螺纹紧固件的工艺流程
- 格式:doc
- 大小:36.71 KB
- 文档页数:1
螺纹紧固件的工艺流程
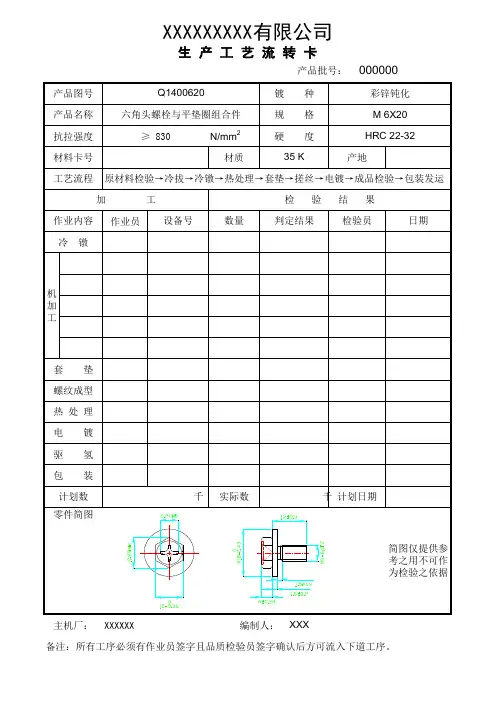
螺纹紧固件的工艺流程主要经过线材退火、酸洗磷化、抽线、成型和搓丝等步骤,以下是具体的工艺流程:
1. 线材处理:选择直径在5\~19mm的线材作为原材料,其材质主要有碳钢、不锈钢、铜三大类。为了去除线材在生产和存放过程中产生的氧化表皮,需要进行粗拔处理,包括退火和酸洗磷化。退火可以调整结晶组织,降低线材的硬度,消除颗粒,改良线材常温加工性。酸洗磷化可以除去线材表面的氧化膜,在金属表面形成一层磷酸盐薄膜,使线材更容易被加工成型,减少对工模具的擦伤和损耗。
2. 抽线:将线材抽成需要的线径,进行减面率和抽线公差控制。
3. 成型:包括冷镦、夹尾和搓丝三个步骤。冷镦是采用冷态力学施压,达到变形的目的。夹尾是对杆部进行冲压成型。搓丝是指外螺纹的制造过程,主要依靠两块搓丝板的相对运动,将胚料置于搓丝板之间,按照设定好程序将胚料搓出螺纹。
4. 热处理加工:根据需要,可以进行低温回火处理。
5. 电镀:根据需要,可以在成型后进行电镀处理。
以上信息仅供参考,如有需要,建议咨询专业技术人员。