钢轨焊接接头平直度验收内控标准
- 格式:doc
- 大小:33.50 KB
- 文档页数:2

钢轨验收标准:确保铁路安全与质量的关键环节一、引言随着铁路运输的飞速发展,钢轨作为铁路基础设施的核心部分,其质量的重要性日益凸显。
钢轨验收标准是确保铁路安全、提高运营效率、降低维护成本的关键环节。
本文将对钢轨验收标准进行详细阐述,以确保铁路的安全与质量。
二、钢轨验收标准的重要性1. 确保铁路安全:钢轨的质量直接关系到铁路的安全。
通过严格的验收标准,可以确保钢轨的质量符合规定,避免因钢轨质量问题引发的安全事故。
2. 提高运营效率:优质的钢轨可以减少列车的磨损和维修频率,从而提高运营效率。
通过执行严格的验收标准,可以确保投入使用的钢轨质量上乘,为铁路运营提供有力保障。
3. 降低维护成本:如果钢轨质量不佳,将导致维护成本增加。
通过实施严格的验收标准,可以确保钢轨的质量稳定,从而降低维护成本。
三、钢轨验收标准的主要内容1. 钢轨的化学成分:钢轨的化学成分是决定其质量的关键因素。
验收标准应明确规定钢轨中各种元素的含量范围,以确保其机械性能和耐腐蚀性能满足要求。
2. 钢轨的尺寸和形状:钢轨的尺寸和形状对于铁路的安全和运营至关重要。
验收标准应详细规定钢轨的长度、宽度、高度、截面形状等尺寸要求,以及钢轨的平直度、扭曲度等形状要求。
3. 钢轨的表面质量:钢轨的表面质量直接影响列车与钢轨的接触性能。
验收标准应对钢轨表面的平整度、光洁度、裂纹、夹杂物等缺陷进行详细规定,以确保列车行驶平稳、降低噪音和磨损。
4. 钢轨的机械性能:钢轨的机械性能是保证其承载能力和使用寿命的关键。
验收标准应规定钢轨的抗拉强度、屈服强度、延伸率等力学性能指标,以确保其能够承受列车运行时的各种应力。
5. 钢轨的无损检测:无损检测是评估钢轨内部质量和发现潜在缺陷的重要手段。
验收标准应明确无损检测的方法、设备和检测频率,以确保钢轨的内部质量符合规定。
6. 钢轨的环保性能:随着环保意识的提高,钢轨的环保性能也日益受到关注。
验收标准应对钢轨的生产过程中的能耗、排放等环保指标进行规定,以促进绿色铁路的发展。


轨道验收标准(DOC)2.2.2 基地焊接应配备轨端除锈、钢轨焊接、焊头正火、冷却,钢轨矫直、焊缝打磨、探伤、长轨运输等设备。
2.2.3 焊接接头轨底上表面焊缝两侧各150mm范围内及距两侧轨底角边缘各35mm范围内应打磨平整。
用200mm直尺测量,在焊缝中心线两侧各100mm范围内,焊头工作面表面不平度不应大于0.2mm。
焊头及其附近钢轨表面不应有裂纹、明显压痕、划伤、碰痕、电击灼伤、打磨灼伤等损伤。
2.2.4 全长淬火轨焊头应进行淬火处理。
2.2.5长钢轨出厂时,长钢轨及焊接接头编号标记齐全,字迹清楚,工厂应提供焊头质量检验合格证交施工单位。
2.2.6 钢轨焊接接头平直度允许偏差序号项目允许偏差(mm)1 轨顶面+0.3,02 轨头内侧工作面±0.33 轨底(焊筋)+0.5,0 2.3 铺设长钢轨2.3.1 长钢轨铺设允许偏差序号项目允许偏差(mm)1 轨枕±202 轨道中心线30 2.4 铺砟整道2.4.1 轨道静态几何尺寸允许偏差2.5 轨道整理2.5.1 有砟道床稳定状态参数指标(平均值)序号 道床参数 Ⅱ型轨枕 Ⅲ型轨枕 1 道床支承刚度(KN/mm ) 70 100 2 道床横向阻力(KN/枕) 9 10 3道床纵向阻力(KN/枕)10122.5.2 有砟轨道允许偏差2.5.3 有砟轨道曲线静态圆顺度3铺设道岔及钢轨伸缩调节器3.1 铺设无缝道岔3.1.1 尖轨扳动灵活,无损伤。
尖轨顶宽50mm以上断面处,不低于基本轨顶面2mm。
在静止状态下,尖轨尖端应与基本轨密贴,间隙小于0.2mm,其它地段小于1mm。
查照间隔不得小于1391mm。
轨枕扣件安装不良率不大于6%。
3.1.2 道岔铺设允许偏差4 改建既有线和增建二线轨道4.1 一般规定4.1.1 改建既有线和增建二线轨道施工,应按现行在运营线上施工的有关规定办理。
涉及其它专业时,有关专业的人员应配合施工。
4.1.2 在轨道电路区施工时,所使用的工具应有绝缘,并不得搭接在两股钢轨及绝缘接头、引接线和跳线上。
钢轨、钢轨接头、轨道常用工具及质量标准化授课时间:_____________培训班:_____________授课人:_____________第一节钢轨及钢轨接头一、钢轨钢轨是铁道的主要组成部分之一,其作用是支撑机车车辆的荷重并引导列车按一定方向运行。
钢轨承受来自车轮的压力、冲击力和纵向的惯性力、横向的离心力等,并将承受的力依次传导给轨枕、道床和路基,为车轮的滚动提供阻力最小的表面。
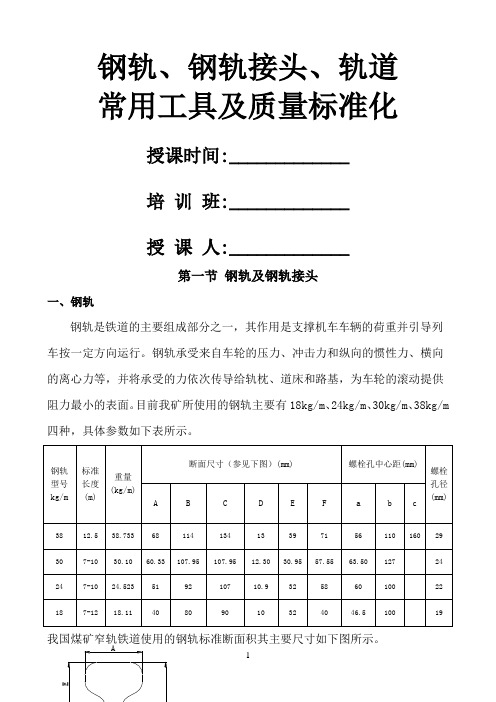
目前我矿所使用的钢轨主要有18kg/m、24kg/m、30kg/m、38kg/m 四种,具体参数如下表所示。
我国煤矿窄轨铁道使用的钢轨标准断面积其主要尺寸如下图所示。
二、钢轨接头的形式由于钢轨接头减弱了钢轨的整体性,鱼尾板不可能完全传递钢轨的抵抗力矩,接头本身结构薄弱,列车通过接头时,产生的冲击力较大,使铁道接头处受到的破坏比其他部位大,因而在接头地点所产生的病害较多。
接头的形式,按其对轨枕的位置,可分为悬接式和承接式两种;按其在两股钢轨上的相互位置分为相对式和相互式两种。
1、按对轨枕位置分(1)悬接式接头这种接头如下图所示。
其特点是钢轨接头悬于两轨枕之间,当车通过时,因车轮碾压后钢轨挠曲,轨端下落,鱼尾板和轨端受力较大。
容易使轨道产生低接头,鱼尾板弯曲和断裂现象。
为了加强接头,在配置轨枕时,可适当地把接头轨枕间距缩小,以增加接头的抗挠曲能力,这种接头的有点是弹性较好。
2、承接式接头其接头位于轨枕之上,由一根或两根轨枕承垫。
在钢轨接头之下有一根轨枕承接的叫单枕承接式接头,如下图所示。
在列车通过时,传到轨枕上的压力,有先有后,当车轮压在一侧轨头时,轨头与其下部轨枕一侧发生弹性沉陷,而另一侧轨头与轨枕之间出现空隙,使轨枕摇动,轨枕失去稳定性。
有两根轨枕承接在接头之下的叫双枕承垫式接头,如下图所示。
两根轨枕分别承垫在两个轨头之下,轨枕之间要有20-30mm的间隙,使轨头有自由挠曲的可能,并具有弹性。
为使轨枕间距不变可夹入木片,用螺栓固定,可以避免单枕承垫的缺点。

厂焊长钢轨焊接接头平直度
及外观质量检测评定方法
一、焊接接头轨顶面平直度检测
1.仪器:1m 靠尺、塞尺
2.检测方法:一人把1m 靠尺紧贴焊接接头轨顶面,左右移动靠尺,使靠尺在轨顶面居中,并前后移动靠尺,使靠尺中间位置在焊接接头位置;另一人用塞尺在接头位置及其左右5cm 找出最大空隙值,设为S 1,并在点A 左侧和点B 右侧找出最空隙值,分别设为S 2、S 3。
示意图如下:
3.评定方法
①当 S 1≤0.3 该焊接接头轨顶面平直度
合格。
②当 S 1>0.3 该焊接接头轨顶面平直度
不合格。
③当
S1<0 该焊接接头轨顶面平直度
不合格。
注:如用0.05mm的塞尺片塞不进去时,该空隙值可视为0。
二、焊接接头内侧工作面、平直度检测
焊接接头内侧工作、平直度检测仪器、方法及评定方法同轨顶面平直度检测相似。
三、焊接接头外观检查
1.焊缝两侧各10cm范围内不得有明显压痕、碰痕、划伤缺陷。
2.母材打磨深度不得超0.5mm。
3.焊头不得有电击伤。

CRTSI 型双块式无碴道床轨排组装,调整轨排几何形位允许偏差序号序号 项目项目 容许偏差容许偏差 备注备注1轨距轨距±1mm 1mm 相当于标准轨距1435mm1/1500变化率变化率 2轨向轨向2mm 弦量10m3高低高低2mm 弦量10m4水平水平2mm不包含曲线,缓和曲线上的超高值的超高值5扭曲(基长3m )2mm包含缓和曲线上由于超高顺坡所造成顺坡所造成 的扭曲量的扭曲量6轨面标高一般情况一般情况 ±2mm 2mm紧靠站台紧靠站台 +20mm 7 轨道中线轨道中线 2mm 8 线间距线间距+50mm道岔铝热焊钢轨焊接接头平直度允许偏差(mm/1m ) 序号序号 部位部位 允许偏差允许偏差 1 轨顶面轨顶面 +2 0 2 轨头内侧工作面轨头内侧工作面 +2 0 3轨底(焊筋)轨底(焊筋)+5注:1轨顶面中"+"表示高出钢轨母材轨顶基准面表示高出钢轨母材轨顶基准面2轨头内侧工作面中符号“+”表示凹进”表示凹进 3轨底(焊筋)中符号"+"表示凸出表示凸出检验方法:用1m 直尺或专用平直度检查仪检查有碴道床初期稳定阶段轨道静态几何尺寸允许偏差和检验方法序号序号 项目项目 允许偏差(mm )检验方法 1 高低高低 4 10m 弦量弦量2 轨向轨向 4 直线10m 弦量,曲线20m 弦量弦量3 扭曲(基长3m )4 测量测量 4 轨距轨距 ±2 轨距尺量轨距尺量 5水平水平4轨距尺量轨距尺量检验数量:施工单位每5km 抽检2处,每处各抽检10个测点轨道过度段过渡段辅助轨,轨枕安装位置允许偏差及检验方法序号序号 项目项目 允许偏差(mm )检验方法检验方法 1 辅助轨横向偏差辅助轨横向偏差 5 尺量尺量 2 辅助轨轨面高程辅助轨轨面高程0,-15测量测量 3特殊轨枕枕间距特殊轨枕枕间距 ±20mm 20mm,连续,连续6跟轨枕的累计值±跟轨枕的累计值±30mm 30mm 30mm尺量尺量检验数量:施工单位全部检验。
钢轨焊接接头平直度测量方法及分析摘要:轨道交通线路设计目前多采用跨区间无缝线路,无缝线路中钢轨焊接接头成为了线路的薄弱环节,新建轨道交通线路或既有线路大修后,在开通运行前都会进行焊接接头平直度检测,平直度检测的精确性直接关系到列车运行安全和轨道结构使用寿命。
关键词:钢轨焊头,平直度检测,影响因素,检测条件前言在现代交通业的飞速发展中,铁路扮演着重要的角色,无缝线路是当今铁路建设和大修的首选,其中钢轨焊接接头是无缝线路最薄弱的环节,焊接低接头是焊接质量中常见的病害。
列车在焊接低接头时会产生较大的冲击力,产生的震动频率比其他部位要强2~3倍,因此使得焊接接头处的轨道破坏比其他部位要快,加快了焊接接头处的道床变形,直接影响到线路质量,给列车运行带来很大的危害。
造成焊接低接头的因素主要有焊接前对轨时预留量过低、打磨时打磨过量、焊后高温下受力和线路条件不良等。
从现场施工统计后的数据分析,低接头的平直度一般在.0.05~.0.20mm,以.0.1mm的接头最多。
《钢轨焊接第1部分:通用技术条件》(TB/T1632.1—2014)要求铝热焊接头平直度<0.1mm,闪光焊接头、气压焊接头平直度<0mm为低接头。
通常处理低接头的方案是通过打磨修正和插入。
1设计思路低接头矫正设备要求便携、操作简单,机具体积和重量应当尽可能地小。
在整修焊头中使用加热技术能够尽可能减少和避免出现裂缝现象。
即便是在加热的过程中钢轨的强度会降低,但是钢轨自身的横截面积较大,横截面积自身的形状参数较为复杂,在进行作业和校正的过程中对于小型设备的要求较高,现阶段的设备情况和参数都很难满足当下的建设需求。
究其原因,主要有以下几个方面:(1)小型设备支点距离较小,在相同弯矩条件下,需要加载更大的力:(2)小型设备整体强度要达到矫正钢轨焊缝接头的条件需要加厚整体型材的厚度;(3)小型设备进行钢轨矫正的动力设备在保证动力充足的情况下应尽可能地减小体积和减轻重量。
换铺长钢轨无缝线路验收标准及安排
1.每一区间施工完后,无缝线路作业队必须对已换长轨地段进行自验,自验合格后发验收电报,请设备管理单位共同对线路进行验收,验收合格后交工务段管理,每一个工号结束,请工务处、设备管理单位共同对线路进行验收。
2.未交验线路,作业队必须每周安排人员对线路进行检查。
3.验收标准(质量要求)
4.竣工资料的整理:在施工时即要将技术资料记录并收集好,整理为竣工资料,每个工号完成后一个月内移交给设备管理单位。
0 引言钢轨焊接接头外观质量直接关系到列车运行的平顺性,为保证接头外观质量,相关标准要求对钢轨焊接接头外观进行平直度和不平度测量。
平直度是测量以接头焊缝为中心两侧各500 mm范围内,轨顶面纵向中心线和轨头侧面工作边上距轨顶面16 mm处的纵向线的偏差;不平度是测量平直度范围内不同小范围的平直度偏差情况[1]。
以下对以焊缝为中心两侧各500 mm范围内的平直度测量方法及效果进行研究。
1 研究方案1.1 测量位置在中华人民共和国铁道行业标准(简称行业标准)规定的钢轨焊接接头平直度测量位置基础上,增加轨距角处2个位置纵向平直度测量[2]。
60N新廓形钢轨焊接接头的平直度具体测量位置见图1。
从图1可见,位置1(轨头R200 mm圆弧)、位置4(工作面)是行业标准规定的钢轨焊接接头纵向平直度测量位置;位置2、3分别对应轨头R60 mm、R16 mm 圆弧中心处,是新增测量位置。
以下轨头测量以圆弧钢轨焊接接头平直度测量方法及效果研究高彦嵩(中国铁路北京局集团有限公司 工务处,北京 100070)摘 要:钢轨焊接接头平直度的测量一般采用电子平尺或钢板尺进行。
根据中华人民共和国铁道行业标准规定,钢轨焊接接头平直度测量位置分别为轨顶面纵向中心线、轨头侧面工作边上距轨顶面16mm处的纵向线。
在实践中,由于钢轨轨头部位廓形由多个弧面衔接而成,因此,行业标准中对于钢轨焊接接头轨距角处纵向平直度测量尚无要求。
轨距角是与车轮匹配的关键位置,其平直度直接关系到车轮运行的平顺性,通过对60N新廓形钢轨轨头廓形弧面和工作面平直度测量结果研究,提出钢轨焊接接头平直度测量的新方法——四位置测量法。
对测量效果进行比较,为完善钢轨焊接接头外观质量测量标准及提高钢轨焊接接头质量提供参考。
关键词:钢轨焊接;接头;平直度;测量中图分类号:U213.4 文献标识码:A 文章编号:1672-061X(2019)02-0051-05DOI:10.19550/j.issn.1672-061x.2019.02.051作者简介:高彦嵩(1978—),男,高级工程师。
焊轨基地钢轨焊接接头平直度验收内控标准(建议稿)
1. 本内控标准适用于在焊轨基地采用电子平直仪验收出厂前成品钢轨焊接接头的平直度。
2. 测量前检查钢轨焊接接头外形精整的长度,应符合铁道行业标准《钢轨焊接第2部分:闪光焊接》(TB/T1632.2-2005)第
3.
4.9.2条规定,记录检查结果。
(第3.4.9.2条规定:外形精整的长度不应超过焊缝中心线两侧各450 mm限度。
外形精整不应使焊接接头或钢轨产生任何机械损伤或热损伤。
不应使用外形精整的方法纠正超标的平直度偏差和超标的接头错边。
)
3. 应在钢轨温度接近设计锁定轨温范围时测量钢轨焊接接头平直度,记录测量时的轨温。
4. 测量作业应按照《电子平直仪使用说明书》执行,测量人员应经过专门的培训。
5. 测量作业应输入符合《钢轨焊接接头标识规则》的接头标识号。
6. 钢轨焊接接头在以焊缝为中心的1m范围内,轨顶面平直度测量曲线应呈上抛物线形,轨头侧面工作边平直度测量曲线应基本水平或呈下凹形。
7. 钢轨焊接接头轨顶面平直度测量曲线应处于图1-1所示范围内(测量曲线位于上限与下限之间为合格,宜接近上限)。
8. 钢轨焊接接头轨头侧面工作边的平直度测量曲线应处于图1-2所示范围内(测量曲线位于上限与下限之间为合格)。
9. 测量曲线局部高低点的波动,应满足表1-1要求:
表1-1 测量曲线局部高低点波动的允许范围
10. 以焊缝为中心的1m范围内,轨顶面不平度在任意200mm区段内高低点波动差不大于0.2 mm。
图1-1 轨顶面平直度测量曲线合格范围
图1-2 轨头侧面工作边平直度测量曲线合格范围。