螺丝装配知识
- 格式:doc
- 大小:277.50 KB
- 文档页数:8
打螺丝技巧培训范文打螺丝是机械制造和装配中常见的操作之一,技巧的掌握对于提高效率和质量至关重要。
以下是一些打螺丝的技巧培训,帮助操作人员更好地完成任务。
1.工具准备:首先,要确保工具齐全。
使用正确的螺丝刀、螺丝批和扳手是打螺丝的重要前提。
要选择合适的工具,以适应不同类型和规格的螺丝,以避免损坏零件或工具。
2.寻找正确的角度:在打螺丝之前,要观察螺丝和螺孔的位置,并寻找最佳的操作角度。
正确的角度不仅可以提高工作效率,还能减少误操作和损坏零件的风险。
3.调整力度:打螺丝时,要注意施加适当的力度。
力度太小可能无法紧固螺丝,力度太大则容易损坏螺母或螺丝头。
应根据螺丝的规格和材质调整力度,以确保螺丝的紧固效果和零件的安全性。
4.注意方向和顺序:打螺丝时,要注意旋转的方向和顺序。
一般来说,顺时针方向是紧固螺丝,逆时针方向是松开螺丝。
此外,打螺丝的顺序应符合装配要求,避免装配错误和零件间的不匹配。
5.注意姿势和手法:在打螺丝时,要保持正确的姿势和手法。
平稳的姿势可以提高准确性和效率,同时减少疲劳和伤害的风险。
双手要稳定地握住工具,以控制方向和力度,避免滑动和打滑。
6.审查和测试:在完成紧固螺丝后,要进行审查和测试。
通过检查螺丝是否牢固、零件是否对齐和操作是否正确,来确保装配的质量和效果。
同时,进行测试操作,检查螺丝的工作状态和承受能力,以提前发现潜在问题。
7.不断学习和实践:打螺丝的技巧需要不断的学习和实践。
通过观察和学习经验丰富的操作人员,参加相关培训课程和研讨会,以及多次实践操作,来提高自己的技能和技巧。
只有不断学习和实践,才能更好地掌握和应用打螺丝的技巧。
打螺丝虽然看上去简单,但需要注意许多细节和技巧。
只有经过充分的准备和培训,才能打出高质量的螺丝。
通过以上的技巧培训,相信操作人员能够更好地完成打螺丝的任务。
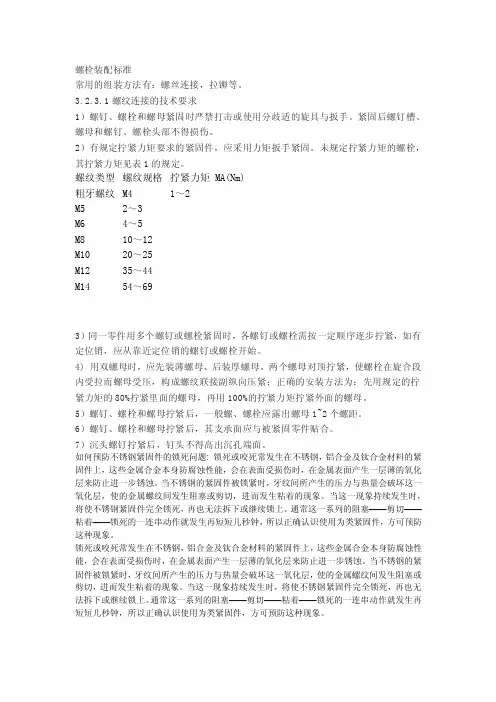
螺栓装配标准常用的组装方法有:螺丝连接,拉铆等。
3.2.3.1螺纹连接的技术要求1)螺钉、螺栓和螺母紧固时严禁打击或使用分歧适的旋具与扳手。
紧固后螺钉槽、螺母和螺钉、螺栓头部不得损伤。
2)有规定拧紧力矩要求的紧固件,应采用力矩扳手紧固。
未规定拧紧力矩的螺栓,其拧紧力矩见表1的规定。
螺纹类型螺纹规格拧紧力矩 MA(Nm)粗牙螺纹M4 1~2M5 2~3M6 4~5M8 10~12M10 20~25M12 35~44M14 54~693)同一零件用多个螺钉或螺栓紧固时,各螺钉或螺栓需按一定顺序逐步拧紧,如有定位销,应从靠近定位销的螺钉或螺栓开始。
4) 用双螺母时,应先装薄螺母、后装厚螺母。
两个螺母对顶拧紧,使螺栓在旋合段内受拉而螺母受压,构成螺纹联接副纵向压紧;正确的安装方法为:先用规定的拧紧力矩的80%拧紧里面的螺母,再用100%的拧紧力矩拧紧外面的螺母。
5)螺钉、螺栓和螺母拧紧后,一般螺、螺栓应露出螺母1~2个螺距。
6)螺钉、螺栓和螺母拧紧后,其支承面应与被紧固零件贴合。
7)沉头螺钉拧紧后,钉头不得高出沉孔端面。
如何预防不锈钢紧固件的锁死问题: 锁死或咬死常发生在不锈钢,铝合金及钛合金材料的紧固件上,这些金属合金本身防腐蚀性能,会在表面受损伤时,在金属表面产生一层薄的氧化层来防止进一步锈蚀。
当不锈钢的紧固件被锁紧时,牙纹间所产生的压力与热量会破坏这一氧化层,使的金属螺纹间发生阻塞或剪切,进而发生粘着的现象。
当这一现象持续发生时,将使不锈钢紧固件完全锁死,再也无法拆下或继续锁上。
通常这一系列的阻塞——剪切——粘着——锁死的一连串动作就发生再短短几秒钟,所以正确认识使用为类紧固件,方可预防这种现象。
锁死或咬死常发生在不锈钢,铝合金及钛合金材料的紧固件上,这些金属合金本身防腐蚀性能,会在表面受损伤时,在金属表面产生一层薄的氧化层来防止进一步锈蚀。
当不锈钢的紧固件被锁紧时,牙纹间所产生的压力与热量会破坏这一氧化层,使的金属螺纹间发生阻塞或剪切,进而发生粘着的现象。
打螺丝的正确操作方法打螺丝是一项常见的维修和装配工作。
正确的操作方法可以提高效率,减少错误和劳动强度。
下面我将详细介绍打螺丝的正确操作方法。
1. 首先,选择适合的螺丝刀。
根据螺丝的类型和尺寸,选择相应的螺丝刀,以确保刀头与螺丝的槽口匹配,能够紧密配合并转动。
2. 在开始操作之前,检查螺丝孔和螺丝刀是否清洁无尘。
如果螺丝孔内有尘土或杂物,应使用吸尘器或吹风机等工具进行清理,以免影响螺丝的插入和紧固效果。
3. 将螺丝刀正确插入螺丝槽,并确保螺丝刀与螺丝呈直角。
过度倾斜或插入不完全都会导致螺丝松动或损坏。
4. 螺丝插入螺丝孔时,应先轻轻旋转螺丝刀,使其进入初始位置,然后再适度施加力量,顺时针旋转螺丝刀。
要保证施加力量的方向与螺丝刀的旋转方向一致,避免螺丝滑动或螺丝刀脱落。
5. 当感到螺丝即将紧固时,适当减小施加力量的大小,以免过度紧固导致螺丝损坏或螺孔变形。
6. 若螺丝比较长或深入螺孔的部分较长,可以适时将螺丝刀插入螺丝槽后稍微旋转一下,以确保插入深度均匀,避免引起螺丝扭曲或不稳定。
7. 当螺丝插入到预期位置时,可使用力矩扳手进行进一步紧固。
根据螺丝的类型和规格,选择合适的力矩扳手,并根据使用说明调整合适的力矩值。
使用力矩扳手可以精确控制螺丝的紧固力度,防止螺丝过松或过紧。
8. 如果螺丝需要经常拆卸和重新安装,可以在螺丝上涂抹一层防锈剂或润滑剂,以减少螺丝与螺孔之间的摩擦力,易于拆卸。
9. 当同一工件上有多个螺丝需要紧固时,应从螺丝孔较远的位置开始,逐渐向螺丝孔较近的位置移动,以确保工件均匀受力,避免出现畸形或损坏。
10. 在操作过程中,要注意螺丝刀的使用角度和施加力度,要保持稳定的手部动作,避免手部颤动引起螺丝刀脱位或伤到手指。
11. 当需要拧紧许多螺丝时,可以配置电动螺丝刀或气动螺丝刀,以提高效率。
但在使用电动和气动工具时,需要保证工具的正常运行,不得忽视安全操作,防止出现意外。
综上所述,打螺丝的正确操作方法包括选择适合的螺丝刀、清洁螺丝孔和螺丝刀、正确插入和旋转螺丝、适度施加力量、使用力矩扳手进行进一步紧固等。
螺丝工业装配工艺流程
螺丝工业装配工艺流程:
①盘元:
- 采购符合规格的原始盘条,确认厂牌、品名、规格、材质、重量等参数。
②成分控制:
- 确保钢材的主要化学成分(C、Mn、P、S、Si、Cu、Al)满足要求,尤其是Al、Cu含量需低。
③退火:
- 对线材进行退火处理,以消除内应力,提高材料的可锻造性和塑性。
④酸洗:
- 清除线材表面的氧化膜,并进行表面润滑,便于后续的抽线工艺。
⑤抽线:
- 抽拉线材至所需直径,确保线材平直,为后续成型做准备。
⑥冷镦成型:
- 使用冷镦机对线材进行头部成型,通过冲头运动使线材成形。
⑦搓丝:
- 利用搓丝板在螺丝轴上加工出螺纹,形成完整的螺丝形状。
⑧热处理:
- 根据螺丝的材质和使用要求,进行调质、淬火、回火等热处理,以增强机械性能。
⑨表面处理:
- 进行镀层、磷化、钝化等表面处理,以防腐蚀和改善外观。
⑩检验:
- 对螺丝进行尺寸、硬度、扭力、镀层厚度等质量检验。
⑪分级与标识:
- 按照规格和等级分类螺丝,并进行标识,确保追溯性。
⑫包装与仓储:
- 将检验合格的螺丝进行防锈包装,然后入库储存,等待发货。
简述螺帽和螺栓的装配要点
螺帽和螺栓是两种常见的紧固件,用于固定物体,如家具、电子设备、机械设备等。
在装配过程中,需要注意以下要点:
1. 选择合适的螺帽和螺栓:根据被固定物的形状和大小,选择合适的螺帽和螺栓。
通常情况下,螺帽的直径比螺栓直径小,以确保紧固力。
2. 旋入螺栓:将螺帽旋入螺栓的头部,确保螺栓头部完全旋入螺帽中。
使用螺旋扣扳手等工具可以更轻松地旋入螺栓。
3. 检查螺钉位置:在安装前,需要检查螺钉的位置是否正确。
如果螺钉松动或位置不正确,可能会导致固定不牢固或出现位移。
4. 固定螺帽:将螺帽固定在被固定物的表面上,可以使用螺丝固定板、卡扣等工具。
5. 旋紧螺钉:旋紧螺钉以确保固定牢固。
在旋紧螺钉时,需要用力均匀,避免过度紧固导致螺钉断裂或位移。
6. 进行维护和保养:在长期使用后,螺栓和螺帽可能会松动或磨损。
在这种情况下,需要定期检查并更换松动或磨损的部件。
装配螺帽和螺栓需要仔细操作,以确保固定牢固,避免松动或位移。
在实际使用中,需要根据具体的情况进行调整和维护,以确保固定效果。
1 目的在装配过程中,为保证工件与工件之间连接牢固,使设备能够正常稳定运转,生产任务有序进行,特做出此操作规程。
2 范围本文件仅适用生产设备的紧固件生产装配工作。
3 规范性引用文件无4 术语和定义无5 职责本部门装配人员在生产过程中必须遵守本管理制度,装配组长需要对生产过程进行监督和人员调度。
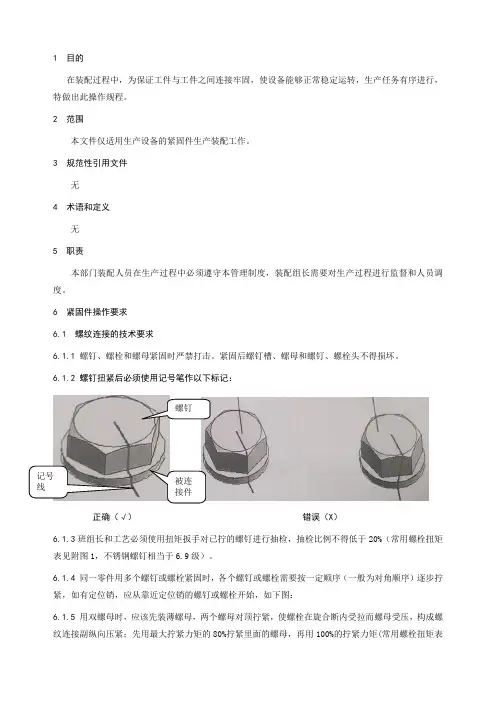
6 紧固件操作要求6.1 螺纹连接的技术要求6.1.1 螺钉、螺栓和螺母紧固时严禁打击。
紧固后螺钉槽、螺母和螺钉、螺栓头不得损坏。
6.1.2 螺钉扭紧后必须使用记号笔作以下标记:正确(√)错误(X )6.1.3班组长和工艺必须使用扭矩扳手对已拧的螺钉进行抽检,抽检比例不得低于20%(常用螺栓扭矩表见附图1,不锈钢螺钉相当于6.9级)。
6.1.4 同一零件用多个螺钉或螺栓紧固时,各个螺钉或螺栓需要按一定顺序(一般为对角顺序)逐步拧紧,如有定位销,应从靠近定位销的螺钉或螺栓开始,如下图:6.1.5 用双螺母时,应该先装薄螺母,两个螺母对顶拧紧,使螺栓在旋合断内受拉而螺母受压,构成螺纹连接副纵向压紧;先用最大拧紧力矩的80%拧紧里面的螺母,再用100%的拧紧力矩(常用螺栓扭矩表见附图1,不锈钢螺钉相当于6.9级)拧紧外面的螺母。
6.1.6螺钉螺栓和螺母拧紧后,其支承面应与被紧固零件贴合6.1.7沉头螺钉拧紧后,钉头不得高出沉孔断面。
6.1.8 所有螺钉、螺栓及螺母紧固之后必须进行用红色记号标记,用于查漏。
6.2 预防不锈钢螺钉螺栓锁死问题6.2.1正确选择适合长度的螺钉,螺栓。
如螺丝的抗拉强度与螺母保证的载荷,螺杆的长度要适当,以弹垫圈压平后,露出2-4个牙距为准。
6.2.2使用前看螺纹孔间是否有铁屑或污垢,有则清理干净。
6.2.3旋入螺钉螺栓及螺母是的力度要适当,不要过大或者过快,速度过快会使温度急速上升而导致锁死。
6.2.4 用力的方向,螺母必须垂直于螺丝孔的轴线进行拧入,同时加平垫圈,能有效的防止锁紧问题。
配合的种类
(1)间隙配合
具有间隙(包括最小间隙等于零)的配合称为间隙配合。
此时,孔的公差带在轴的公差带之上。
由于孔、轴的实际尺寸允许在各自的公差带内变动,所以孔、轴配合的间隙也是变动的。
当孔为最大极限尺寸而轴为最小极限尺寸时,装配后的孔、轴为最松的配合状态,称为最大间隙Xmax;当孔为最小极限尺寸而轴为最大极限尺寸时,装配后的孔、轴为最紧的配合状态,称为最小间隙Xmin。
(2)过盈配合
具有过盈(包括最小过盈等于零)的配合称为过盈配合。
此时,孔的公差带在轴的公差带之下.
在过盈配合中,孔的最大极限尺寸减轴的最小极限尺寸所得的差值为最小过盈Ymin,是孔、轴配合的最松状态;孔的最小极限尺寸减轴的最大极限尺寸所得的差值为最大过盈Ymax ,是孔、轴配合的最紧状态。
(3)过渡配合
可能具有间隙或过盈的配合称为过渡配合。
此时,孔的公差带与轴的公差带交叠, 孔的最大极限尺寸减轴的最小极限尺寸所得的差值为最大间隙Xmax,是孔、轴配合的最松状态;孔的最小极限尺寸减轴的最大极限尺寸所得的差值为最大过盈Ymax ,是孔、轴配合的最紧状态。
三种配合类别的区别
(1)间隙配合
a.孔的实际尺寸永远大于或等于轴的实际尺寸
b.孔的公差带在轴的公差带的上方
c.允许孔轴配合后能产生相对运动
(2)过盈配合
a.孔的实际尺寸永远小于或等于轴的实际尺寸
b.孔的公差带在轴的公差带的下方
c.允许孔轴配合后使零件位置固定或传递载荷
(3)过渡配合
a.孔的实际尺寸可能大于或小于轴的实际尺寸
b.孔的公差带与轴的公差带相互交叠
c.孔轴配合时,可能存在间隙,也可能存在过盈。
装配拧螺栓防松作业规范一、目前生产作业规范及方法1、螺丝拧入螺孔的深度要求:螺栓拧入螺孔深度≥1.5d; (d为螺纹的公称直径)例如:M8螺丝;螺牙拧入螺孔深度不能低于1.5×8=12mm2、对腰形孔装平垫要求:腰形孔装平垫,可根据台阶孔大小,选择垫片外径大小,不能用外径太小的垫片,其厚度也需加厚垫片(锁M10以内螺丝,垫片厚度≥1.5mm;锁M10以上螺丝,垫片厚度≥2.5mm;)。
严格使用国标的平垫片。
见“辅料规格汇总表”可查到。
3、拧螺丝的扭力要求:表盘式扭力扳手(可调式公斤扭矩力矩扳手)根据作业标准给出的标准扭力,确认螺丝打紧装好后,并在螺丝头上做标记(用记号笔)。
1.拧螺丝点放松胶作业规范:A、对不是活动部件的根据图纸要求装平垫或弹垫,不能漏装。
B、对运动件及倒挂安装的零部件,要求加防松胶处理。
目前装配需必须加的有:1.传动同步带轮的顶丝孔。
2.上下导柱一端的上端座。
3.齿轮、链轮的顶丝孔。
4.旋转滚轮(滚筒)两端的支持螺丝等5.其他,在设备震动处周边的相关部件的连接。
6.使用时需保护零部件外表清洁。
二、螺栓的防松通常可以分以下几种方法:摩擦防松,机械防松,和其它方法。
1、摩擦防松主要包括:1、双螺母、2、弹簧垫圈、3、自锁螺母(螺母一端做成非圆形收口或开峰后径向收口,螺母拧紧后收口涨开,利用收口的弹力使旋合螺纹间压紧)、4、螺纹胶等方法。
2、机械防松主要包括1、圆螺母、2、带翅垫圈槽形螺母、3、开口销、4、止动垫片、5、防松螺母等;防松螺母的工作原理:它是以特殊的工程塑料永久的附着在螺纹上,使内外螺纹在缩紧过程,工程塑料被挤压而产生强大的反作用力,极大地增加了内外螺纹之间的摩擦力,提供了对振动的绝对阻力。
这一阻力完全分布在内外螺纹的整个啮合段,而且该摩擦力与内外螺纹之间的缩紧压力无关,不同于以往的止退方法,靠的是螺丝缩紧后的压力而产生的摩擦力起止退作用,一旦螺丝稍松,压力减少,摩擦力即迅速消失而失去止退作用,以致螺丝松脱。
打螺丝的注意事项
打螺丝是一项常见的修复和装配工作,不过需要注意一些事项,以确保安全和正确完成任务:
1、选择正确的螺丝和螺钉:根据所需的扭矩和尺寸,选用与工作要求相符的螺丝和螺钉。
2、使用正确的工具:使用正确的扭矩扳手和螺丝刀,以确保正确的扭矩和正确的尺寸。
使用磨损的工具会导致螺丝损坏、松动或扭曲。
3、正确的螺丝深度:将螺钉和螺丝拧到正确的深度,不要让螺丝露出或过度拧紧。
4、清洁螺纹:如果螺纹已污垢或生锈,请将其清洁干净。
这将确保螺纹的顺畅,并保证相应部位的耐久性。
5、正确的旋转方向:按照时针方向拧紧螺钉和反时针方向拧紧螺丝。
6、保持平衡和安全:在工作时,请注意平衡和安全,贯彻正确的姿势和注意安全操作的规程。
通过以上几点范围,您可以打造一种螺丝工作流程的最佳实践,使您的工作更加精细、高效和安全。
螺母螺栓知识点总结一、螺栓的组成和分类1、螺栓的组成螺栓是一种带有外螺纹的圆柱形零件,一端装有螺纹,另一端为柄部。
螺栓的主要组成部分包括螺纹部分、柄部、头部(也叫头盖)和螺柱。
2、螺栓的分类根据螺栓头部的形状,螺栓可以分为内六角螺栓、外六角螺栓、梅花头螺栓、圆头方颈螺栓、圆柱头螺栓等不同类型。
根据螺栓的用途和性能,螺栓可以分为强度等级螺栓、高强度螺栓、特种螺栓等不同种类。
二、螺母的组成和分类1、螺母的组成螺母是一种带有内螺纹的六棱形零件,用于和螺栓配合使用。
螺母的组成部分包括螺纹孔、螺母壁、法兰面、槽孔等。
2、螺母的分类根据螺母壁的外形,螺母可以分为六角螺母、方螺母、六角薄型螺母、六角厚型螺母等不同类型。
根据螺母的用途和性能,螺母可以分为普通螺母、高强度螺母、防松螺母、自锁螺母等不同种类。
三、螺母螺栓的配合原理1、螺纹的配合原理螺母和螺栓的配合是通过螺纹来实现的。
螺栓的外螺纹和螺母的内螺纹配合在一起,形成一种可拆卸的连接方式。
螺母和螺栓的配合牢固而且便于拆卸,可以满足机械设备对联合紧固件的要求。
2、摩擦力的配合原理螺母螺栓的配合中,摩擦力是一个非常重要的因素。
通过增加螺杆上的预紧力,可以利用螺纹阻力和摩擦力来提高螺杆的抗松动性。
四、螺母螺栓的安装和使用注意事项1、螺母螺栓的正确安装在进行螺母螺栓的安装时,需要根据实际情况熟悉螺母和螺栓的型号和规格,选择合适的配合规格。
在安装时,需要正确选择应用螺母和螺栓的等级、规格和数量。
2、螺母螺栓的正确使用在使用螺母螺栓时,需要正确的紧固和拧紧螺母;不要在螺栓上一次性加力过大,以防损坏螺纹和导致紧固不牢;在使用螺母螺栓时,要根据实际需要选择合适的螺栓强度等级和螺母类型。
五、螺母螺栓的质量检测1、螺母螺栓的常见质量问题在使用螺母螺栓时,常见的质量问题包括螺母螺栓的氢脆、螺纹磨损、松动、螺母壁表面的划伤、腐蚀等问题。
2、螺母螺栓的质量检测方法螺母螺栓的质量检测方法包括外观检测、尺寸测量、材料性能测试、强度测试等多种方法。
螺丝装配相关知识
螺丝装配相关知识
一、螺丝各部位名称
二、螺丝类型
B 、对于自攻螺丝,可通过其螺纹数及螺旋升角再进行分类(见下表): P :螺距(mm); α:螺旋升角(℃)
螺头槽
螺纹
螺尾
三、螺丝头部形状分类
以增加其防松性和压着性(减小压强,防止螺丝头陷入部品)。
四、螺头槽的类型
六、螺丝成型简介
拉线头部成型抽牙热处理电镀包装
七、螺丝尺寸、性能检测
1、尺寸
外径、长度、螺头槽
2、性能
扭力
a、用台钳夹紧螺丝,尾部外露2~4mm,然后用扭力计调好档位(依附表相
应扭力值)扭转螺丝;
b、判定:扭力计连续响三声螺丝不转不扭断为OK。
韧性
a、L≧8mm:用韧性测试仪以30度角~cm2压力冲击螺丝;
b、L<8mm:将螺丝插入10°斜面夹具,用锤子垂直向下击打螺丝头部至螺
丝头贴平斜面;
c、判定:螺丝不出现断裂或裂纹为OK。
抗腐蚀性能
依据标准进行盐雾试验。
高温测试
a、将螺丝锁入铝制品后放入200±10°烤箱内烘烤;
b、1小时后取出观察螺丝状况;
c、判定:螺丝不出现断裂或裂纹为OK。
锁附性
a、将螺丝锁附实装(锁附金属以≧扭力锁附,锁附非金属以≧3 扭力锁附),
然后再拆卸为1Cycle,共进行10Cycles;
b、判定:螺丝不出现滑牙为OK。
八、螺丝装配要点
1、金属件须咬4牙以上,非金属件须咬6牙以上;
2、锁附金属以≧扭力锁附,锁附非金属以≧3 扭力锁附
九、螺丝编名方法
其表示方法为:
□□□Ø□×□□ .□□□□□
螺丝类型直径长度表面处理备注例:JT1N 3*10 NI,附华司,环保
附页《螺丝尺寸与扭力检测表》。