露点腐蚀要求的。
一个国家焊接水平的高低与钢材技术的发展以及相配套的焊接材料、焊接设备的发展是分不开的,新钢种开发出来后,在焊接的实践领域还需进行更多的研究和探索,以找出最适宜、高效、低成本的焊接方法;此外,相对应的焊接材料的研究也有待于进一步发展,如专门为09Cr CuSb钢种开发一些气保焊丝以及药芯焊丝等,以便为企业提供更多可选择的规格和品牌,降低企业的生产成本,提高我国设备制作的焊接水平。
参考文献
[1]国家质量技术监督局.钢制压力容器[S].中国标准出版社,
1998.
[2]钱余海,李自刚,杨阿娜.低合金耐硫酸露点腐蚀钢的性能和
应用[J].特殊钢.2005(9).
[3]机械工业部上海材料研究所.ND钢电焊丝标准[S].1994.
(收稿日期2010-10-08)
81川 化 2011年第1期。