第四章 机械加工齿轮加工专用机床
- 格式:ppt
- 大小:10.84 MB
- 文档页数:74
机械制造技术基础复习资料机械制造技术基础复习资料第一章第一章 机械制造概论机械制造概论机械制造:从毛坯经过一系列过程成为成品机器的过程。
机械制造:从毛坯经过一系列过程成为成品机器的过程。
生产系统:原材料进厂到产品出厂的整个生产经营管理过程。
生产系统:原材料进厂到产品出厂的整个生产经营管理过程。
制造系统:原材料变为产品的整个生产过程,原材料变为产品的整个生产过程,包括毛坯制造、包括毛坯制造、机械加工装配检测和物料的存 储运输所有的工作。
储运输所有的工作。
储运输所有的工作。
工艺系统:机械加工所使用的机床刀具夹具和工作组成了一个相对独立的系统称为工艺系统机械加工所使用的机床刀具夹具和工作组成了一个相对独立的系统称为工艺系统 生产纲领:企业根据市场需求和自身的生产能力制定生产计划,在计划期内应当生产的产品的产量和进度计划称为生产纲领。
的产量和进度计划称为生产纲领。
生产类型举例说明:生产类型举例说明:大量生产:汽车、手表、手机、由于其产量大且同一类型的产品一样故为大量生产大量生产:汽车、手表、手机、由于其产量大且同一类型的产品一样故为大量生产 成批生产:笔记本电脑、由于其每一阶段的电脑不同,每种电脑均有一定的数量成批生产:笔记本电脑、由于其每一阶段的电脑不同,每种电脑均有一定的数量单件生产:大型机床、水力发电装置,由于其为重型设备,专用设备所以只能进行单件生产。
第二章第二章 金属切削原理金属切削原理金属切削加工:利用切削刀具切除工件上多余的金属,利用切削刀具切除工件上多余的金属,从而使工件的几何形状、从而使工件的几何形状、尺寸精度及 表面质量达到预定要求,这样的加工称为金属切削加工。
表面质量达到预定要求,这样的加工称为金属切削加工。
表面质量达到预定要求,这样的加工称为金属切削加工。
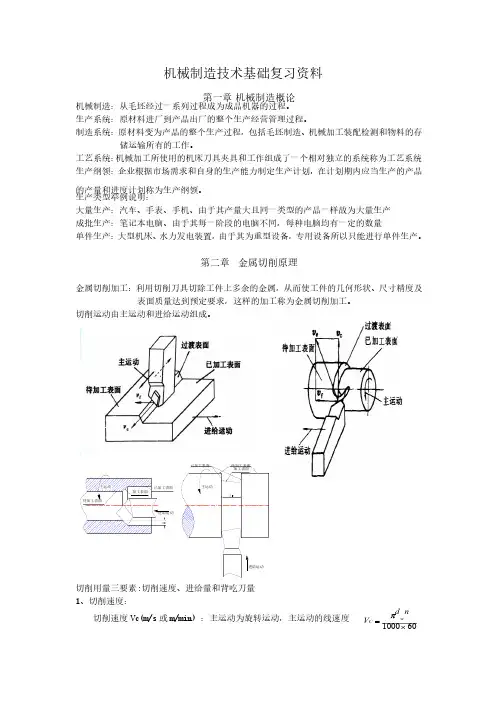
切削运动由主运动和进给运动组成。
切削运动由主运动和进给运动组成。
切削用量三要素切削用量三要素::切削速度、进给量和背吃刀量切削速度、进给量和背吃刀量1、切削速度:、切削速度:切削速度Vc(m/s 或m/min) m/min) :主运动为旋转运动,主运动的线速度:主运动为旋转运动,主运动的线速度:主运动为旋转运动,主运动的线速度 601000´=nd V wC p进给运动加工表面待加工表面待加工表面主运动已加工表面加工表面进给运动已加工表面主运动主运动为往复直线运动6010002´=rC Ln V2、进给量:工件或刀具每回转一周时二者沿进给方向相对位移。

全国技工院校机械类专业通用(高级技能层级)机械制造工艺学(第二版)习题册参考答案1第一章机械加工精度与表面质量第一节机械加工精度一、填空题1.符合2.加工精度表面质量3.尺寸精度形状精度位置精度4.测量5.φ40 .008φ606.φ18.010φ18.018mm7.工艺系统8.静态动态9.“让刀”10.垂直度11.平面度12.锥形圆柱度二、选择题1A2C3D4C5C6C三、判断题1(×) 2(×)3(√) 4(×)5(√) 6(√) 7(× )8(√) 9(√) 10(×)四、名词解释1.工艺系统由机床、夹具、刀具和工件组成的系统。
2.加工误差加工误差是指加工后零件的实际几何参数(尺寸、形状和表面的相互位置)与理想几何参数的偏离程度。
3.定尺寸刀具法是指用具有一定尺寸精度的刀具(如钻头、铰刀、拉刀等)来保证工件被加工部位(如孔)的尺寸精度。
五、简答题1.答:加工精度是指加工后零件的实际几何参数(尺寸、形状和表面的相互位置)与理想几何参数的符合程度。
2机械加工精度包括尺寸精度、形状精度和位置精度三方面的内容。
获得机械加工精度的方法有:(1)获得尺寸精度的方法:试切法、调整法、定尺寸刀具法、自动控制法、数字控制法。
(2)获得形状精度的方法:轨迹法、成形法、展成法。
(3)获得相互位置精度的方法:一次安装法、多次安装法。
2.答:通常在设计机器零件及规定零件加工精度时,应注意将形状误差控制在位置公差内,位置误差又应小于尺寸公差。
精密零件或零件重要表面,其形状精度要求应高于位置精度要求,位置精度要求应高于尺寸精度要求。
3.答:第一种误差是马鞍形圆柱度误差,其原因:(1)径向力方向改变。
(2)加工粗短轴时,轴的刚度比较机床的大,工艺系统的变形主要是由主轴箱、尾座、刀架等形成(3)由机床误差引起。
改进措施:(1)加工细长轴,可采用与上述消除腰鼓形圆柱度误差相同的方法。
机械制造技术基础华楚生课后答案【篇一:机械制造基础大纲56(0)】txt>课程编号:0803301004 课程名称:机械制造基础英文名称:fundamentals of mechanical manufacturing 课程类型:专业基础必修课总学时:56 讲课学时:56 实验学时:0 学时:56 学分:3.5适用对象:四年制机械设计制造及其自动化专业(非制造技术方向)四年制工业工程专业四年制过程装备与控制工程专业四年制材料成型及控制工程专业四年制包装工程专业四年制工业设计专业先修课程:机械制图、工程力学、机械设计基础、金工实习一、课程性质、目的和任务机械制造基础课程是机械设计制造及其自动化专业非机械制造方向等的一门主要专业基础课。
本课程主要介绍机械制造过程中的金属切削原理、常用加工方法及其装备的基本知识、机械制造工艺的基础理论等内容。
其目的是使学生获得最基础的机械制造技术方面的知识、了解先进制造技术的状况发展和趋势,并初步具备分析和解决实际生产问题的能力,为后续的专业课学习及今后从事机械设计和制造等工作打下必要的基础。
二、教学基本要求通过本课程的学习,学生应达到下列要求:1、掌握制造过程的概念、制造方法的分类、机械加工质量的概念。
2.掌握机床的分类与型号编制方法,掌握常用机床结构、工作原理、工艺范围特点;了解车床、滚齿机传动系统原理。
3.掌握切削运动与切削要素的基本概念,熟悉刀具角度标注,掌握和了解刀具材料种类、刀具性能要求、刀具材料牌号的含义及其应用特点。
掌握和了解各种刀具种类、结构、特点、选用。
4.掌握机床夹具的分类、组成、特点,掌握工件在机床上的定位原理与夹紧方式,掌握定位误差的计算方法。
5.掌握和了解金属切削过程变形的概念,各种物理现象及影响因素,切削用量和刀具几何参数的选择。
了解磨削机理。
6.掌握机械加工工艺的基本知识,初步具备分析零件结构工艺性的能力。
熟悉常见表面的加工方法,初步具备根据加工要求合理选用加工方案的能力,掌握制订加工工艺规程的基本原则、方法和步骤,初步具备制订简单零件加工工艺过程的技能。
第四章学后评量参考答案1. 按照国家标准,根据加工性质不同把机床分为11大类:车床,钻床,镗床,磨床,齿轮加工机床,螺纹加工机床,铣床,刨插床,拉床,锯床和其他机床。
2. (1)通用机床(万能机床):这类机床可以加工多种零件的不同工序,加工范围较广,通用性较大,但结构比较复杂,主要适用于单件小批生产。
如:卧式车床、万能升降台铣床、万能外圆磨床等。
(2)专门化机床:这类机床的工艺范围较窄,专门用于加工某一类或几类零件的某一道或几道特定工序。
如:丝杆车床、凸轮轴车床等。
(3)专用机床:这类机床的工艺范围最窄,只能用于加工某一零件的某一道特定工序,适用于大批量生产。
如:加工机床主轴箱体孔的专用镗床、加工机床导轨的专用导轨磨床等。
组合机床也属于专用机床。
3. CA6140:C─车床,A─特性代号,6─卧式车床组,1─卧式车床系,40─主轴最大回转直径的1/10,即直径400mm。
X6132:X─铣床,6─卧式万能铣床,1─万能升降台铣床,32─铣床工作台工作面宽320mm。
M1432A:M─磨床,1─外圆磨床,4─万能外圆磨床,32─最大磨削直径320mm,A─结构性能的第一次重大改进。
CK6132:C─车床,K─数控,61─普通卧式车床,32─主轴回转的最大直径的1/10,即能加工的最大工件直径为320mm。
XH7132:X─铣床,H─通用特性代号(加工中心),7─组别代号,1─系别代号,32─工作台工作面宽320mm。
MYS250:M─磨床,Y─通用特性代号,S─高速,50─最大磨削直径的1/10。
ZQ3040 13:Z─钻床,Q─通用特性代号(轻型),30─摇臂钻床,40─最大钻孔直径为40mm,13─最大跨距。
T6112:T ─镗床,61─卧式镗床,12─镗轴直径的1/10,即120mm。
Y3150:Y─齿轮加工机床,3─滚齿机或铣齿机,1─单立柱,50─最大加工直径为500mm。
GB4028:G─锯床,B ─半自动,40─涡轮卧式,28─最大切削直径的1/10,即280mm。