电火花线切割加工的原理
- 格式:doc
- 大小:13.00 KB
- 文档页数:1

四、实习过程本次实习着重在于电火花线切割加工,因此,我们可以看看电火花线切割加工的一些原理、特点、分类应用、以及有关的一些机床。
电火花线切割加工概述电火花线切割机(Wire cut Electrical Discharge Machining简称WEDM),属电加工范畴,是由前苏联拉扎林科夫妇研究开关触点受火花放电腐蚀损坏的现象和原因时,发现电火花的瞬时高温可以使局部的金属熔化、氧化而被腐蚀掉,从而开创和发明了电火花加工方法。
线切割机也于1960年发明于前苏联,我国是第一个用于工业生产的国家1、电火花线切割加工原理在电火花线切割加工中,利于移动的细金属导线(铜丝或钼丝)作一个电极,工件作另一个电极,并按照预定的轨迹运动,通过不断的火花放电对工件进行放电蚀除,以切割出成型的各种二维、三维表面。
及也就是自由正离子和电子在场中积累,很快形成一个被电离的导电通道。
在这个阶段,两板间形成电流。
导致粒子间发生无数次碰撞,形成一个等离子区,并很快升高到8000到12000度的高温,在两导体表面瞬间熔化一些材料,同时,由于电极和电介液的汽化,形成一个气泡,并且它的压力规则上升直到非常高。
然后电流中断,温度突然降低,引起气泡内向爆炸,产生的动力把溶化的物质抛出弹坑,然后被腐蚀的材料在电介液中重新凝结成小的球体,并被电介液排走。
然后通过NC控制的监测和管控,伺服机构执行,使这种放电现象均匀一致,从而达到加工物被加工,使之成为合乎要求之尺寸大小及形状精度的产品。
图1电火花线切割加工示意图1-贮丝筒2-电极丝3-丝架4-导轮5-脉冲电源6-工作台7-工作液箱图2 电火花线切割加工原理图2、电火花线切割加工的特点电火花线切割加工的过程的工艺和机理与电火花穿孔成型加工既有共同性,又有特殊性。
★电火花线切割加工与电火花穿孔成型加工的共同点两者在加工原理、工作机理、工艺、适应材料等方面相同,具体表现为:(1)线切割加工的电压、电流波形与电火花加工的基本相似。


线切割的工作原理
线切割是一种利用高压电火花在导电材料上进行切割的加工方法,也被称为电火花加工。
线切割主要用于切割金属材料,特别是很难用传统机械切割方法进行加工的材料,如硬质合金、高硬度钢等。
线切割的工作原理如下:首先,在切割工件上加工一层绝缘层,通常使用铜线作为切割线。
随后,将切割线(电极丝)穿过工件并与电源连接。
切割线与工件之间的距离被称为放电间隙。
然后,通过高频信号传送至切割线,形成高压电火花。
当高压电火花通过放电间隙时,会产生非常高的能量密度,造成放电区域的局部加热和熔化。
同时,放电区域的电火花会引起热膨胀和爆炸效应,将熔化的材料喷出。
这个过程被称为电火花放电冲刷。
电火花放电冲刷不断重复进行,由于切割线不断向下移动,最终形成一个完整的切割路径。
相邻的放电区域重叠一部分,形成了切割线的轮廓。
工作台通过控制系统的精确控制,可实现复杂形状的切割。
切割时,可通过调整放电间隙、放电脉冲、工作速度等参数来控制切割质量。
线切割不会对工件产生机械应力和变形,可以获得高精度的切割表面。
由于电火花的高温和高能量密度,线切割还可用于进行腐蚀和净化处理,提高工件表面质量。
总结来说,线切割利用高压电火花在导电材料上进行切割。
通
过调控放电间隙和放电参数,可实现高精度的切割,并可用于表面处理。
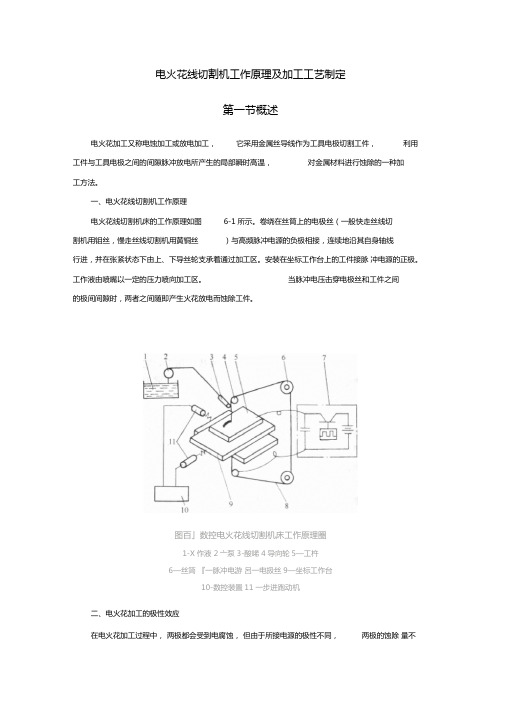
电火花线切割机工作原理及加工工艺制定第一节概述电火花加工又称电蚀加工或放电加工,它采用金属丝导线作为工具电极切割工件,利用工件与工具电极之间的间隙脉冲放电所产生的局部瞬时高温,对金属材料进行蚀除的一种加工方法。
一、电火花线切割机工作原理电火花线切割机床的工作原理如图6-1所示。
卷绕在丝筒上的电极丝(一般快走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连续地沿其自身轴线行进,并在张紧状态下由上、下导丝轮支承着通过加工区。
安装在坐标工作台上的工件接脉冲电源的正极。
工作液由喷嘴以一定的压力喷向加工区。
当脉冲电压击穿电极丝和工件之间的极间间隙时,两者之间随即产生火花放电而蚀除工件。
图百」数控电火花线切割机床工作原理圏1-X作液 2亠泵 3-酸唏 4导向轮5—工杵6—丝简『一脉冲电游呂一电扱丝9—坐标工作台10-数控装置11 一步进跑动机二、电火花加工的极性效应在电火花加工过程中,两极都会受到电腐蚀,但由于所接电源的极性不同,两极的蚀除量不同,这种现象称为极性效应。
习惯上通常把工件接正极时的电火花加工称为正极性加工, 把工件接负极时的电火花加工称为负极性加工。
从提高生产率和减少工具电极损耗的角度来看,极性效应愈显著愈好,采用短脉冲精加工时,应选用正极性加工;采用长脉冲粗加工时,应选用负极性加工。
在实际生产中,极性的选择主要依靠机床参数表或通过试验确定。
三、电火花线切割机的主要加工对象1.加工模具电火花线切割机广泛用于加工硬质合金、淬火钢模具零件,调整不同间隙补偿量,只需一次编程就可以切割凸模、凸模固定板、凹模卸料板;挤压模、粉末冶金模、弯曲模、塑料模等带锥度的模具。
以及形状复杂、带有尖角的窄缝形小型凹模,可采用整体结构淬火后线切割加工,既能保证模具精度,又可简化模具设计和制造。
2.加工点火化成形加工用的电极带锥度型腔加工的电极,一般穿孔加工的电极,对于用银钨、铜钨合金材料等,用线切割加工特别经济。


电火花线切割加工原理和必备条件
电火花线切割加工是利用工具电极(钼丝)和工件两极之间脉冲放电时产生的电腐蚀现象对工件进行尺寸加工。
电火花腐蚀主要原因:两电极在绝缘液体中靠近时,由于两电极的微观表面是凹凸不平,其电场分布不均匀离得最近凸点处的电场度最高,极间介质被击穿,形成放电通道,电流迅速上升。
在电场作用下,通道内的负电子高速奔向阳极,正离子奔向阴极形成火花放电,电子和离子在电场作用下高速运动时相互碰撞,阳极和阴极表面分别受到电子流和离子流的轰击,使电极间隙内形成瞬时高温热源,通道中心温度达到10000度以上。
以致局部金属材料熔化和气化。
电火花线切割加工能正常运行,必须具备下列条件:
1. 钼丝与工件的被加工表面之间必须保持一定间隙,间隙的宽度由工作电压、加工量等加工条件而定。
2.电火花线切割机床加工时,必须在有一定绝缘性能的液体介质中进行,如煤油、皂化油、去离子水等,要求教高绝缘性是为了利于产生脉冲性的火花放电,液体介质还有排除间隙内电蚀产物和冷却电极作用。
钼丝和工件被加工表面之间保持一定间隙,如果间隙过大,极间电压不能击穿极间介质,则不能产生电火花放电;如果间隙过小,则容易形成短路连接,也不能产生电火花放电。
3.必须采用脉冲电源,即火花放电必须是脉冲性、间歇性,图1中ti为脉冲宽度、to为脉冲间隔、tp为脉冲周期。
在脉冲间隔内,使间隙介质消除电离,使下一个脉冲能在两极间击穿放电。
电火花线切割加工的原理电火花线切割加工是一种特殊的加工方法,常用于金属材料的切割、模具加工等领域。
其原理是利用电火花放电的高能量,将金属材料上的一小点加热到熔化或汽化的温度,从而实现对材料的切割。
下面将详细介绍电火花线切割加工的原理。
第一,电火花放电原理电火花线切割加工的基础是电火花放电原理。
电火花是在两个电极之间产生高电压放电泄放的现象。
在电火花线切割中,电极是一根线状电极,被称为丝线。
当丝线和工件之间形成一定的电荷差时,电流会通过工件而不是丝线。
这是因为工件是电导体而丝线是绝缘体。
当电流通过工件时,由于局部放电产生的电弧在微观层面掏蚀金属,形成小孔或小坑。
在这个过程中,电弧的温度非常高,可以达到几千摄氏度。
当放电一段时间后,电极的形状将被改变,与工件相隔较近的位置形成突起。
因此,电火花线切割是一种非接触式加工,不会产生切割力或机械剪切。
第二,切割过程在电火花线切割过程中,需要使用一台特殊的设备,称为电火花线切割机。
这台机器包括一个电源、一个丝线电极、一个工作台和一个冷却系统。
首先,需要将待加工的工件固定在工作台上。
然后,在丝线电极上施加高电压的脉冲,使其与工件之间产生电荷差。
当电流通过工件时,局部放电产生的电弧便开始加热工件的表面。
随着放电过程的进行,电弧将形成一个直径很小的孔洞。
此时,需要控制丝线电极和工件之间的间隙,并进行电弧移动。
因为电弧是非接触式的,只需保证电极与工件之间的电荷差,就能在整个切割过程中保持稳定的切割能量。
而电弧的移动路径由机器控制,可以按照预定的路径进行。
为了确保切割过程的良好进行,还需要保持适当的冷却。
电火花线切割机可以通过喷水或其他冷却方式来保持丝线电极和工件的温度在一定范围内。
这是因为电火花放电的高温容易引起电极和工件的烧损,而适当的冷却可以有效降低温度并延长电极使用寿命。
第三,加工特点电火花线切割加工具有以下几个特点:1. 加工速度快:电火花线切割加工不受材料硬度的限制,可以切割硬度很高的金属。
电火花线切割加工概述电火花线切割机(Wire cut Electrical Discharge Machining简称WEDM),属电加工范畴,是由前苏联拉扎林科夫妇研究开关触点受火花放电腐蚀损坏的现象和原因时,发现电火花的瞬时高温可以使局部的金属熔化、氧化而被腐蚀掉,从而开创和发明了电火花加工方法。
线切割机也于1960年发明于前苏联,我国是第一个用于工业生产的国家1、电火花线切割加工原理在电火花线切割加工中,利于移动的细金属导线(铜丝或钼丝)作一个电极,工件作另一个电极,并按照预定的轨迹运动,通过不断的火花放电对工件进行放电蚀除,以切割出成型的各种二维、三维表面。
及也就是自由正离子和电子在场中积累,很快形成一个被电离的导电通道。
在这个阶段,两板间形成电流。
导致粒子间发生无数次碰撞,形成一个等离子区,并很快升高到8000到12000度的高温,在两导体表面瞬间熔化一些材料,同时,由于电极和电介液的汽化,形成一个气泡,并且它的压力规则上升直到非常高。
然后电流中断,温度突然降低,引起气泡内向爆炸,产生的动力把溶化的物质抛出弹坑,然后被腐蚀的材料在电介液中重新凝结成小的球体,并被电介液排走。
然后通过NC控制的监测和管控,伺服机构执行,使这种放电现象均匀一致,从而达到加工物被加工,使之成为合乎要求之尺寸大小及形状精度的产品。
图1电火花线切割加工示意图1-贮丝筒2-电极丝3-丝架4-导轮5-脉冲电源6-工作台7-工作液箱2、电火花线切割加工的特点电火花线切割加工的过程的工艺和机理与电火花穿孔成型加工既有共同性,又有特殊性。
★电火花线切割加工与电火花穿孔成型加工的共同点两者在加工原理、工作机理、工艺、适应材料等方面相同,具体表现为:(1)线切割加工的电压、电流波形与电火花加工的基本相似。
单个脉冲也有多种形式的放电形态,如开路、短路、正常火花放电等。
(2)线切割加工的加工机理、生产率、表面粗糙度等工艺规律,材料的可加工性等也都与电火花加工的基本相似,可以加工硬质合金等一切导电材料。
线切割的原理线切割,又称为电火花加工,是一种利用电脉冲将金属材料进行切割的加工方法。
它是一种非接触式的切割方式,能够对硬质材料进行精密切割,因此在工业制造中得到了广泛的应用。
线切割的原理主要是利用电脉冲的高温和高压效应,使金属材料发生瞬间的熔化和蒸发,从而实现切割的目的。
首先,线切割的原理涉及到电脉冲的产生。
在线切割加工中,电极和工件之间的间隙被填充了工作液,通常是脱离水。
当电极和工件之间施加电压,形成电场时,工作液中的离子会受到电场力的作用,发生移动。
当电场强度达到一定数值时,工作液中的离子会发生电离,产生电火花放电现象。
这些电火花放电会在工件表面产生高温和高压的效应,从而使金属材料发生瞬间的熔化和蒸发。
其次,线切割的原理还涉及到电火花放电的控制。
在线切割加工中,通过控制电脉冲的参数,如脉冲宽度、频率、电压等,可以控制电火花放电的能量和密度,从而实现对金属材料的精密切割。
通过调整这些参数,可以实现对不同材料、不同厚度的金属进行切割,从而满足不同加工要求。
最后,线切割的原理还涉及到工作液的循环和过滤。
在线切割加工中,工作液起着冷却、冲洗和去除切割废渣的作用。
通过循环和过滤工作液,可以保持电火花放电的稳定性,延长电极和工件的使用寿命,同时也可以减少加工过程中产生的热影响区,提高加工质量和效率。
综上所述,线切割的原理是利用电脉冲的高温和高压效应,通过控制电火花放电的能量和密度,实现对金属材料的精密切割。
它是一种高效、精密的加工方式,适用于对硬质材料进行切割和加工。
在工业制造中,线切割已经成为一种重要的加工技术,为各种复杂形状的零部件加工提供了便利,推动了制造业的发展。
电火花线切割加工的原理——坚诺士为您介绍
今天坚诺士小陆为大家简单讲下电火花线切割加工的原理,让大家更多的了解线切割加工及电火花线切割加工需要什么辅助才能更出色的完成。
要是在线切割加工中有遇到难题的就比如,线切割加工表面粗糙度差,这时候要怎么处理呢?这些线切割加工难题坚诺士都可以帮您解决。
电火花线切割加工机床电火花线切割加工是在电火花成形加工基础上发展起来的,它是用线状电极(钼丝或铜丝)通过火花放电对工件进行切割电火花线切割加工机床根据电极。
丝运行速度不同分为快走丝和慢走丝两种机床,其组成主要包括:
1)主机:包括床身、坐标工作台、走丝机构等;
2)脉冲电源:把交流电流转换成一定频率的单向脉冲电流;
3)控制系统控制机床运动;
4)工作液循环系统:提供清洁的、有一定压力的工作液。
1、电火花线切割加工机床电火花线切割加工是在电火花成形加工基础上发展起来的,它是用线状电极(钼丝或铜丝)通过火花放电对工件进行切割电火花线切割加工机床根据电极。
丝运行速度不同分为快走丝和慢走丝两种机床,其组成主要包括:
A 主机:包括床身、坐标工作台、走丝机构等;
B 脉冲电源:把交流电流转换成一定频率的单向脉冲电流;
C 控制系统控制机床运动;
D 工作液循环系统:提供清洁的、有一定压力的工作液。
2、电火花线切割的原理
数控线切割加工的基本原理与电火花成形加工相同,但加工方式不同,它是用细金属丝作电极。
线切割加工时,线电极一方面相对工件不断地往上(下)移动(慢速走丝是单向移动,快速走丝是往返移动),另一方面,装夹工件的十字工作台,由数控伺服电动机驱动,在x、y轴方向实现切割进给,使线电极沿加工图形的轨迹,对工件进行切割加工。
其实电火花线切割加工要做得更好,精度高、亮度高、效率高、效果好,总归还是需要线切割配件的辅助,只有有了线切割配件的辅助才会发挥线切割加工的完美.。