圆垫片落料冲孔复合模设计
- 格式:docx
- 大小:281.72 KB
- 文档页数:12
垫片34复合模CAD设计
第2章 工艺分析及模具结构设计
制件的工艺性分析及工艺计算
2.1.1 工艺分析
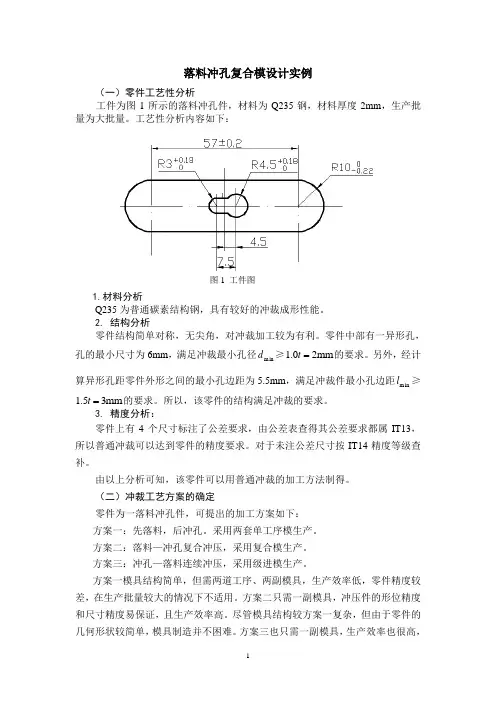
由图可知,产品为圆片落料、圆片冲孔。产品形状结构简单对称,无狭槽、尖角;孔与孔之间、孔与零件之间的最小距离满足c>要求。
(5.175.224080c =)
(1)尺寸精度
任务书对冲件的尺寸精度要求为IT12级,
查参考文献[2]知,普通冲裁时对于该冲件的精度要求为IT12~IT11级,所以尺寸精度满足要求。
(2)冲裁件断面质量
因为一般用普通冲裁方式冲1mm以下的金属板料时,其断面粗糙度Ra可达~m,毛刺允许高度为~;本产品在断面粗糙度上没有太严格的要求,单要求孔及轮廓边缘无毛刺,所以只要模具精度达到一定要求,在冲裁后加修整工序,冲裁件断面的质量就可以保证。
(3)产品材料分析
对于冲压件材料一般要求的力学性能是强度低,塑性高,表面质量和厚度公差符合国家标准。本设计的产品材料为08钢,属优质碳素结构钢,其力学性能是强度、硬度低而塑性较好,非常适合冲裁加工。另外产品对于厚度与表面质量没有严格要求,所以尽量采用国家标准的板材,其冲裁出的产品表面质量和厚度公差就可以保证
经上述分析,产品的材料性能符合冷冲压加工要求。
2.1.2 排样及工艺计算
2.1.2.1排样
零件外形为圆形 ,可以采用单排、交叉双排或多排;考虑到零件为中等批量生产,如果采用交叉双排或多排,则模具尺寸和结构就会相应增大,从而增加模具生产成本,所以本设计决定采用单排结构。如图所示。 图 排样图
2.1.2.2 搭边
查参考文献[1] ,确定搭边值a,b。
当t=1时,a=2,b=
2.1.2.3条料宽度
B=D+2a=80+2*2=84mm
2.1.2.4材料利用率η
式中 n—一个歩距内冲裁件数目; A——冲裁件面积(包括内形结构废料);
S——歩距长度; B——板料宽度;
取:n=1; A=π*402=;S=;B=84
η=/*84= 冲压力及压力中心的计算
2.2.1 计算冲压力
2.2.1.1 冲裁力
冲裁力公式为 落孔PPP
式中 P—冲裁力;
孔P—冲孔冲裁力;
落P—落料冲裁力。
2.2.1.2 冲孔冲裁力孔P
式中 K—系数(取K=);
n—孔的个数,n=3。
孔L—冲孔周长,66.125401dL孔mm
7.1552dL孔mm
t—材料厚度,mm1t
—材料抗剪强度,查参考文献[2]知LY12,280~320MPa,取300MPa。
30017.153.12300166.1253.121PPP孔==
2.2.1.3 落料冲裁力落P。
3.325180DL落mm
所以 98.02KN.7N9801830013.32513.1落P
2.2.1.4卸料力卸P。 式中 卸K—卸料系数,查参考文献[1]知01.0卸K~,取03.0卸K。
所以 4.922.09803.0卸PKN
2.2.1.5 推料力推P
式中 推K—推料系数,查参考文献[1]取055.0卸K。
n—同时卡在凹模洞孔内的件数,3n。
所以 1.1025.6155.003推PKN
2.2.1.6 顶件力顶P
式中 顶K—顶件系数,查参考文献[1]取06.0顶K。
所以 56.92.09825.6106.0顶PKN
2.2.1.7 总冲压力总P
冲裁时,压力机的压力值必须大于或等于冲裁各工艺力的总和,即大于总的冲压力。总的冲压力根据模具结构不同计算公式不同,当采用弹压卸料装置和下出件的模具时,总的冲压力为
56.91.1094.202.9825.61推卸落孔推卸总PPPPPPPP=
初选压力机:Jc23-35。
2.2.2 计算模具压力中心
由于该零件完全对称于相互垂直大大两条多层次线,所以模具的压力中心在几何图形的狭槽点上。
凸模 凹模 凸凹模刃口及结构尺寸计算
2.3.1计算模具刃口尺寸
模具采用复合模结构,计算刃口尺寸时宜采用尺寸转换法计算。
零件上包含三个尺寸:落料尺寸074.080A;
冲孔尺寸62.00140B,3.0025B;
位置尺寸105.030H。
查得冲裁模刃口双间隙
24.0minZmm, 36.0maxZmm。
1)落料刃口尺寸计算:
074.080的凸凹模的制造公差由表查得 mm030.0凹 ,
mm020.0凸。
由于minmax05.0ZZ凸凹 ,
故采用凸模与凹模 分开加工方法,
由表查得X=,则:
其工作部分结构尺寸如图所示:
2)冲40mm孔刃口尺寸计算:
62.0040的凸凹模的制造公差由表查得
mm030.0凹,
mm020.0凸.
由于minmax050.0ZZ凸凹 ,
故采用凸模与凹模分别加工方法,
由表查得X= ,则:
mmZdd03.0003.000min55.40)24.031.40()(凹凸凹 ,
其工作部分结构尺寸如图所示:
3)冲5mm孔刃口尺寸计算:
3.005的凸凹模的制造公差由表查得
mm020.0凹,
mm020.0凸.
由于minmax040.0ZZ凸凹 ,
故采用凸模与凹模分别加工方法,
由表查得X= ,则:
其工作部分结构尺寸如图所示:2.3.2落料凹模结构尺寸计算
落料凹模尺寸如图所示。
图 落料凹模尺寸
2.3.2.1厚度dH
式中 理H—凹模的理论厚度。
96.287.9801833.25125.025.06262落落理PLHmm
进一位取整数取 29理Hmm
查参考文献[4]知刃磨余量为 6h。
所以凹模厚度为 29+6 = 35mm。
因为落料冲裁力KNKNP15002.98落,所以凹模厚度应小于25mm。所以将凹模做成一块凹模板和一块夹板相拼的结构。综合模具结构设计,取凹模厚度23凹Hmm,夹板厚度为12mm。
2.3.2.2 凹模板直径dD
零件外形为圆形,而且完全对称,所以将凹模板做成圆形。
式中 1W—切断轮廓线到凹模边缘的尺寸,轮廓为平滑曲线时,理HW2.11。
所以 6.149292.1280dDmm
查参考文献[2]按推荐值取 150dDmm
所以凹模板外形尺寸35150
2.3.3冲孔凸模与凸凹模结构尺寸确定
图 凸模尺寸
2.3.3.1冲孔凸模长度L
如图所示
1H(~)pH
式中 1H—凸模固定板厚度;
pH—冲孔凸模厚度,1pH21mm;2pH10mm
自l—凸模自由长度。
所以 1H(~)pH=(~)21~,取1H14mm。 '1H(~)pH=(~)×10=6~8mm, 取1H8mm。
351223hHld自mm(考虑到在落料前冲孔凸模先接触板料,所以取
5.35自lmm)。
所以 取1H14mm
自lHL11=14+=49.5mm
自lHL12=14+35=49mm
2.3.3.2 凸模强度(压应力)校核
校核公式为 压孔][minFP
式中 minF—凸模最小断面积,222min67.20213.52mmdF;
压][—凸模材料的许用压应力,凸模材料选用Cr12MoV,查参考文献[2]知,压][(1000~1600)MPa,取压][1200 MPa。
因为 29667.206123minFP孔 MPa
所以凸模强度校核符合要求。
2.3.3.3凸模刚度(细长杆失稳)校核。
校核公式
孔nPEJlmaxmax
式中 maxl—凸模最大自由高度;
E —凸模材料弹性模量,一般取5101.2EMPa;
maxJ—凸模最小断面惯性矩,圆形断面644maxdJ;
—支承系数,无导板导向2;
n—安全系数,钢取n2~3。
代入公式得
96.80612336413.521000024maxmax孔nPEJlmm 实际 5.35自lmm<40.96mm
所以凸模刚度符合要求
2.3.3.4 凸凹模工作尺寸计算
图凸凹模各部分尺寸
1)凸凹模长度pdH确定
4624102142HHhhHpd卸预自由mm
式中 卸H—卸料板厚度,取10卸Hmm;
1H—凸凹模固定板厚度,1H(~)hH凹=(~)3521~28mm,取241Hmm。
2)凸凹模壁厚校核
查参考文献[2]知,倒装复合模凸凹模最小壁厚.72minn(料厚1tmm);
本设计中min5.072/9.35609.479nn
所以凸凹模壁厚校核合格,按图设计的凸凹模符合要求。
3)其他
漏料孔直径取mm441mm72,刃口直边设计存三片料,高为5mm,凸凹模和凸凹模固定板之间在装配时安装止转销防转。
模具总体结构设计
冲孔废料由冲孔凸模冲入凹模洞口中,积累到一定数量,由下模漏料孔排出,不必清除废料,操作方便,应用很广,但工件表面平直度较差,凸凹模承受的张力较大,因此凸凹模的壁厚应严格控制,以免强度不足。
经分析,此工件有三个孔,若采用正装式复合模,操作很不方便;另外,此工件无较高的平直度要求,工件精度要求也较低,所以从操作方便、模具制造简单等方面考虑,决定采用倒装式复合模。
2.4.1送料定位机构设计
采用伸缩式挡料销纵向定位,安装在橡胶垫和活动卸料板之间。工作时可随凹模下行而压入孔内,工作很方便.
2.4.2卸料机构设计
2.4.2.1条料的卸除