回流焊作业指导书(通用)
- 格式:xls
- 大小:88.00 KB
- 文档页数:1

文件编号编制部门工程部拟制02023.07.20
产品型号版本号A1审核工位号SMT-04工序人数1工序名称关键工位是作业工时S节拍S批准
一、操作
准备:
1.1、电源正常开起NO物料名称用量
二、操作内容:1测温仪1PCS
2.1、打开回流焊电源2隔热手套1双
2.2、选择
当前要生产的程序3
2.3、炉温到达设定温
度,测试温度曲线后过炉
4
5
6
变更内容
3.炉后出板处不可以堆积基板
4.生产过程中有异常情况要马上按
下紧急开关并上报
1.回流焊所有可活动处,不可用手去触摸物料编码规格
2.机器没有到达设定温度不可过炉
安全注意事项及要求:仪 器、设 备、工 具、物 料、辅 料SMT作业指导书0
通用
回流焊
RoHS紧急开关
先把电源开关转到
“ON”位置,大约5秒
后按下绿色的“START”
开始按钮,绿色指示
灯亮后,机器正常启
动
在电脑屏显示用户登录
系统时,分别输入,用
户名“USER”和密码“123”,
点“确定”,电脑自动进入
下一步
选择“操作模式”,点击“确
定”,电脑自动进入下一
步
电脑会自动打开默认路
径D盘“RS”文件夹,用鼠
标选择当前要生产的机
种名后,点“确定”自动
进入生产界面。
当所有实际温度都达
到设定温度时,上下
温区会显示绿色,同
时机器三色指示灯绿
灯会点亮,技术人员
测完温度曲线后通知
炉前QC过炉。

制程别发行版本发行日期页数SMT A011/1
站别
6 作 业 指 导 书Standard Operation Procedure 文件编号
机种AM8726M 通用作业说明Operation Instruction
站名回焊炉
制程参数:1.传送带速度:70cm/min 2.温度设定: 2.1预热区(锡膏中容剂挥发):以1-2℃/S的速度达到120-160℃温度区域,用时30-90S;1.根据PCB宽度调整回焊炉轨道大小,轨道可调边/轨道固定边与载具相距约1mm。
2.由相关人员进行炉温测试,经品质人员确认OK后方可过炉。
3.将检查OK的PCB水平放置在传送带上。
2.2活性区(助焊剂活化,去除氧化物;蒸发多余水份):在120-160℃温度区域保持60-90S;
2.3回焊区(焊锡熔融):以0.5-2℃/S的速度达到215-220℃,回流时间为30-90S
2.4冷却区(合金焊点形成,零件脚与焊盘接为一体):以1-2.5℃/S的速度降温,用时为30-90s。
作业步骤:
3.非技术人员不可调整制程条件参数,如参数异常,立刻告知技术人员。
4.制程参数只有在所有条件均相符时才具有参考意义。
注意事项:
1.过炉时,PCB之间要有一定间距防止碰撞,目测为5cm以上。
2.回焊炉温度必须达到设定温度,方可送板进行焊接。
炉温曲线图120℃160℃
250
120℃120℃
120℃200℃。

文件名称
回流炉作业指导书
文件名称
文件修订记录
文件名称
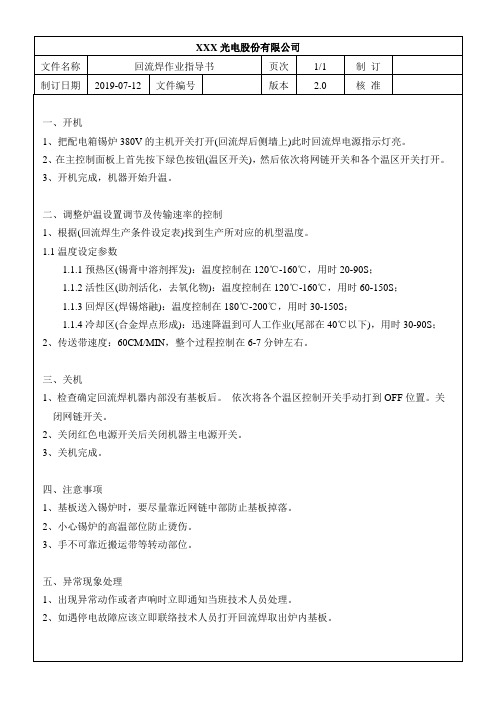
1.目的
正确操作机器,确保人机安全及生产正常运行。
2.范围
本程序适用于公司HELLER-1809回流炉作业。
3.参考文件
HELLER-1809回流炉使用操作说明书
4.作业步骤/内容
4.1开机:开机前需确认抽风机是否开启,传输链条及链网传动部是非正常,炉内有无
其他异物,确认无误后将回流炉主电源打开至ON状态。
4.2机器进入操作界面,输入用户名=>输入密码,进入回流炉操作程序=>选择程序打开,
机器进入全自动运行状态。
4.3关机:确定炉内没有板子后,选择冷却模式,机器停止加热并开始降温,同时链条
停止运转,待温度降到95℃以下时,关闭计算机,关闭主电源开关
5.保养要求
5.1具体要求参考《回流焊点检表》WXIMS-FM-7.502-4。
5.2 每天下班时,清洁机器表面,保持机器周围地面清洁。
6.注意事项
6.1当机器的信号灯为绿色的才能过板,信号灯一直为红色的应立即通知技术人员处理。
6.2当机器出现异常情况时,应立即停止过炉,并通知技术人员处理。
6.3当机器报警时,应检查机器是否掉板。
6.4操作时,身体部位不得进入机器的链条传动部位。



否 是
回流焊作业指导书
产品名称
通用 产品型号 通用 等级
正式
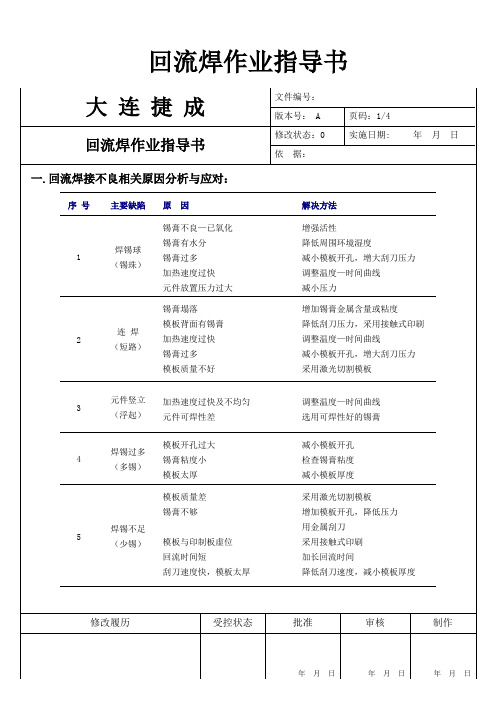
一.操作准备:
1炉温与带速设定:
热风回流 温区 1 2 3 4 5 6 7 设定值 165 160 160 165 175 200 245
风机速度:1500r/min
热风固化 温区 1 2 3 4 5 6 7 设定值 160 165 155 160 160 160 160
风机速度:1200r/min
二.操作流程
三.注意事项:
1、机器工作时UPS 应该处于常开状态。
2、随时检查链条传动是否正常,保证链条和各链轮啮合良好,无脱落、挤压、受卡现象。
3、检查链条传动的自动润滑情况,保证链条自润滑良好。
拟制 审核 批准 日期
开启总电源开关
进入主窗
面版
自动 手动
开机
曲线
调整宽度
设上下限 设定参数 温度稳定 模拟 曲线 符合要求。

回流焊作业指导书大连捷成文件编号:版本号: A 页码:3/4回流焊作业指导书修改状态:0 实施日期: 年月日依据:5、锡膏中助焊剂的量及焊剂的活性。
焊剂量太多,会造成锡膏的局部塌落,从而使焊锡珠容易产生。
另外,焊剂的活性小时,焊剂的去氧化能力弱,从而也容易产生锡珠。
免清洗锡膏的活性较松香型和水溶型锡膏要低,因此就更有可能产生焊锡珠。
6、此外,锡膏在使用前,须进行3小时以上的解冻,否则,锡膏容易吸收水分,在回流焊接时焊锡飞溅而产生锡珠。
7、模板开孔合适的模板开孔形状及尺寸也会减少焊锡球的产生。
模板开孔的尺寸应比相对应焊盘小10%,同时采用如下图列举的一些模板开孔方式设计进行开孔:8.印制不良线路板的清洗对印制不良线路板进行清洗时,若未清洗干净,印制板表面和过孔内就会残余的部分锡膏,焊接时就会形成锡珠。
因此须加强操作员在生产过程中的责任心,与线路板的清洗方法,严格按照工艺要求进行生产,加强工艺过程的质量控制。
9、元件贴装压力及元器件的可焊性。
如果元件在贴装时压力过大,锡膏就容易被挤压到元件下面的阻焊层上,在再流焊时焊锡熔化跑到元件的周围形成焊锡珠。
解决方法:减小贴装时的压力,并采用上面推荐使用的模板开口形式,避免锡膏被挤压到焊盘外边去。
另外,元件和焊盘焊性也有直接影响,如果元件和焊盘的氧化度严重,也会造成焊锡珠的产生。
经过热风整平的焊盘在锡膏印刷后,改变了焊锡与焊剂的比例,使焊剂的比例降低,焊盘越小,比例失调越严重,这也是产生焊锡珠的一个原因。
综上可见,焊锡珠的产生是一个极复杂的过程,我们在调整参数时应综合考虑,在生产中摸索经验,达到对焊锡珠的最佳控制。
修改履历受控状态批准审核制作回流焊作业指导书。

一:打开UPS电源、接通主电源开关、机器自动进入工作画面。
二:在电脑操作画面中,用鼠标点击“注册”菜单,然后在“运行参数”取出所需的文件。
三:用鼠标点击“主控面板”菜单,之后依次按通开机键、加热键、OK键。
四:当温度显示达到设置值(±4℃),回流焊为工作状态,此时信号灯的绿灯亮。
五:工作结束时,点击“面板”菜单,按关机键,再按OK键。
之后关闭WINDOWS画面,待机器冷却30分钟后关闭电源开关。
注意:
当发生警急事件时,请按机器上面的警急停止。
并及时通知工程人员解决。
主要事项
.此设备仅作焊接SMT部PCB用,不得将其它
物品放入炉内。
2)机器运行时,禁止接触转动部件。
已免受伤
3)工程师每天检查一次其实际温度显示值,并将结果记录在《炉温检查表》上,同时每天测一次炉温曲线图,如有异常应即时处理。
4)参考回流焊日常保养内容定期检查UPS、运风
马达、马达皮带、运输链带、运输轨道等部件
的运作情况。
并将结果记录在《设施日常保养
记录》表上。
5)温度设定值
一二三四五六七八温区
130150160160175195220250温
度
红胶温度设定值
一二三四五六七八温区
120140140150150150140120温
度
双面制程温度设定值
一二三四五六七八温区
130150160160175195220250上
温
130140140150150150170170下
温
以上温度仅提供参考!!!
6)机器一定要泠却30分钟,否则有可能会烧坏加热马达.。


12.使用表单:八温区热风回流焊保养记录7.电池组更换必须由合格的专业人员执行.8.更换电池时必须使用同型号的电池.9.回流机两端必须加强制轴风、抽风管道的空气流量,以15立方为/分钟以上为传佳.设备名称:八温区热风回流焊 设备型号:HOTLOW-9CR 设备使用部门:SMT 范围:1.本设备只能由专业维护及维修人员或培训合格人员进行操作2.本设备内含高温装置及机械传动,操作时应注意人身安全.3.请勿将UPS放置于沾水及湿度过高处.4.请勿将液体及杂物注入UPS内部.5.将UPS插座之孔带接地之交流电插座中.6.UPS内含的电压具有潜在危险性,维修必须由合格的技术人员执行C.关闭操作界面.D.关闭UPS电源.F.关闭操作面板上电源开关,指示灯灭.G.关闭电箱内的空气开关.3.主窗口菜单使用说明三、注意事项:B.将控制面板的电源开关打开,电源指示灯亮.C.打开UPS电源开关.D.计算机自动进入回流焊主操作界面.2.系统退出:A.关闭加热风机及运输运行20MM.B.关闭风机及运输.6.查看有关报警及注意事项的说明,确认整机调整已经完成.二、开机作业:1.系统启动与退出:A .打开电箱空气开关.3.检查紧急挚(机器外观上面前后各有一个红色按钮)是否弹开.4.查看炉体是否关闭紧密.5.查看运输链条及网带是否有拉、碰现象.八温区热风回流焊作业指导书一、开机准备:10.通电前,请按开机准备事项进行细致检查.1.检查三相四线制电源供给是否为本机额定.11.焊接标准,请参照SMT回流焊接工艺标准规范.2.检查设备是否良好接地.紧急开关轨道齿轮运动部位回流焊操作软件油盅灯塔:1.红灯异常2.黄灯待机。
3.绿灯正常运行温度区域速度区域灯塔显示状态实际实际实际设定设定实际测试炉温连接线接口电源指示灯主电源开关轨道调节开。

惠州市汇宇通电子有限公司质量管理体系文件-工位指导书
Huizhou Hui Yutong Electronic Co.,Ltd Array SMT回流焊作业指导书
(与《回流焊通用作业指导书》一并使用)
1.0 目的
1.1 快速启动回流焊,提高生产效率。
1.2 为了使操作员熟悉本工序的生产流程和熟练掌握机器操作技能,处理生产过程中出现的各类问
题,独立完成公司安排的工作,生产出符合标准的产品。
2.0 适应范围
SMT回流焊工序。
3.0 权责单位
当班操作员。
4.0 工作指引
4.1 操作员先把回流焊的总电源打开。
4.2 操作员检查回流焊里面是否有杂物。
4.3 操作员确认以后,打开回流焊的红色电源按钮,依次打开回流焊的第一个控温区。
第二个控温区,
第三个控温区,第四个控温区的开关,再打开抽风按钮,传送按扭。
4.4 操作员检查传送的速度是否合理,若不是,则将其调整。
4.5 操作员检查温度是否为当前排插的温度,若不是,将其调整,参照《产品温度记录表》。
4.6 生产中时刻注意机器周围,按照7S要求管理。
4.7 交接班时,把责任区的卫生清理干净,与另一班交接OK后方可下班。
5.0 记录/表格
5.1 《产品温度记录表》。