Minitab教程-控制图
- 格式:pptx
- 大小:428.45 KB
- 文档页数:26

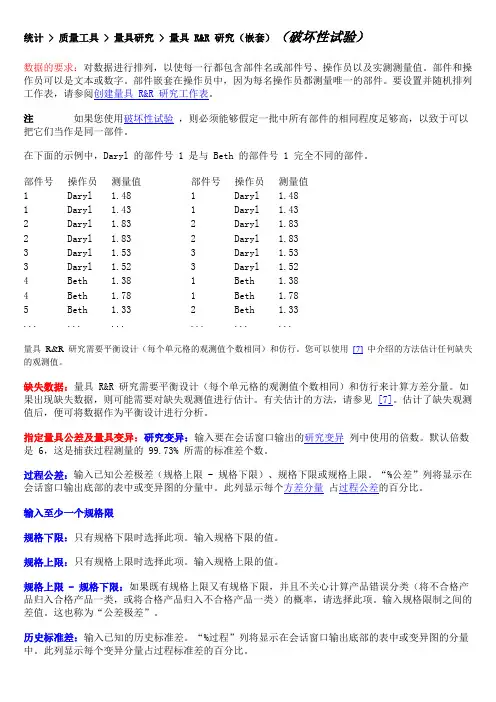
统计 > 质量工具 > 量具研究 > 量具 R&R 研究(嵌套)(破坏性试验)
数据的要求:对数据进行排列,以使每一行都包含部件名或部件号、操作员以及实测测量值。部件和操作员可以是文本或数字。部件嵌套在操作员中,因为每名操作员都测量唯一的部件。要设置并随机排列工作表,请参阅创建量具 R&R 研究工作表。
注 如果您使用破坏性试验 ,则必须能够假定一批中所有部件的相同程度足够高,以致于可以把它们当作是同一部件。
在下面的示例中,Daryl 的部件号 1 是与 Beth 的部件号 1 完全不同的部件。
部件号 操作员 测量值 部件号 操作员 测量值
1 Daryl 1.48 1 Daryl 1.48
1 Daryl 1.43 1 Daryl 1.43
2 Daryl 1.83 2 Daryl 1.83
2 Daryl 1.83 2 Daryl 1.83
3 Daryl 1.53 3 Daryl 1.53
3 Daryl 1.52 3 Daryl 1.52
4 Beth 1.38 1 Beth 1.38
4 Beth 1.78 1 Beth 1.78
5 Beth 1.33 2 Beth 1.33
... ... ... ... ... ...
量具 R&R 研究需要平衡设计(每个单元格的观测值个数相同)和仿行。您可以使用 [7] 中介绍的方法估计任何缺失的观测值。
缺失数据:量具 R&R 研究需要平衡设计(每个单元格的观测值个数相同)和仿行来计算方差分量。如果出现缺失数据,则可能需要对缺失观测值进行估计。有关估计的方法,请参见 [7]。估计了缺失观测值后,便可将数据作为平衡设计进行分析。
指定量具公差及量具变异:研究变异:输入要在会话窗口输出的研究变异 列中使用的倍数。默认倍数是 6,这是捕获过程测量的 99.73% 所需的标准差个数。
过程公差:输入已知公差极差(规格上限 - 规格下限)、规格下限或规格上限。“%公差”列将显示在会话窗口输出底部的表中或变异图的分量中。此列显示每个方差分量 占过程公差的百分比。
Minitab软件使用教程
本文由中国科学软件网整理
第1章:简介
概述Minitab18入门介绍了Minitab中的一些最常用的功能和任务。
大部分统计分析都需要执行一系列步骤,这些步骤通常由背景知识或您要调查的主题领域
来指导完成。第2章到第5章介绍了以下步骤:
利用图形探测数据
进行统计分析
评估质量
设计试验
在第6章到第9章,您学习如何执行以下操作:
使用快捷方式自动执行将来的分析
百分比结果
准备工作表
自定义Minitab
示例
某家在网上销售图书的公司具有三个区域出货中心。每个出货中心都是用不同的计算机
系来输入和处理订单。该公司想要确定最高效的计算机系统,并在每个出货中心使用该
计算机系统。
在整个Minitab18入门中,您学习了使用Minitab来分析来自出货中心的数据。您
可以创建图形并执行统计分析来确定具有最高效计算机系统的出货中心。然后集中分析
来自此出货中心的数据。首先,您将创建控制图,以检验该出货中心的过程是否受控制。
然后,执行能力分析,以检验过程是否在规格限制内运行。最后,您执行设计的试验以
确定改进这些过程的方法。
您也学习了有关会话命令以及如何生成报表、准备工作表和自定义Minitab。
Minitab用户界面在开始您的分析之前,请打开Minitab,然后检查Minitab用户界面。从Windows任务
栏中,选择开始>所有程序>Minitab>Minitab18。
默认情况下,打开Minitab时会显示两个窗口和一个最小化的窗口。
会话窗口
会话窗口将以文本格式显示分析的结果。并且,在此窗口中,还可以在“命令行”窗格中
输入会话命令,而无需使用Minitab的菜单。
工作表
此工作表与电子表格类似,您可在其中输入和排列您的数据。您可以打开多个工作表。
ProjectManager
第三个窗口是ProjectManager,已在工作表下最小化。
项目和工作表
可在项目中处理数据、执行分析以及生成图形。一个项目中可以包含一个或多个工作表。

WORD格式
专业资料整理
1 控制图的选择
1.1 计量值特性
凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值 X-R”控制图。
1.2 计数值特性
凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
2 X-R 控制图绘制步骤
2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图
1) 数据录入MiniTab工作表,如图1所示;
图1MiniTab 工作表
2) 选择Xbar-R菜单,如图2所示 WORD格式
专业资料整理
图2Xbar-R菜单
3) 根据会话窗口输入相应数据,如图3所示
图3Xbar-R 会话窗口
4) 绘制X-R控制图,如图4所示 WORD格式
专业资料整理
Xbar-RChartofC12
26 UCL=25.459
n
24
a
e
M _
e _
X=22.221
l
22
p
m
a
S
20
LCL=18.984
1 2 3 4 5
Sample
16
1
e
12 UCL=13.42
g
n
a
R
8
_
e
l R=6.70

MIL-A-8625F
页脚内容1
1 控制图的选择
1.1 计量值特性
凡产品的品质特性以实际量测方式取得的特性称为计量特性,例如重量、厚度等。
此类数据选用“均植和极差值X-R”控制图。
1.2 计数值特性
凡产品的品质特性不连续,不易或不能以实际量测方式取得,只能间断取值的 特性,例如不合格数、不良品率等。
此类数据选用“P”控制图。
2 X-R控制图绘制步骤
2.1 决定须控制的特性。
2.2 收集25组数据。
2.3 使用MiniTab软件绘制控制图 MIL-A-8625F
页脚内容2 1) 数据录入MiniTab工作表,如图1所示;
图1 MiniTab工作表
2) 选择Xbar-R菜单,如图2所示
图2 Xbar-R菜单
3) 根据会话窗口输入相应数据,如图3所示 MIL-A-8625F
页脚内容3
图3 Xbar-R会话窗口
4) 绘制X-R控制图,如图4所示 MIL-A-8625F
页脚内容4 SampleSample Mean5432126242220__X=22.221UCL=25.459LCL=18.984SampleSample Range543211612840_R=6.70UCL=13.42LCL=01Xbar-R Chart of C12
图4 X-R控制图
2.4 检查是否有超出控制界限的点,如图4中第5组数据。
2.5 将超出控制界限的数据剔除并重复“2.4”。
3 生产现场X-R控制图的使用
3.1 生产现场依据规定的抽样频率及抽样数,记录数据,所得数据录入MiniTab工作表。
3.2 根据历史计算出的“均值”、“标准差”,绘制生产现场实时X-R控制图。历史统计值输入窗口如图5所示。 MIL-A-8625F
页脚内容5
图5 控制参数输入窗口
4 控制图判读原则及异常控制图的纠正/预防措施