上线准备确认表(射出成型)
- 格式:xls
- 大小:33.50 KB
- 文档页数:2

射出成型工艺Document number【980KGB-6898YT-769T8CB-246UT-18GG08】射出成型工艺图1 塑胶射出流程注塑过程中的关键步骤:1. 塑化计量1)塑化达到组分均匀、密度均匀、黏度均匀、温度分布均匀。
2)计量保证将塑化好的熔体定温、定压、定量射出。
3)塑化效果和能力柱塞式射出机、螺杆式射出机(普通螺杆塑化、动力熔融)。
其中螺杆式射出机的塑化能力强于柱塞式射出机。
2.射出充模1)流动充模射出过程中注塑压力和速度的变化。
射出压力与熔体温度、熔体流速的关系。
射出压力与熔体充模特性(充模流动形式和充模速度)的关系。
2)保压补缩保证将塑化好的熔体定温、定压、定量射出。
保压力、保压时间和模腔压力之间的关系会影响制件的密度、收缩及表面缺陷。
射出成形加工考虑要点1.模具成形温度模温过低:熔体流动性差,制件上产生较大应力、熔接痕,表面质量差。
模温过高:冷却时间、收缩率、翘曲变形均增大。
模温影响射出的成型性、成型效率、制品品质。
尤其对流动性、尺寸安定性、表面光泽及内应力有绝对影响.2. 塑料温度若低于黏流温度:不利于塑化,熔料黏度大,成型困难,易出现熔接痕,表面无光泽或缺料。
若高于热分解温度:引起热降解,导致之间物理和力学性能变差。
3. 螺杆回转速度当进料时,螺杆回转并在背压作用下向后退,其回转速度将主要影响螺杆对物料的塑化能力,此外对料温也会产生影响。
螺杆转速达到一定数值后,综合塑化效果下降。
4.背压设定与螺杆转速一起影响螺杆对物料的塑化效果,要综合考虑背压力和螺杆转速的设定。
背压大而螺杆转速小时会发生逆流。
背压过小会使空气进入螺杆前端。
5.射出成形压力若射出压力过小:模腔压力不足,熔体难以充满模腔。
若射出压力过大:涨模、溢料,压力波动较大,生产难于稳定控制,制件应力增大。
射出压力确定原则:根据条件,射出压力尽量高,有助于提高充模速度、熔接痕强度,防止缺料,使收缩率减小;但同时要注意避免喷射流动。
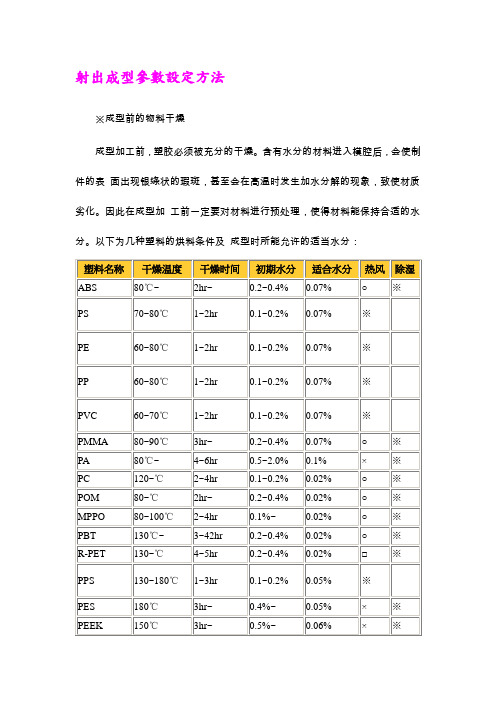
射出成型參數設定方法※成型前的物料干燥成型加工前,塑胶必须被充分的干燥。
含有水分的材料进入模腔后,会使制件的表面出现银绦状的瑕斑,甚至会在高温时发生加水分解的现象,致使材质劣化。
因此在成型加工前一定要对材料进行预处理,使得材料能保持合适的水分。
以下为几种塑料的烘料条件及成型时所能允许的适当水分:※模温的设定⑴模温影响成型周期及成形品质,在实际操作当中是由使用材质的最低适当模温开始设定,然后根据品质状况来适当调高。
⑵正确的说法,模温是指在成形被进行时的模腔表面的温度,在模具设计及成形工程的条件设定上,重要的是不仅维持适当的温度,还要能让其均匀的分布。
⑶不均匀的模温分布,会导致不均匀的收缩和内应力,因而使成型口易发生变形和翘曲。
⑷提高模温可获得以下效果;①加成形品结晶度及较均匀的结构。
②使成型收缩较充分,后收缩减小。
③提高成型品的强度和耐热性。
④减少内应力残留、分子配向及变形。
⑤减少充填时的流动阴抗,降低压力损失。
⑥使成形品外观较具光泽及良好。
⑦增加成型品发生毛边的机会。
⑧增加近浇口部位和减少远浇口部位凹陷的机会。
⑨减少结合线明显的程度⑩增加冷却时间。
※计量及可塑化⑴在成型加工法,射出量的控制(计量)以及塑料的均匀熔融(可塑化)是由射出机的可塑化机构(Plasticating unit来担任的①加热筒温度(Barrel Temperature)虽然塑料的熔融,大约有60~85%是因为螺杆的旋转所产生的热能,但是塑料的熔融状态仍然大受加热筒温度的影响,尤以靠近喷嘴前区的温度--前区的温度过高时易发生滴料及取出制件时牵丝的现象。
以下表格为几种塑料的适当料温、模温及成型收缩率等。
②螺杆转速(screw speed)A.塑料的熔融,大体是因螺杆的旋转所产生的热量,因此螺杆转速太快,则有下列影响:a.塑料的热分解。
b.玻纤(加纤塑料)减短。
c.螺杆或加热筒磨损加快。
B.转速的设定,可以其圆周速(circumferen-tial screw speed)的大小来衡量:圆周速=n(转速)*d(直径)*π(圆周率)通常,低粘度热安定性良好的塑料,其螺杆杆旋转的圆周速约可设定到1m/s上下,但热安定性差的塑料,则应低到0.1左右。

射出成型简介1 射出成形之基本知识。
1.1 射出成形的特征以及组成。
射出成形是将溶融的成形材料以高压的方式填充到封闭的模具内,射出成形的模腔内承受的压力约400KGF/CM2,大约为400个大气压,以这样高的压力来制作产品是它的特征,这是它的优点也是它的缺点。
也就是说模具必须制作得相当坚固,因而模具价格也相当昂贵,因此必须大量生产以便与高价的模具费用互相扣抵,例如每批之生产量必须10000PCS以上才合理,换句话说;射出成形的工作必须以大量生产才行。
成型过程所说几个步骤:1.1.1关门安全门上才开始成型。
1.1.2 锁模将移动侧的移动板前进,使得模具关闭,模具关闭以后确实地把模具锁紧。
1.1.3 射出(包括保压)螺杆快速地往前推进,把熔融之成形材料注入模腔内填充成形,填充之后压力要必须继续保持,这个动作特别取名为“保压”。
在刚充填时模具承受的压力,一般叫做射出压或者叫做“一次压”。
1.1.4 冷却(以及下个动作的可塑化工程)模腔内之成形材料等待冷却凝固之过程叫“冷却”。
在这时候射出装置也准备下次工作,这个过程叫做“可塑化过程”。
放在料斗里的成形材料,流入加热的料管内加热,是依据螺杆旋转把原料变成熔融状态,螺杆像拨取螺丝的原理一样,一面转一面后退,螺杆前端会储存熔融之成形材料,螺杆旋转时,抵抗螺杆向后退的压力称之为螺杆的“背压”。
1.1.5 打开模具将移动侧的移动板向后退,模具跟着打开。
1.1.6 打开安全门安全门打开,这时成形机处于待机中之状能。
1.1.7 取件将成品取出,然后检视确认模具内未残留任何对象再关门.以上整个成形作业叫做一个CYCLE成型。
成品是由模具的形状成形出来。
模具是由母模及公模块合成,公母模模仁之间留有空隙,材料在此流入压缩形成产品。
成型材料要流入公母模之前的通路有主流道(SPRUE)流道(RUNNER)闸门(GATE)等。
1.2 射出成形机射出成形机以较大项目来区分,可分为两项,锁模装置和射出装置。


射出成型简介1 射出成形之基本知识。
1.1 射出成形的特征以及组成。
射出成形是将溶融的成形材料以高压的方式填充到封闭的模具内,射出成形的模腔内承受的压力约400KGF/CM2,大约为400个大气压,以这样高的压力来制作产品是它的特征,这是它的优点也是它的缺点。
也就是说模具必须制作得相当坚固,因而模具价格也相当昂贵,因此必须大量生产以便与高价的模具费用互相扣抵,例如每批之生产量必须10000PCS以上才合理,换句话说;射出成形的工作必须以大量生产才行。
成型过程所说几个步骤:1.1.1关门安全门上才开始成型。
1.1.2 锁模将移动侧的移动板前进,使得模具关闭,模具关闭以后确实地把模具锁紧。
1.1.3 射出(包括保压)螺杆快速地往前推进,把熔融之成形材料注入模腔内填充成形,填充之后压力要必须继续保持,这个动作特别取名为“保压”。
在刚充填时模具承受的压力,一般叫做射出压或者叫做“一次压”。
1.1.4 冷却(以及下个动作的可塑化工程)模腔内之成形材料等待冷却凝固之过程叫“冷却”。
在这时候射出装置也准备下次工作,这个过程叫做“可塑化过程”。
放在料斗里的成形材料,流入加热的料管内加热,是依据螺杆旋转把原料变成熔融状态,螺杆像拨取螺丝的原理一样,一面转一面后退,螺杆前端会储存熔融之成形材料,螺杆旋转时,抵抗螺杆向后退的压力称之为螺杆的“背压”。
1.1.5 打开模具将移动侧的移动板向后退,模具跟着打开。
1.1.6 打开安全门安全门打开,这时成形机处于待机中之状能。
1.1.7 取件将成品取出,然后检视确认模具内未残留任何物件再关门.以上整个成形作业叫做一个CYCLE成型。
成品是由模具的形状成形出来。
模具是由母模及公模组合成,公母模模仁之间留有空隙,材料在此流入压缩形成产品。
成型材料要流入公母模之前的通路有主流道(SPRUE)流道(RUNNER)闸门(GA TE)等。
1.2 射出成形机射出成形机以较大项目来区分,可分为两项,锁模装置和射出装置。