最新预埋件安装检验批质量验收记录
- 格式:docx
- 大小:25.50 KB
- 文档页数:2
钢筋闪光对焊质量验收记录编号:钢筋电弧焊质量验收记录编号:拆模后预埋件质量验收记录附表3.6.9-1 编号:现浇混凝土外观缺陷及处理检查验收记录附表3.6.9-2 编号:混凝土结构子分部工程结构实体混凝土强度验收记录附表3.6-1 编号:注:1、本表中强度等级数量应根据实际情况确定;2、同条件养护试件的取样、留置、养护和代表值的确定应符合规范的规定;3、表中与某一强度等级对应的试件强度代表值,上一行填写根据GB107确定的数值,下一行填写榇乘以折算系数后的数值;4、表中对每一强度等级可填写10组试件的强度代表值,试件的具体组数应根据实际情况确定;5、同条件养护试件的留置组数、取样部位、放置位置、等效养护龄期、实际养护龄期和相应的温度测量等记录资料应作为本表的附件。
混凝土结构子分部工程结构实体钢筋保护层度验收记录附表3.6-2 编号:注:1、本表中梁类、板类构件数量应根据实际情况确定;2、表中对每一构件可填写6根钢筋的保护层厚度实测值,钢筋的具体数量应根据实际情况确定;3、钢筋保护层厚度检验的结构部位、构件数量、检测方法和验收符合规范规定;4、钢筋保护层厚度检验的结构部位、构件数量、检测钢筋数量和位置等记录资料应作为本表的附件。
----------------下面是赠送的excel操作练习不需要的下载后可以编辑删除(Excel 2003部分)1.公式和函数1.(1)打开当前试题目录下文件excel-10.xls;(2)利用函数计算每个人各阶段总成绩,并利用函数计算各阶段的平均成绩;(3)“平均成绩”行数字格式都为带一位小数(例如0.0)格式;(4)同名存盘。
步骤:a)文件→在各阶段总成绩单元格内,点插入,点函数,在对话框中选择求和函数“SUM”,在对话中Number1内点右侧的按钮,将出现另外一个对话框,在文件中选择需要求和的单元格,然后点该对话框的右侧按钮,点确定(完成一个总成绩求和后,利用填充柄完成其他的总成绩求和,或者重复上面的顺序)→在平均成绩单元格内,点插入,点函数,选择算术平均值函数A VERAGE,出现对话框后,采用求和时的相同方法,完成操作→选中平均成绩行,点右键点设臵单元格,点数字,在分类项下点数值,设小数位为1,b)确定→保存2.(1)打开当前试题目录下文件excel-13.xls;(2)根据工作表中给定数据,按“合计=交通费+住宿费+补助”公式计算“合计”数,并计算交通费、住宿费和补助的合计数;(3)所有数字以单元格格式中货币类的“¥”货币符号、小数点后2位数表现(如:¥2,115.00格式);(4)同名存盘。
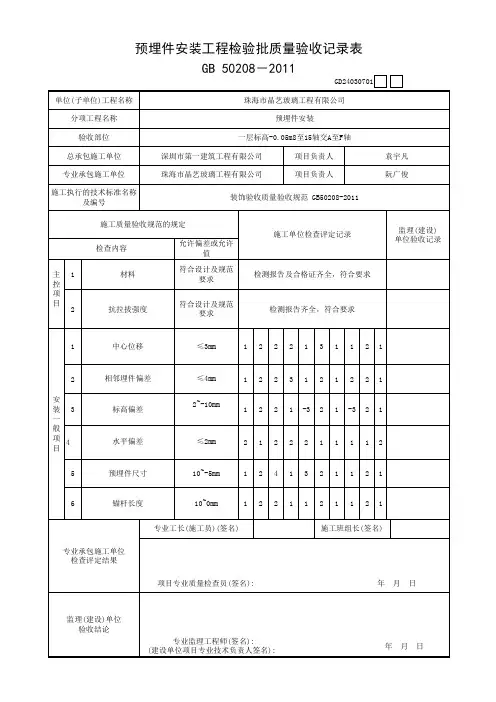
预埋件安装检验批安全验收记录1. 验收背景本次验收旨在确认预埋件安装工作的合格性和安全性,确保施工过程符合相关法律法规和标准要求。
2. 验收日期日期:[填写日期]3. 项目信息- 项目名称:[填写项目名称]- 项目位置:[填写项目位置]4. 参与人员- 验收人员:[填写验收人员姓名]- 监理人员:[填写监理人员姓名]- 施工单位代表:[填写施工单位代表姓名]5. 检验批信息- 检验批编号:[填写检验批编号]- 检验批数量:[填写检验批数量]- 预埋件种类:[填写预埋件种类]6. 验收内容6.1 预埋件安装质量验收- 检查预埋件的选择、安装位置、安装质量等是否符合设计要求。
- 检查预埋件材料的合格证明是否齐全,并核对其与实际使用的材料是否一致。
- 检查预埋件的强度、固定性能等是否满足相关标准要求。
6.2 安全验收- 检查预埋件的使用安全性,确保预埋件无明显的缺陷和安全隐患。
- 检查预埋件安装是否考虑了施工环境、场地安全等因素。
- 检查预埋件安装是否符合相关安全标准和规范要求。
7. 验收结果7.1 预埋件安装质量验收结果根据对检验批中预埋件的检查,确认以下结果:- 合格:[填写合格数量]个- 不合格:[填写不合格数量]个- 待处理:[填写待处理数量]个7.2 安全验收结果根据对预埋件安装的安全性检查,确认以下结果:- 安全:[填写安全数量]个- 不安全:[填写不安全数量]个8. 验收意见根据本次验收结果,对预埋件安装提出以下意见:[填写验收意见]9. 验收结论综合以上验收结果和意见,得出以下结论:[填写验收结论]10. 验收人员签名验收人员:________________监理人员:________________施工单位代表:________________。
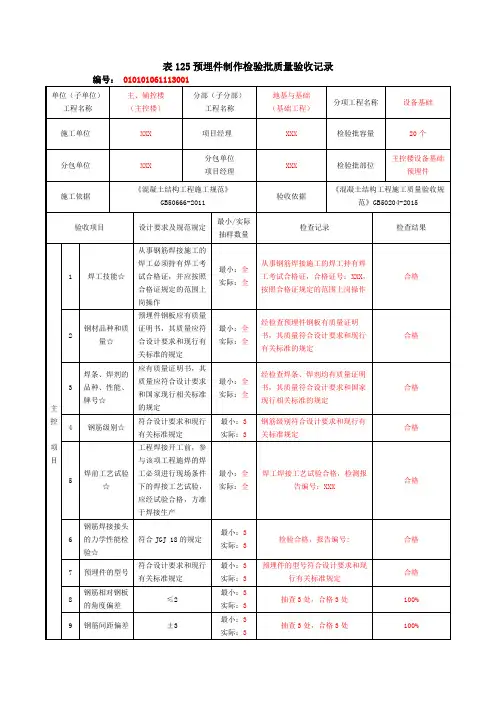
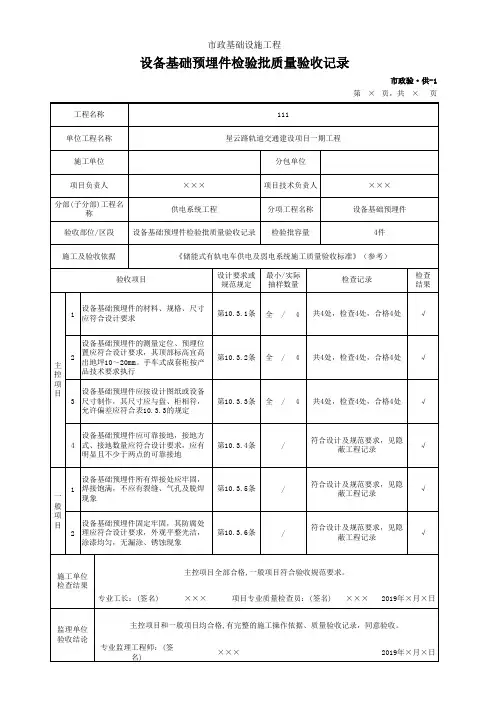
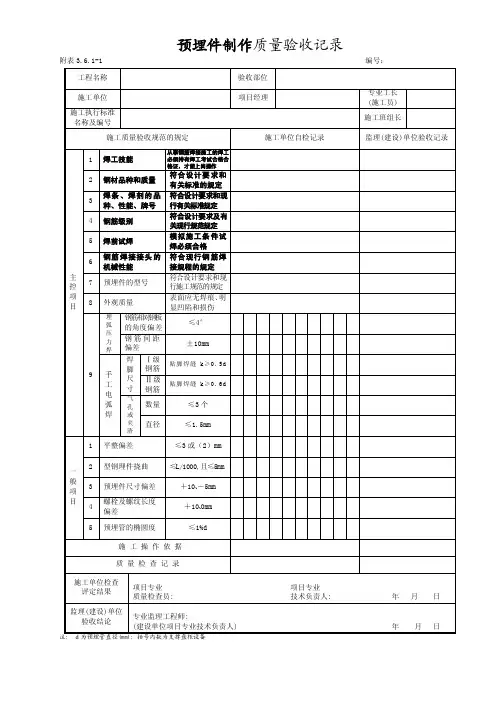
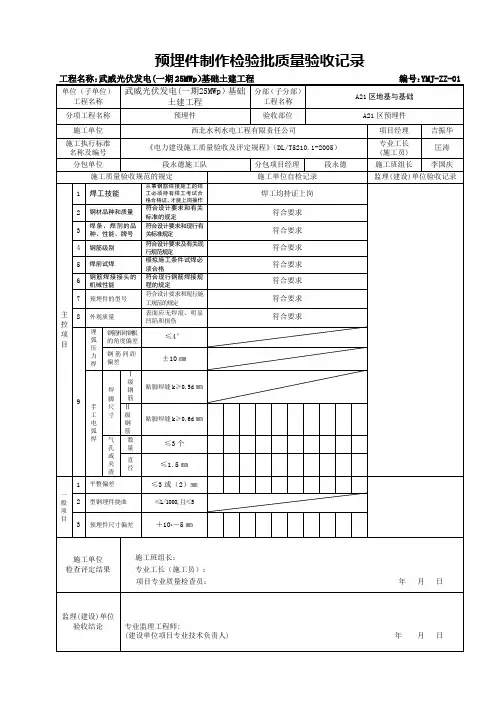
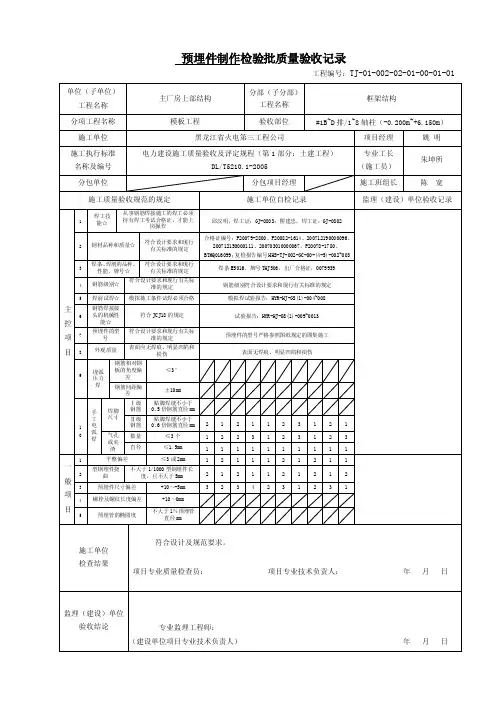
表125预埋件制作检验批质量验收记录填表说明1、检验批容量填写:接头的个数2、最小/实际检查数量栏中,实际检查数量:接头实际检查的个数,最小数量填写:本验收规范条款中规定的检查数量。
3、表头中“施工依据”栏目应依照实际的施工操作依据填写,如施工企业的操作规程、工法、施工工艺标准等。
1、主控项目(1)焊工技能:《钢筋焊接及验收规程》(JGJ18-2012)6.0.1从事钢筋焊接施工的焊工必须持有钢筋焊工考试合格证,并应按照合格证规定的范图上岗操作。
(2)钢材品种和质量:《钢筋焊接及验收规程》(JGJ18-2012)3.0.2 预埋件钢筋焊接接头、熔槽帮条焊接头和坡口焊接头中的钢板和型钢,可采用低碳钢或低合金钢,其力学性能和化学成分应符合现行国家标准《碳素结构钢》GB/T700或《低合金高强度结构钢》GB/T1591中的规定。
施焊的各种钢筋、钢板均应有质量证明书;焊条、焊丝、氧气、溶解乙炊、液化石油气、二氧化碳气体、焊剂应有产品合格证。
钢筋进场时,应按国家现行相关标准的规定抽取试件井作力学性能和重量偏差检验,检验结果必须符合国家现行有关标准的规定。
检验数量:按进场的批次和产品的抽样检验方案确定。
检验方法:检查产品合格证、出厂检验报告和进场复验报告。
(3)焊条、焊剂的品种、性能、牌号:《钢筋焊接及验收规程》(JGJ18-2012)3.0.3 钢筋焊条电弧焊所采用的焊条,应符合现行国家标准《碳钢焊条》GB/T5117或《低合金钢焊条》GB/T5118的规定。
钢筋二氧化碳气体保护电弧焊所采用的焊丝,应符合现行国家标准《气体保护电弧焊用碳钢、低合金钢焊丝》GB/T8110 的规定。
其焊条型号和焊丝型号应根据设计确定;若设计无规定时,可按表3.0.3选用。
(5)焊前工艺试验:《钢筋焊接及验收规程》(JGJ18-2012)4.1.3在钢筋工程焊接开工之前,参与该项工程施焊的焊工必须进行现场条件下的焊接工艺试验,应经试验合格后,方准于焊接生产。
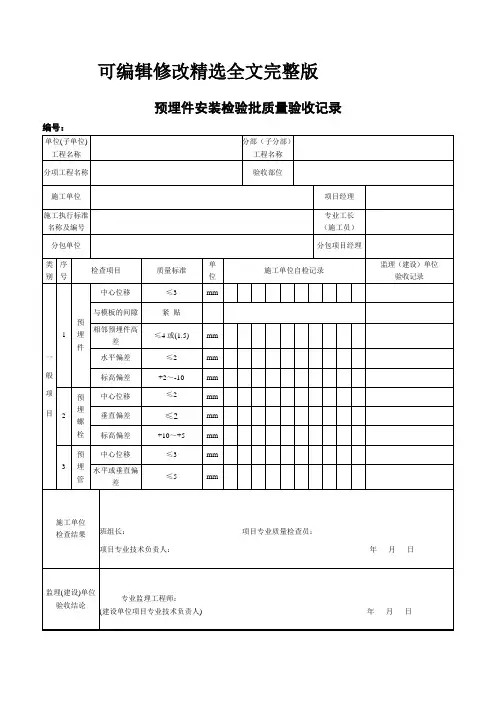
预埋件安装检验批环境验收记录1. 项目概述本文档旨在记录预埋件安装检验批环境的验收情况,以确保施工过程中的规范性和质量控制。
2. 验收标准预埋件安装检验批环境的验收应符合以下要求:- 预埋件的类型、尺寸和数量应与设计要求一致;- 预埋件的位置和间距应符合设计和施工图纸;- 预埋件的固定方式和方法应符合相关标准和规范;- 预埋件的保护措施和防腐要求应得到妥善执行;- 预埋件的外观应符合美观要求。
3. 验收步骤3.1 准备工作- 确认预埋件的类型、尺寸和数量;- 验收人员准备验收记录表格;- 准备工具和设备,如测量工具、摄像设备等。
3.2 实施验收1. 核对设计要求和施工图纸,确认预埋件的位置和间距是否符合要求;2. 对每个预埋件进行外观检查,确保表面无明显破损和污染;3. 使用测量工具对预埋件的尺寸进行检测,确保与设计要求一致;4. 检查预埋件的固定方式和方法,确认是否符合相关标准和规范;5. 查看预埋件保护措施和防腐要求的执行情况;6. 对验收过程进行拍照或录像记录。
3.3 结果评定根据实施验收的情况,对预埋件安装检验批环境的验收结果进行评定:- 合格:预埋件安装检验批环境通过验收,符合相关标准和规范;- 不合格:预埋件安装检验批环境未通过验收,存在不符合要求的情况。
4. 验收记录4.1 项目信息- 项目名称:- 施工单位:- 验收日期:- 验收人员:4.2 验收结果- 验收结果:合格 / 不合格4.3 具体情况- 预埋件类型:- 预埋件尺寸:- 预埋件数量:- 验收结果:合格 / 不合格- 不合格原因和处理措施:5. 验收结论根据实施的预埋件安装检验批环境验收,结合验收记录的结果,得出最终验收结论。
6. 备注在实施验收过程中发现的问题和需要特别提醒的事项。
7. 附件附上相关的验收记录表格、照片或录像等证明材料。
-----------------------以上为 "预埋件安装检验批环境验收记录" 的文档内容,请核对完整性和准确性。