《三菱PLC及运动控制系统》参考资料
- 格式:doc
- 大小:7.15 MB
- 文档页数:91
PLC原理及应用(三菱机型)PLC参考资料第一讲第1.章可编程控制器元件及基本指令系统第1章概述教学目的:1、了解可编程控制器的历史和发展特点2、了解可编程控制器的应用(观看有关现代自动化生产场景的录象并讲解)3、掌握可编程控制器的结构和工作原理教学重点:可编程控制器在现代自动化生产上的应用教学难点:编程控制器的结构和工作原理参考课时:讲课2课时、录象2课时第1章概述可编程控制器(Programmable Logic Controler ),简称PLC。
它是20世纪70年代以来,在集成电路、计算机技术基础上发展起来的一种新型工业控制设备。
由于它具有功能强、可靠性高、配置灵活、使用方便以及体积小、重量轻等优点,国外已广泛应用于自动化控制的各个领域,并已成为实现工业生产自动化的支柱产品。
近年来,国内在PLC技术与产品开发应用方面发展很快,除有许多从国外引进的设备、自动化生产线外,国产的机床设备已越来越快地采用PLC控制系统取代传统的继电–接触器控制系统。
国产的小型化PLC性能也基本达到国外同类产品的技术指标。
因此,作为一名电气工程技术人员,必须掌握PLC及其控制系统的基本原理与应用技术,以适应当前电气技术的发展需要。
本章主要介绍可编程控制器的历史和发展、特点与应用、结构与工作原理。
掌握PLC 的入门知识。
一.可编程控制器的历史和发展1、可编程控制器的历史2、可编程控制器的发展方向随着应用领域日益扩大,PLC技术及其产品仍在继续发展,其结构不断改进,功能日益增强,性能价格比越来越高。
1)PLC在功能和技术指标方面的发展主要是以下方面:(1)向高速、大容量方向发展随着复杂系统控制要求越来越高和微处理器与微型计算机技术的发展,可编程控制器的信息处理与响应速度要求更高,用户存储容量也越来越大,例如有的PLC产品扫描速度达0.1μs/步,用户程序存储容量最大达几十兆字节。
(2)加强连网和通信能力PLC网络控制是当前控制系统和PLC技术发展的潮流。
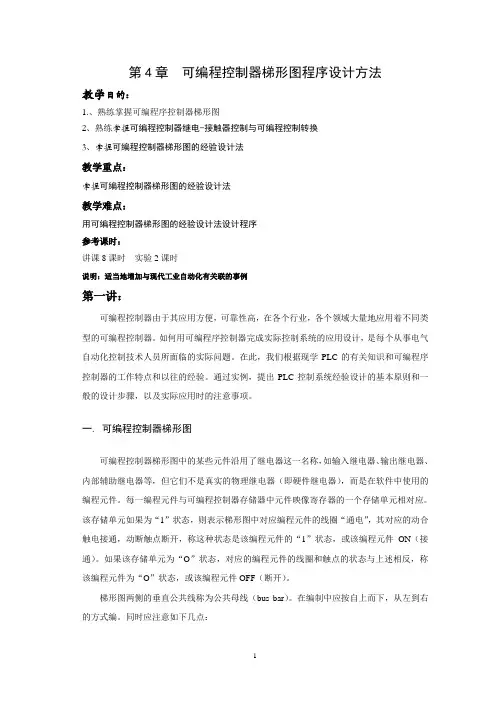
第4章可编程控制器梯形图程序设计方法教学目的:1.、熟练掌握可编程序控制器梯形图2、熟练掌握可编程控制器继电-接触器控制与可编程控制转换3、掌握可编程控制器梯形图的经验设计法教学重点:掌握可编程控制器梯形图的经验设计法教学难点:用可编程控制器梯形图的经验设计法设计程序参考课时:讲课8课时实验2课时说明:适当地增加与现代工业自动化有关联的事例第一讲:可编程控制器由于其应用方便,可靠性高,在各个行业,各个领域大量地应用着不同类型的可编程控制器。
如何用可编程序控制器完成实际控制系统的应用设计,是每个从事电气自动化控制技术人员所面临的实际问题。
在此,我们根据现学PLC的有关知识和可编程序控制器的工作特点和以往的经验。
通过实例,提出PLC控制系统经验设计的基本原则和一般的设计步骤,以及实际应用时的注意事项。
一. 可编程控制器梯形图可编程控制器梯形图中的某些元件沿用了继电器这一名称,如输入继电器、输出继电器、内部辅助继电器等,但它们不是真实的物理继电器(即硬件继电器),而是在软件中使用的编程元件。
每一编程元件与可编程控制器存储器中元件映像寄存器的一个存储单元相对应。
该存储单元如果为“1”状态,则表示梯形图中对应编程元件的线圈“通电”,其对应的动合触电接通,动断触点断开,称这种状态是该编程元件的“1”状态,或该编程元件ON(接通)。
如果该存储单元为“O”状态,对应的编程元件的线圈和触点的状态与上述相反,称该编程元件为“O”状态,或该编程元件OFF(断开)。
梯形图两侧的垂直公共线称为公共母线(bus bar)。
在编制中应按自上而下,从左到右的方式编。
同时应注意如下几点:1、注意适当的编程顺序可减少程序步。
1) 串联触点多的电路应尽量放在上部,例图4-1。
图4-1 梯形图2) 并联触点多的电路应尽量靠近母线,例图4-2。
图4-2 梯形图3) 在垂直方向的线上不能有触点,否则形成不能编程电路,需经过重新安排,如图4-3为重新安排不能编程电路。
30#:三菱FX软件资料包(1CD 共650M )包含:三菱FX、A、Q系列GX-Developer V7.08中文版PLC编程软件及中文使用手册。
三菱FX20GM位置控制器编程软件、三菱PLC程序调试离线仿真软件GX-Simulator6中文版、三菱PLCFX最新FXGPWINV330(中文版),三菱FX系列仿真软件LTT-C简体中文版、三菱PLC可编程控制器教材、FX2N中文编程手册,FX_FXGPWIN编程软件使用手册,三菱FR系列变频器使用手册大全。
(共650M,详细见30#盘说明)最新资料请浏览:欢迎光临本站!最新软件资料清单请发邮件索取:mailto:plc808@ QQ:121667231三菱FX资料目录:1.三菱FX-PLC编程口通信地址表2.三菱多系列PLC梯形图编程软件DOS3.三菱软件使用手册4.三菱伺服步进手册5.三菱伺服驱动器 J2S 说明书6.FR_S500变频器使用手册(基本篇)(中文)7.FR-A5AP适用于FR-A500系列变频器用的反馈控制卡8.FR-A5AX,FR-A500系列的12位输入扩展9.FR-A5AY,,FR-A500系列的数字输出10.FR-A500 ,适用于FR-A500系列变频器11.FR-A500变频器使用手册(中文)12.FR-A500适用于FR-A540系列变频器(中文)13.FR-A540L-S 适用于FR-A540L系列变频器14.FR-E500系列变频器端子线接线图15.FX2N-232IF RS232C功能模块用户手册(中文)16.FX2N-422-BD功能模块用户手册(中文)17.FX2N-485-BD通信板用户指南、中文18.FX2N系列PLC 2路模拟量输入模块用户手册19.FX-2nFX三菱PLC编程手册(中文)20.FX-20P功能使用说明、中文21.PCS_WIN软件手册22.FX_FXGPWIN编程软件使用手册(中文)23.FX-MING汉字软件使用说明24.FX-PCS-VPS软件手册25.FX-PPT辅助手册说明26.FX通讯的VB模块27.FX微型可编程控制器指令表28.FX系列PLC通信手册、中文29.FX系列PLC专用协议通信指令格式详解30.FX系列微型可编程控制器PLC样本31.GPP-WIN LLT 使用手册MANUAL32.GPPW操作手册33.Gppw中文使用手册34.MEDOC三菱PLC软件包使用(中文)35.MELSEC_MEDOC_PLUS编程软件参考手册36.MITSUBISHI FX系列PLC特殊功能模块37.MITSUBISHI FX系列PLC应用指令38.MR-J2S-A三菱通用交流伺服系统(中文)39.PLC与气压控制40.SC-10远程通讯接口电缆使用说明41.工业控制PLC可编程控制器教材(中文)42.三菱F-20编程器使用说明(中文)43.三菱FR-A540接线图44.三菱FR-E500变频器使用手册(中文)45.三菱FR-E500系列调速变频器使用手册(中文)46.三菱FR-E540接线图47.三菱FR-F500变频器使用手册(中文)48.三菱FR-F500系列变频调速器中文使用手册 194页49.三菱FR-F540接线图50.三菱FR-S500变频调速器使用手册(详细篇)中文51.三菱FR-S500使用手册(详细篇)(中文)52.三菱FX0N系列微型可编程控制器使用手册(中文)53.三菱FX0S系列微型可编程控制器使用手册(中文)54.三菱FX1N FX2N系列编程手册55.三菱FX1N系列微型可编程控制器使用手册(中文)56.三菱FX1S使用说明57.三菱FX2N-1GM 1GP编程手册58.三菱FX2N-1PG特殊功能模块用户手册(中文)59.三菱FX2N-8AD特殊功能模块用户指南(中文)60.三菱FX2N-10GM_20GM编程手册61.三菱FX2N系列微型可编程控制器使用手册(中文)62.三菱FXPLC 2路模拟量输入模块用户手册63.三菱FX-PLC编程口通信地址表64.三菱FX编程手册-含旧型号fx65.三菱FX可编程控制器编程手册66.三菱Fx通讯用户手册(中文)67.三菱FX系列PLC编程口通信协议68.三菱FX系列特殊功能模块手册(中文)69.三菱FX系列特殊功能模块用户手册(部分)70.三菱PLC远程通讯使用手册71.三菱变频调速A540-CH 使用手册(中文)72.三菱变频调速F540-CH使用手册(中文)73.三菱变频调速S500-1使用手册(中文)74.三菱变频调速S500-1使用手册(中文)75.三菱变频调速S500-2使用手册(中文)76.三菱的FX通信电缆连线说明77.三菱通信线的图纸说明78.三菱小阿发Alpha编程手册79.三菱小阿发Alpha软件手册80.三菱小阿发Alpha系列AL-232CAB硬件手册81.三菱小阿发Alpha系列AL-ASI-BD硬件手册82.中央空调节能控制系统(中文)三菱FX软件目录83.位置控制器软件SWOD5F-FXVPS-E84.三菱系列伺服驱动器监控设置软件85.三菱伺服监视软件Melservo-setup111e86.三菱集成网络图形系统FXMING87.三菱伺服设置编程软件88.三菱新版编程软件中文版FXGPWIN V3.3C89.三菱系列仿真软件LTT-C简体中文版90.三菱位置控制器编程软件fx20gm91.三菱位置控制器FXESWIN_V1.192.三菱伺服监视软件Melservo-setup111e93.三菱全系列PLC编程软件的模拟运行软件94.三菱触摸屏中文软件FX-PCS-DU Win V2.0295.三菱触摸屏FX-PCS-DU-WIN-C中文版96.三菱编程软件中文版fx-pcs97.三菱编程软件FX_DU_2798.三菱PLC小阿发软件-C99.三菱PLC编程软件中文版FX-PCS-WIN-2.0 c 100.三菱PLC编程软件fxwinc101.三菱PLC编程软件fx-pcs-win-c3.0102.三菱PLC编程软件DOS版Medoc2.3F系列103.三菱PLC编程软件DOSV2.30英文版本104.三菱PLC编程仿真105.三菱GX-Developer V7.08中文版编程软件106.三菱FX系列PLC编程软件107.三菱FXPLC fx-gp3.0 简体中文版108.三菱FX-PCS-WIN-3.2C(中文版)109.三菱FX、PLC编程软件(SW4D5C),Windows版本110.三菱 FX系列PLC编程软件V2.11 中文版111.三菱 FX全系列PLC编程软件V3.00 中文版112.人机界面编程软件DU系列FX-PCS-DU中文版113.电路仿真软件ElectronicWorkbench_V5.12114.安装环境文件ENVMELgx-dex7(gppw)115.SW5D5C-GPPW-EL.PLC三菱编程软件包116.SW4D5C-LLT-E三菱PLC程序调试117.SW4D5C-LLT-E模拟运行软件118.SW4D5C-GPPW-EL.PLC三菱编程软件119.PLC编程教学仿真软件120.plcsimdPLC程序调试,模拟运行程序121.MODEC程序转换成FX-GP-WIN下的程序软件122.Medoc2.3F系列三菱PLC编程软件DOS版123.GX-Simulator6中文版124.FX-PCS-WIN-2.3E三菱的编程软件125.FC系列PLC上位机编程工具 fcp30v32.zip 126.dciplc4PLC知识学习软件31#:三菱FX系列特殊功能模块大全 1CD包含三菱FX0N、FX0S、FX1N、FX-2N、FX2NC中文编程手册、FX-10GM/20GM硬件与编程中文用户手册、FX2N-1PG定位模块使用中文手册、FX-20GM编程中文软件、FX-10P/20P编程器使用说明、三菱FX系列特殊功能模块手册、最新三菱FX系列PLC编程中文软件,FX PLC学习教材,三菱PLC学习示例程序,FX2N系列路模拟量输入模块用户手册(详细见31#盘说明)1.三菱FX0N中文编程手册2.三菱FX0S中文编程手册3.三菱FX1N中文编程手册4.三菱FX2N中文编程手册5.三菱FX2NC中文编程手册6.FX1S1N2N2NC 编程手册7.三菱PLC编程电缆的自制8.MITSUBISHI FX系列PLC特殊功能模块9.MITSUBISHI FX系列PLC应用指令10.三菱PLC远程通讯使用手册11.三菱梯形图模拟软件使用手册12.三菱Fx 通讯用户手册13.FX2N-1HC功能模块中文手册14.FX2N-1PG功能模块中文手册15.FX2N-2AD功能模块中文手册16.FX2N-2DA功能模块中文手册17.FX2N-2LC功能模块中文手册18.FX2N-4AD功能模块中文手册19.FX2N-4AD-PT功能模块中文手册20.FX2N-4AD-TC功能模块中文手册21.FX2N-4DA功能模块中文手册22.FX2N-8AD功能模块中文手册23.FX2N-10GM功能模块中文手册24.FX2N-20GM功能模块中文手册25.FX2N-232-BD功能模块中文手册26.FX2N-232IF RS232C功能模块中文手册27.FX2N-422-BD功能模块中文手册28.FX2N-485-BD功能模块中文手册29.Fx 通讯用户手册功能模块中文手册30.三菱FX系列特殊功能模块手册31.FX通讯的VB模块32.FX系列PLC专用协议通信指令格式详解33.PLC可编程控制器教材34.三菱 FX2N系列路模拟量输入模块用户手册35.三菱FX-PLC编程口通信地址表36.三菱FX编程手册-含旧型号37.三菱FX全系列PLC编程软件V3.338.三菱FX系列编程手册39.F-20编程器使用说明40.FX2N-232IF RS232C使用中文手册41.FX2N-422-BD使用中文手册42.FX2N-485-BD使用中文手册43.FX2N-232-BD使用中文手册44.FX2N-1PG定位模块使用中文手册 45.FX2N-GM 编程使用中文手册274页46.FX10GM20GM_硬件与编程中文用户手册47.FX定位控制培训手册48.FX --1PG中文用户手册49.fx-20GM编程中文软件50.三菱PLC学习示例程序最新资料请浏览:欢迎光临本站!mailto:plc808@ QQ:121667231 最新软件资料清单请发邮件索取:32#:三菱PLC多媒体学习教程1CD内容简介:该软件以现场实物为参照、用生动逼真的画面形象的演示了PLC控制系统的工作过程,详细的说明了PLC工作原理:可编程控制器及手持编程器FX-10P/20P的基本操作,以通俗易懂的演示方法说明了基本指令,及高级应用指示的用法、指令在CPU工作的机理和执行过程。
第一章可编程控制器概况可编程控制器(PROGRAMMABLE CONTROLLER,简称PC)。
与个人计算机的PC相区别,用PLC 表示。
PLC是在传统的顺序控制器的基础上引入了微电子技术、计算机技术、自动控制技术和通讯技术而形成的一代新型工业控制装置,目的是用来取代继电器、执行逻辑、记时、计数等顺序控制功能,建立柔性的程控系统。
国际电工委员会(IEC)颁布了对PLC的规定:可编程控制器是一种数字运算操作的电子系统,专为在工业环境下应用而设计。
它采用可编程序的存贮器,用来在其内部存贮执行逻辑运算、顺序控制、定时、计数和算术运算等操作的指令,并通过数字的、模拟的输入和输出,控制各种类型的机械或生产过程。
可编程序控制器及其有关设备,都应按易于与工业控制系统形成一个整体,易于扩充其功能的原则设计。
PLC具有通用性强、使用方便、适应面广、可靠性高、抗干扰能力强、编程简单等特点。
可以预料:在工业控制领域中,PLC控制技术的应用必将形成世界潮流PLC程序既有生产厂家的系统程序,又有用户自己开发的应用程序,系统程序提供运行平台,同时,还为PLC程序可靠运行及信息与信息转换进行必要的公共处理。
用户程序由用户按控制要求设计。
第二章PLC的结构及基本配置一般讲,PLC分为箱体式和模块式两种。
但它们的组成是相同的,对箱体式PLC,有一块CPU板、I/O板、显示面板、内存块、电源等,当然按CPU性能分成若干型号,并按I/O点数又1有若干规格。
对模块式PLC,有CPU模块、I/O模块、内存、电源模块、底板或机架。
无任哪种结构类型的PLC,都属于总线式开放型结构,其I/O能力可按用户需要进行扩展与组合。
PLC的基本结构框图如下:一、CPU的构成PLC中的CPU是PLC的核心,起神经中枢的作用,每台PLC至少有一个CPU,它按PLC的系统程序赋予的功能接收并存贮用户程序和数据,用扫描的方式采集由现场输入装置送来的状态或数据,并存入规定的寄存器中,同时,诊断电源和PLC内部电路的工作状态和编程过程中的语法错误等。
三菱PLC课件系列五目录•PLC基础概述•硬件配置与接线方法•软件编程与调试技巧•通讯网络构建与应用•系统集成与自动化解决方案•实验操作与考核评估01PLC基础概述PLC (Programmable Logic Cont…一种数字运算操作的电子系统,专为在工业环境应用而设计。
要点一要点二PLC 作用通过可编程的存储器,执行逻辑运算、顺序控制、定时、计数与算术操作等指令,控制各种类型的机械或生产过程。
PLC 定义与作用高性能可靠性高易于编程和维护扩展性强三菱PLC产品特点三菱PLC采用先进的处理器技术,具有高速处理能力和丰富的指令集。
三菱PLC提供多种编程语言和工具,使得编程和维护更加简便。
三菱PLC在设计和生产过程中严格遵循质量标准,具有极高的可靠性和稳定性。
三菱PLC提供丰富的扩展模块和接口,可满足不同规模和复杂度的控制需求。
编程语言及工具介绍编程语言三菱PLC支持多种编程语言,如梯形图、指令表、顺序功能图等。
编程工具三菱PLC提供专用的编程软件,如GX Works等,支持离线编程、在线调试和监控等功能。
应用领域及发展趋势应用领域三菱PLC广泛应用于工业自动化领域,如机械制造、电力、石油化工、交通运输等。
发展趋势随着工业4.0和智能制造的不断发展,三菱PLC将更加注重与上位管理系统和现场总线技术的集成,实现更加智能化和高效化的控制。
同时,三菱PLC还将不断推出新的产品和解决方案,以满足不断变化的市场需求和技术趋势。
02硬件配置与接线方法作为PLC 的控制中心,负责执行程序指令、数据处理和通讯等任务。
CPU 模块输入模块输出模块电源模块接收来自外部设备的信号,如按钮、传感器等,并将其转换为PLC 可识别的数字信号。
将PLC 的数字信号转换为外部设备可识别的信号,如控制电机、指示灯等。
为PLC 提供稳定的直流电源,确保PLC 正常工作。
硬件组成及功能说明根据输入信号的类型和电压等级选择合适的输入模块。
目录目录 (1)第一章三菱电机FA实验室简介 (2)第二章三菱PLC及CC-Link现场总线的介绍 (2)2.1 可编程逻辑控制器的简介 (2)2.2 FX2N和Q系列PLC的简介 (2)2.3 CC-Link现场总线的介绍 (2)2.4 本章小节 (3)第三章 Q系列CC-Link网络系统 (4)3.1 Q系列CC-Link网络系统的简介 (4)3.2主站和远程I/O站的通信 (5)3.2.1远程I/O站的简介 (5)3.2.2和远程I/O站的通信的系统配置 (6)3.2.3和远程I/O站的通信程序 (11)3.2.4和远程I/O站的通信测试 (12)3.3主站和变频器的通信 (13)3.3.1变频器的简介 (13)3.3.2和变频器的通信的系统配置 (17)3.3.3和变频器的通信测试 (19)3.4主站和本地站的通信 (21)3.4.1和本地站的通信的系统配置 (21)3.4.2和本地站的通信程序 (25)3.4.3主站和本地站的通信测试 (25)3.5主站和FX2N的通信 (28)3.5.1 FX2N-32CCL CC-Link接口模块的简介 (28)3.6主站和GOT的通信 (34)3.6.1GOT触摸屏的简介 (34)3.6.2和GOT通信的系统配置 (34)3.6.3 GOT显示屏幕的创建 (35)3.6.5 GOT程序的具体应用 (47)3.7 本章小节 (48)第4章 FX2N的CC-Link网络系统 (49)4.1 FX2N的CC-Link网络系统的简介 (49)4.2 FX2N-32CCL接口模块的简介 (49)4.2.1 FX2N-32CCL CC-Link接口模块的简介 (49)4.2.2 和FX2N的通信的系统配置 (51)4.3主站和远程I/O站的通信 (58)4.3.1和远程I/O站的通信简介 (58)4.3.2和远程I/O站的通信的系统配置 (59)4.3.3和远程I/O站的通信程序 (60)4.3.4和远程I/O站的通信测试 (65)4.4主站和变频器的通信 (66)4.4.1和变频器的通信简介 (66)4.4.2和变频器的通信的系统配置 (68)4.4.3和变频器的通信程序 (71)4.4.4和变频器的通信测试 (72)4.5主站和GOT的通信 (74)4.5.1GOT显示屏幕的创建 (74)4.5.2 F930GOT与PC的通信 (86)4.5.3 GOT程序的具体应用 (87)4.6 本章小节 ...................................................................................................................................... 参考文献.. (88)第一章三菱电机FA实验室的简介随着国内自动化市场的高速蓬勃发展,各种自动化技术在工业自动化行业中得到了广泛的应用。
目录目录 (1)第一章三菱电机FA实验室简介 (2)第二章三菱PLC及CC-Link现场总线的介绍 (2)2.1 可编程逻辑控制器的简介 (2)2.2 FX2N和Q系列PLC的简介 (2)2.3 CC-Link现场总线的介绍 (2)2.4 本章小节 (3)第三章 Q系列CC-Link网络系统 (4)3.1 Q系列CC-Link网络系统的简介 (4)3.2主站和远程I/O站的通信 (5)3.2.1远程I/O站的简介 (5)3.2.2和远程I/O站的通信的系统配置 (6)3.2.3和远程I/O站的通信程序 (11)3.2.4和远程I/O站的通信测试 (12)3.3主站和变频器的通信 (13)3.3.1变频器的简介 (13)3.3.2和变频器的通信的系统配置 (17)3.3.3和变频器的通信测试 (19)3.4主站和本地站的通信 (21)3.4.1和本地站的通信的系统配置 (21)3.4.2和本地站的通信程序 (25)3.4.3主站和本地站的通信测试 (25)3.5主站和FX2N的通信 (28)3.5.1 FX2N-32CCL CC-Link接口模块的简介 (28)3.6主站和GOT的通信 (34)3.6.1GOT触摸屏的简介 (34)3.6.2和GOT通信的系统配置 (34)3.6.3 GOT显示屏幕的创建 (35)3.6.5 GOT程序的具体应用 (47)3.7 本章小节 (48)第4章 FX2N的CC-Link网络系统 (49)4.1 FX2N的CC-Link网络系统的简介 (49)4.2 FX2N-32CCL接口模块的简介 (49)4.2.1 FX2N-32CCL CC-Link接口模块的简介 (49)4.2.2 和FX2N的通信的系统配置 (51)4.3主站和远程I/O站的通信 (58)4.3.1和远程I/O站的通信简介 (58)4.3.2和远程I/O站的通信的系统配置 (59)4.3.3和远程I/O站的通信程序 (60)4.3.4和远程I/O站的通信测试 (65)4.4主站和变频器的通信 (66)4.4.1和变频器的通信简介 (66)4.4.2和变频器的通信的系统配置 (68)4.4.3和变频器的通信程序 (71)4.4.4和变频器的通信测试 (72)4.5主站和GOT的通信 (74)4.5.1GOT显示屏幕的创建 (74)4.5.2 F930GOT与PC的通信 (86)4.5.3 GOT程序的具体应用 (87)4.6 本章小节 ...................................................................................................................................... 参考文献.. (88)第一章三菱电机FA实验室的简介随着国内自动化市场的高速蓬勃发展,各种自动化技术在工业自动化行业中得到了广泛的应用。
我国各高校都积极开展了相关自动化应用技术的教学和科研工作,积极给在校生和院校科研人员创造一个良好的学习和科研平台,力求从学生时期培养广大自动化从业人员的理论水平和实践动手能力,使得其成为优秀的自动化工程师。
华南理工大学自动化学院作为国内优秀的工科院校为中国自动化事业培训出了大量的优秀人才。
学院现有自动化教学实验中心与三个实验室:1、先进控制技术实验数程先进控制策略开发实验室;2、基于网络的运动控制实验室;3、智能检测与控制技术实验室、基于Internet与现场总线的实时控制实验室、复杂系统控制与信息技术实验室。
特别是在近年来,在华南自动化市场的蓬勃发展的形势下,学院积极营造良好的学习氛围。
在2006年9月,在三菱电机自动化公司的大力支持下建立起“华南理工大学—三菱电机FA实验室”及“华南理工大学自动化创新实验室”,以满足当今社会对自动化人才的需求。
三菱电机向“三菱电机FA实验室”捐赠了价值近140万人民币的FA设备,包括Q系列PLC、人机界面、CC-Link现场总线产品、先进的网络系统、伺服系统,和热备冗余系统等,以协助自动化学院教学和科研工作的开展,从学生时期培养广大自动化从业人员的动手能力,给在校生和院校科研人员创造一个良好的学习和科研平台。
总的来说,“三菱电机FA实验室”不仅满足了自动化学科在校学生的现场操作需求,还能就在校本科生及研究生的各种不同层次建立起各自适合的现场操作平台,并且该实验室在三菱电机自动化公司的大力支持下建立起远程操作实验室,通过现行的网络连接使有操作需求的学员通过网络连接达到现场操作的同等效果。
我们相信“三菱电机FA实验室”在未来的时间里必定能够为华南地区乃至全国培养出一大批具有扎实自动化理论水平和丰富的动手实践经验的优秀的自动化工程师。
第二章三菱PLC及CC-Link现场总线的介绍2.1 可编程逻辑控制器的简介可编程逻辑控制器(简称PLC),是随着技术的进步与现代社会生产方式的转变,为适应多品种、小批量生产的需要,而产生和发展起来的一种新型的工业自动化控制装置。
从1969年PLC问世以来,在工业自动化各领域取得了广泛的应用。
有人将它与数控技术、CAD/CAM技术、工业机器人技术并称为现在工业自动化技术的四大支柱。
为了适应信息技术的发展与工厂自动化的需要,PLC处于高速发展的高性能与网络化阶段。
一方面,PLC在继续提高CPU一些运算速度、位数的同时,开发了适用于过程控制、运动控制的特殊功能与模块,使PLC的应用范围开始涉及工业自动化的全部领域。
与此同时,PLC的网络与通信功能得到了迅速的发展,PLC不仅可以连接全体的编程与通用输入/输出设备,还可以通过各种总线构成各种网络系统,它为工厂自动化奠定了基础。
三菱公司生产的主要产品有FX小型PLC系列产品、Qn、QnPH系列中、大型PLC 系列产品等,在本论文使用到的主要有FX2N和Q00等PLC。
2.2 FX2N和Q系列PLC的简介在PLC的开发历史中,三菱电机主要维持了两大系列的产品:其一是Q系列PLC,它是以高功能、高性能、高扩展性(网络)为基础,为迎合汽车产业等最终用户的需求演变而来的。
Q系列PLC通过其多CPU功能,从单一的PLC演变成集运动控制器、过程控制器的多样化的自动化平台。
另一系列,是使用上更简便,无需照看,且具有高性能的小型PLC,也就是FX系列PLC系统,它完全可以支持目前中国一般的机械行业应用。
2.3 CC-Link现场总线的介绍CC-Link是Control & Communication Link (控制与通信链接系统)的简称,是三菱电机于1996年推出的一种基于PLC系统的开放式现场总线,其数据容量大,通信速度多级可选择,而且它是一个复合的、开放的、适应性强的网络系统,能够适应于较高的管理层网络到较低的传感器层网络的不同范围。
它在实际工程中显示出强大的生命力,特别是在制造业得到广泛的应用。
CC-Link是一个以设备层为主的网络。
CC-Link具有高速的数据传输速度,能实现高速最达可达10Mbps。
CC-Link的底层通信协议遵循RS485,一般情况下,CC-Link 主要采用广播轮询的方式进行通信,CC-Link也支持主站与本地站、智能设备站之间的瞬间通信。
CC-Link丰富的功能还包括自动刷新功能、预约站功能;完善的RAS功能;互操作性和即插即用功能;瞬时传送和瞬时传送功能;优异抗噪性能和兼容性等等。
总的来说,CC-Link的设计提供给用户最简单的使用和维护方法和措施。
组态简单:仅需要在参数表中设置相关的参数便可以完成系统的组态工作,以及数据刷新映射关系,也可以通过专用的参数配置软件进行设置;接线简单:仅需要将3芯双绞线的3根电缆按照DA、DB、DG对应连接,另外接好屏蔽线和终端电阻,一般的系统接线便可完成;设置简单:CC-Link的每种兼容设备都有一块CC-Link接口卡,系统还需要对每一个站的站号和速度及相关信息进行设置,而这些信息在这些接口模块上有相应的开关进行设置;维护简单:由于CC-Link的卓越性能,和丰富的RAS功能,为CC-Link的维护方便性和运行可靠性提供了强有力的保证,其监视和自检测功能使CC-Link系统的维护和故障后恢复系统变得方便和简单;本论文三菱PLC及运动控制系统详细介绍了三菱PLC及运动控制系统的基本原理以及其开发设计过程,同时也包含相关开发软件的简单介绍,如GX Developer和GT Designer2等三菱PLC配套软件的使用。
还包括触摸屏、远程I/O站、变频器、FX2N 和Q系列PLC等设备通过CC-Link现场总线实现与三菱Q系列CPU的通信的具体方式。
2.4 本章小节本章主要介绍了三菱PLC的发展情况,以及FX2N和Q系列PLC的简单介绍,同时详细阐述了在当前工业自动化中应用非常广泛的CC-Link现场总线,包括它的通信方式、丰富的功能以及其优点;最后对本论文的主要内容进行简单的概述。
第三章 Q系列CC-Link网络系统3.1 Q系列CC-Link网络系统的简介在本Q系列CC-Link网路系统中,主要涉及三菱Q00 PLC通过CC-Link现场总线实现和远程I/O站、远程设备站、本地站以及GOT触摸屏等设备的通信。
其中三菱Q00 PLC是通过模块QJ61BT11N实现与CC-Link现场总线的通信的,远程I/O站包括远程输入模块AJ65SBTB1-16D和远程输出模块AJ65SBTB1-16T;远程设备站包括变频器和FX2N-32CCL;本地站为其它的Q00 PLC。
Q系列CC-Link网络系统的系统结构图如图3.1.1所示。
主站 Q00 PLC本地站 Q00 PLC图3.1.1 Q系列CC-Link网络系统的系统结构图3.2主站和远程I/O站的通信3.2.1远程I/O站的简介在本主站和远程I/O站的通信系统中,使用到的远程I/O站包括远程输入模块AJ65SBTB1-16D和远程输出模块AJ65SBTB1-16T,现对这两种远程I/O站进行简介。
(1)远程输入模块AJ65SBTB1-16D的简介远程输入模块AJ65SBTB1-16D的额定输入电压为直流24V;额定输入电流约为7mA;输入点数为16点;使用公共接线方式,即16点/1公共端(2点)(单线型端子排);模块所占用站数为1个站,系统给每个站分配32点,然而该远程输入模块在本系统中只使用了16点。
远程输入模块AJ65SBTB1-16D的实物图如图3.2.1所示。
图3.2.1 远程输入模块AJ65SBTB1-16D的实物图(2)远程输出模块AJ65SBTB1-16T的简介远程输出模块AJ65SBTB1-16T的额定负载电压为12/24V DC;输入点数为16点;输出方式为带过负载保护功能、过电压保护功能和过热保护功能的漏型模块;使用公共接线方式,即16点/1公共端(单线型端子排);模块所占用站数为1个站,系统给每个站分配32点,然而该远程输入模块在本系统中只使用了16点。