挤出成型技术[业界优制]
- 格式:ppt
- 大小:788.62 KB
- 文档页数:3
挤出成型的优缺点挤出成型是一种常见的塑料加工工艺,通常用于生产管道、板材、型材等产品。
这种工艺通过加热塑料原料使其软化,然后通过挤出机将软化的塑料强制挤压通过模具进行成型。
挤出成型有着独特的优点和缺点,下面将分别进行介绍。
优点:1.生产效率高:挤出成型生产效率较高,可以实现连续、自动化生产,节约人力成本,提高生产效率。
2.产品设计自由度大:挤出成型可根据产品的需求进行模具设计,易于定制各种形状和尺寸的产品,具有较大的设计自由度。
3.成本相对较低:挤出成型设备投资成本相对较低,且生产过程中原料利用率高,可以有效控制生产成本。
4.产品表面光滑:挤出成型产品表面光滑,无明显瑕疵,符合产品外观要求,适用于对外观要求较高的产品生产。
5.易于实现自动化生产:挤出成型可以与自动化生产线相结合,实现高度自动化生产,提高生产效率和产品质量一致性。
缺点:1.能耗较高:挤出成型生产过程需要较高的能耗,包括加热原料、挤出机运转等,能耗成本较高。
2.产品厚度不易控制:挤出成型在控制产品厚度方面存在一定难度,产品容易出现厚薄不均匀的情况,需要加强控制。
3.废品率较高:挤出成型过程中由于各种因素影响,容易产生废品,废品率相对较高,需要加强生产管理和技术控制。
4.对原料要求高:挤出成型对原料的要求较高,需要选用合适的塑料原料,影响生产成本和产品质量。
5.生产周期较长:挤出成型生产周期相对较长,从加热原料到成型需要一定时间,不适合对生产周期要求较短的产品。
综上所述,挤出成型作为一种常见的塑料加工工艺具有一定的优点和缺点,生产厂家在选择加工工艺时需根据产品特点和需求进行合理选择,充分发挥挤出成型工艺的优势,同时加强技术改进和管理控制,以提高生产效率和产品质量,降低生产成本。
挤出成型案例
挤出成型是一种常见的塑料加工方法,通过挤出机将塑料加热融化后,通过模
具挤出成型,成为我们生活中常见的塑料制品。
下面我们就来看几个挤出成型的案例,了解一下这种加工方法的应用。
首先,我们来看汽车领域中的挤出成型案例。
在汽车制造过程中,很多塑料零
部件都是通过挤出成型来制造的,比如汽车门的密封条、车窗的密封条、车身外饰件等。
挤出成型可以保证这些零部件具有良好的密封性和外观质量,而且生产效率也比较高,符合汽车制造的大批量生产需求。
其次,建筑领域也有很多挤出成型的应用案例。
比如在建筑门窗的制造过程中,很多塑料型材都是通过挤出成型来生产的,这种型材具有轻质、隔热、防水等优点,可以满足建筑物对门窗的性能要求。
同时,挤出成型还可以生产各种建筑装饰材料,比如各种线条、装饰板等,为建筑物提供美观的外观装饰。
除此之外,挤出成型在日常生活用品领域也有广泛的应用。
比如塑料管道、塑
料桶、塑料包装盒等,都是通过挤出成型来生产的。
这些产品具有质量稳定、成本低廉、生产效率高的特点,可以满足日常生活用品对质量和价格的双重需求。
总的来说,挤出成型是一种非常常见的塑料加工方法,其应用领域非常广泛,
涵盖了汽车制造、建筑领域、日常生活用品等多个领域。
通过挤出成型,可以生产出质量稳定、外观美观的塑料制品,满足不同领域对塑料制品的需求。
随着科技的不断发展,相信挤出成型技术会有更多的创新和应用,为我们的生活带来更多便利和美好。
挤出成型法在工业生产中,挤出成型法是一种常见的工艺方法,用于制造各种不同形状和尺寸的产品。
这种方法通过将材料塑料化然后挤压出来,使得材料能够在模具中形成所需的形状。
挤出成型法被广泛应用于塑料、橡胶、金属等材料的加工领域,为生产高质量、高效率的制品提供了重要支撑。
在挤出成型法中,首先需要将原材料经过一定的处理使之具有一定的粘性和流动性,以便在挤出机中顺利进行挤出操作。
然后,将处理后的材料加热至一定温度,使其变成熔融状态。
接着,将熔融的材料送入挤出机的进料口,经过螺杆的旋转和加压,在模具的压力下逐渐挤出形成所需的产品。
挤出成型法可以制作出具有不同截面形状的产品,如圆形、方形、槽形等,且生产效率高,成本相对较低。
这种制造方法的优点之一是生产过程相对简单,只需要一台挤出机和相应的模具即可完成,操作方便,生产效率高。
另外,挤出成型法所制造的产品表面光滑、尺寸精确,可靠性高,适用于大规模生产。
同时,挤出成型法还可以加工各种不同种类的材料,包括塑料、橡胶、金属等,具有较广泛的应用范围。
然而,挤出成型法也存在一些缺点。
例如,挤出过程中可能会产生内部应力,导致产品变形或者出现裂纹,需要通过合适的工艺控制来避免这种情况的发生。
另外,挤出成型法的模具制造成本较高,且生产周期较长,而且对于复杂形状的产品,模具设计和制造更加困难。
因此,在选择挤出成型法时需要充分考虑产品形状、材料特性以及生产要求,以便达到最佳的加工效果和经济效益。
总的来说,挤出成型法作为一种重要的加工工艺,在工业生产中发挥着重要作用。
通过挤出成型法,可以制造出各种不同形状和尺寸的产品,满足市场需求,提高生产效率,降低生产成本。
随着技术的不断发展和创新,挤出成型法在工业生产中的应用将会越来越广泛,为各类制造行业带来更多便利和效益。
1。
挤出成型应用领域挤出成型是一种常见的塑料加工工艺,通过将加热的塑料料料挤出成型,可以制造各种各样的产品。
挤出成型技术在不同领域有着广泛的应用,为各行各业提供了高效、经济的生产解决方案。
医疗行业在医疗行业中,挤出成型技术被广泛应用于生产医疗器械和医疗用品。
例如,医用塑料管道、输液管道等产品常常采用挤出成型工艺加工制造,具有良好的生物相容性和化学稳定性,可以满足医疗器械的严格要求。
此外,通过挤出成型,还可以生产手术器械、医疗包装等产品,为医疗行业提供高品质的塑料制品。
包装行业在包装行业中,挤出成型技术被广泛用于生产各种类型的包装制品。
例如,塑料薄膜、塑料袋、泡沫包装等产品都可以通过挤出成型工艺制造。
这些产品具有轻便、防水、防潮等特点,可以有效保护包装物品,延长货物的保质期。
挤出成型技术为包装行业提供了多样化、高效的包装解决方案。
建筑行业在建筑行业中,挤出成型技术被广泛应用于生产建筑材料和构件。
例如,挤出型材、塑料管道、塑料排水系统等产品都是建筑行业常见的挤出制品。
这些产品具有重量轻、耐腐蚀、易加工等优点,可以用于各种建筑结构和设施中,提高建筑物的质量和耐久性。
汽车行业在汽车行业中,挤出成型技术被广泛应用于生产汽车零部件和车身构件。
例如,挤出型材可以制作汽车门窗框、车身骨架等部件,塑料管道可以用于汽车冷却系统、油路系统等。
挤出成型的产品具有优异的强度、耐磨性和耐腐蚀性,可以满足汽车行业对材料性能的高要求,提高汽车的安全性和舒适性。
综上所述,挤出成型技术在医疗、包装、建筑、汽车等各个领域均有着重要的应用。
通过挤出成型,可以生产出各种高品质的塑料制品,满足不同行业的需求,推动产业的发展和进步。
随着科技的不断进步和挤出成型技术的不断创新,相信挤出成型在更多领域将展现出更广阔的应用前景。
挤出成型工艺的优缺点
挤出成型工艺是一种常见的塑料加工方法,通过加热和压力将塑料材料挤压使其通过模具成型,广泛应用于各种行业,包括制造业、包装行业等。
挤出成型工艺有着独特的优点和一些局限性,下面将对其进行详细介绍。
优点
1.高效率:挤出成型工艺可以实现连续生产,生产效率高,适用于大规模生产;
2.成型精度高:通过挤出成型,可以生产出形状复杂、尺寸精准的制品,满足不同
行业的需求;
3.低成本:相比于其他制造工艺,挤出成型相对简单,设备投资和生产成本相对较
低;
4.节约材料:挤出成型过程中可实现材料的循环利用,降低浪费,有利于节约原材
料资源;
5.生产稳定性好:挤出成型过程可控性强,生产过程稳定,产品质量可靠。
缺点
1.能耗较高:挤出成型需要耗费大量能源,特别是加热和压力方面的能源消耗较为
显著;
2.原料选择受限:挤出成型对原料的要求较高,只有符合一定条件的塑料材料才能
适用于此工艺;
3.制品表面质量较低:挤出成型生产的制品表面可能存在一定的粗糙度,需要进行
额外的加工处理来改善外观;
4.易受环境影响:挤出成型工艺对生产环境要求较高,温湿度、气压等因素都会对
生产产生影响;
5.工艺复杂度有限:相比于其他制造工艺,挤出成型工艺的复杂度相对较低,可能
无法满足一些复杂产品的制造需求。
总的来说,挤出成型工艺作为一种常见的塑料加工方法,具有高效率、成型精度高、低成本等优点,但是也存在能耗高、原料选择受限等缺点。
在实际应用中,制造企
业应根据产品特性和生产需求选取合适的加工工艺,以达到生产效率和产品质量的平衡。
挤出成型方式及优缺点
挤出成型是一种常见的塑料加工方法,广泛应用于塑料制品的生产中。
这种方法通过将熔融的塑料材料挤出模具,使其冷却和固化,从而得到所需的形状和尺寸。
挤出成型方法具有一定的优点和缺点,本文将对其进行详细介绍。
我们来看一下挤出成型的优点。
除了优点之外,挤出成型也存在一些缺点。
首先,挤出成型对原料的要求较高。
由于挤出成型过程需要将塑料材料加热至熔融状态,然后通过模具挤出,因此对原料的熔融性能和流动性要求较高。
如果原料的熔融性能不好,容易出现挤出过程中的堵塞和断裂等问题。
其次,挤出成型对模具的要求较高。
挤出成型的产品形状多样,模具的制造和调试相对复杂。
如果模具设计不合理或制造精度不高,容易导致产品的尺寸偏差和表面质量不佳。
此外,挤出成型的产品通常具有一定的残余应力,容易导致产品变形或开裂。
针对挤出成型的优缺点,我们可以根据具体的生产需求和产品要求来选择合适的加工方法。
如果需要大批量生产形状简单的塑料制品,挤出成型是一种高效的选择。
它不仅可以提高生产效率,降低生产成本,还可以实现自动化生产。
但是,如果产品形状复杂,尺寸要求较高,或者对表面质量有严格要求,可能需要考虑其他加工方法,如注塑成型或吹塑成型等。
挤出成型作为一种常见的塑料加工方法,具有生产效率高和生产成本低的优点,但对原料和模具的要求较高。
在实际应用中,我们应根据具体情况选择合适的加工方法,以满足产品的需求。
通过不断改进和创新,挤出成型技术将在塑料制品的生产中发挥越来越重要的作用。
挤出成型原理及工艺挤出成型是目前比较普遍的塑料成型方法之一,适用于所有的热塑性塑料及部分热固性塑料,可以成型各种塑料管材,棒材,板材、电线电缆及异形截面型材等,还可以用于塑料的着色、造料和共混等。
挤出型材的质量取决于挤出模具,挤出模具主要是由机头和定型装置两部分组成,其结构设计的合理性是保证塑件成型质量的决定性因素。
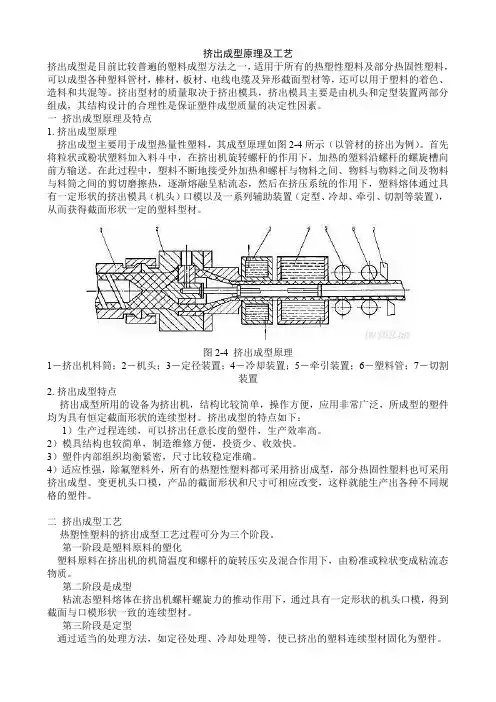
一挤出成型原理及特点1.挤出成型原理挤出成型主要用于成型热量性塑料,其成型原理如图2-4所示(以管材的挤出为例)。
首先将粒状或粉状塑料加入料斗中,在挤出机旋转螺杆的作用下,加热的塑料沿螺杆的螺旋槽向前方输送。
在此过程中,塑料不断地接受外加热和螺杆与物料之间、物料与物料之间及物料与料筒之间的剪切磨擦热,逐渐熔融呈粘流态,然后在挤压系统的作用下,塑料熔体通过具有一定形状的挤出模具(机头)口模以及一系列辅助装置(定型、冷却、牵引、切割等装置),从而获得截面形状一定的塑料型材。
图2-4挤出成型原理1-挤出机料筒;2-机头;3-定径装置;4-冷却装置;5-牵引装置;6-塑料管;7-切割装置2.挤出成型特点挤出成型所用的设备为挤出机,结构比较简单,操作方便,应用非常广泛,所成型的塑件均为具有恒定截面形状的连续型材。
挤出成型的特点如下:1)生产过程连续,可以挤出任意长度的塑件,生产效率高。
2)模具结构也较简单,制造维修方便,投资少、收效快。
3)塑件内部组织均衡紧密,尺寸比较稳定准确。
4)适应性强,除氟塑料外,所有的热塑性塑料都可采用挤出成型,部分热固性塑料也可采用挤出成型。
变更机头口模,产品的截面形状和尺寸可相应改变,这样就能生产出各种不同规格的塑件。
二挤出成型工艺热塑性塑料的挤出成型工艺过程可分为三个阶段。
第一阶段是塑料原料的塑化塑料原料在挤出机的机筒温度和螺杆的旋转压实及混合作用下,由粉准或粒状变成粘流态物质。
第二阶段是成型粘流态塑料熔体在挤出机螺杆螺旋力的推动作用下,通过具有一定形状的机头口模,得到截面与口模形状一致的连续型材。
挤出成型工艺挤出成型定义在纤维化学工业中也有用挤出机向喷丝头供料,以进行熔体纺丝。
挤出应用于热塑性塑料和橡胶的加工,可进行配料、造粒、胶料过滤等,可连续化生产,制造各种连续制品如管材、型材、板材(或片材)、薄膜、电线电缆包覆、橡胶轮胎胎面条、内胎胎筒、密封条等,其生产效率高。
在合成树脂生产中,挤出机可作为反应器,连续完成聚合和成型加工,在橡胶工业中压缩比不同的挤出机可以用来塑炼天然胶.不同材料的挤出机器的压缩比有些不同.编辑本段挤出成型原理料自料斗进入料筒,在螺杆旋转作用下,通过料筒内壁和螺杆表面摩擦剪切作用向前输送到加料段,在此松散固体向前输送同时被压实;在压缩段,螺槽深度变浅,进一步压实,同时在料筒外加热和螺杆与料筒内壁摩擦剪切作用,料温升高开始熔融,压缩段结束;均化段使物料均匀,定温、定量、定压挤出熔体,到机头后成型,经定型得到制品。
1、挤出方法按塑化方式:干法挤出与湿法挤出按加压方式:连续挤出与间歇挤出2、特点生产连续、效率高、操作简单、应用范围广编辑本段挤出成型设备1、主机挤出系统:由螺杆与料筒组成,是挤出机关键部分。
其作用是塑化物料,定量、定压、定温挤出熔体传动系统:驱动螺杆,提高所需的纽矩和转矩加热和冷却系统:保证塑料和挤出系统在成型过程中温度达工艺要求2、辅机由机头、定型装置、冷却装置、牵引装置、卷取装置、切割组成3、控制系统由电器、仪表和执行机构组成作用:控制主、辅机电动机、以满足所需转速和功率;控制主辅机温度、压力、流量,保证制品质量;实现挤出机组的自动控制,保证主、辅机协调运行。
编辑本段挤出机的概述塑料挤出机的主机是挤塑机,它由挤压系统、传动系统和加热冷却系统组成。
1.挤压系统挤压系统包括螺杆、机筒、料斗、机头、和模具,塑料通过挤压系统而塑化成均匀的熔体,并在这一过程中所建立压力下,被螺杆连续的挤出机头。
(1)螺杆:是挤塑机的最主要部件,它直接关系到挤塑机的应用范围和生产率,由高强度耐腐蚀的合金钢制成。
挤出成型工艺技术挤出成型工艺技术是一种常用的塑料制品生产工艺,广泛应用于塑料管材、板材、异型材、薄膜等塑料制品的生产过程中。
其原理是将加热熔融的塑料通过挤出机器进行挤出,并通过模具将挤出的塑料成型成各种需要的形状。
挤出成型工艺技术具有以下几个特点:1.生产效率高:挤出成型工艺可以实现高效连续生产,且生产速度快。
一般情况下,挤出机器的生产速度可达到每分钟几十米,甚至上百米。
2.成型精度高:挤出成型工艺可以实现精确的模具控制,通过控制挤出机器的压力、温度、速度等参数,可以得到高质量的成型产品,尺寸精度可控制在较小的误差范围内。
3.适应性强:挤出成型工艺可以适应不同种类、不同形状的塑料材料,如聚乙烯、聚氯乙烯、聚丙烯等。
同时,挤出成型工艺还可以通过改变模具的结构,实现多种形状的塑料制品生产。
4.节能环保:挤出成型工艺采用加热熔融的塑料原料进行生产,相比其他工艺,可以节约能源。
同时,挤出成型工艺所产生的塑料废料可以进行回收利用,降低了环境污染。
挤出成型工艺技术的具体操作流程如下:1.原料准备:根据产品的要求,选择适当种类的塑料颗粒作为原料。
根据挤出机器的要求,将塑料颗粒加入到机器的料斗中。
2.熔化塑料:通过挤出机器的加热系统和螺旋挤杆的旋转运动,将塑料颗粒加热熔化,形成熔融状态的塑料。
3.挤出成型:将熔融状态的塑料通过挤出机器的头部挤出口,经过模具的成型空腔,挤出成型。
模具的形状和结构决定了最终成型产品的形状和尺寸。
4.冷却固化:挤出成型后的塑料制品需要进行冷却固化,使其在形状稳定的同时,保持一定的强度和硬度。
通常可以通过水冷、风冷等方式进行冷却。
5.切割修整:冷却固化后的塑料制品还需要进行切割和修整。
可以采用自动切割机器或手动切割工具进行处理,将制品切割成所需的长度或形状。
6.质量检验:对切割修整后的产品进行质量检验,检查产品的尺寸精度、外观质量等。
如发现问题,需要进行修复或淘汰。
挤出成型工艺技术的应用范围非常广泛,几乎涵盖了塑料制品的各个领域。
挤出成型工艺的优点包括挤出成型是一种常见且有效的制造工艺,被广泛应用于塑料制品、金属制品、橡胶制品等领域。
其优点包括:1. 成本效益挤出成型相对于其他制造工艺来说,通常具有较低的生产成本。
一旦挤出模具制作完成,大规模生产的成本可以得到有效控制,从而降低制造成本。
2. 高效生产挤出成型工艺具有高效生产能力,适用于大批量生产。
通过挤出机器的连续运行,可以快速、连续地生产大量产品,提高生产效率,满足市场需求。
3. 良好的表面质量挤出成型的产品通常具有较为平整、光滑的表面,不需要额外的表面处理工艺。
这使得挤出成型制品在外观上更具吸引力,可以直接用于市场销售。
4. 设计灵活性挤出成型可以满足不同形状和尺寸的产品需求,通过调整挤出模具的设计和挤出机器参数,可以生产出各种复杂度的产品。
这种设计灵活性使得挤出成型适用于多样化的生产需求。
5. 材料选择广泛挤出成型可以适用于各种类型的材料,包括塑料、金属、橡胶等。
不同材料可以通过不同的挤出工艺进行加工,从而适应不同产品的材质需求。
6. 环保节能挤出成型工艺通常可以实现原料的循环利用,减少浪费和资源消耗。
同时,高效的生产方式也有助于降低能源消耗,符合现代工业生产的环保理念。
7. 易于控制质量由于挤出成型是一种连续生产工艺,产品质量受到生产过程的严格控制。
通过监控挤出机器参数和生产环境,可以实现产品质量的稳定控制,减少次品率,提高生产效率。
总的来说,挤出成型工艺具有诸多优点,包括成本效益、高效生产、良好的表面质量、设计灵活性、材料选择广泛、环保节能和易于控制质量等。
在现代制造业中,挤出成型被广泛应用,并不断发展和完善,为各行业的产品制造提供了重要支持。