最新六西格玛改善案例
- 格式:doc
- 大小:2.01 MB
- 文档页数:42
六西格玛改进案例以六西格玛改进案例为题,列举如下10个案例:1. 生产流程改进案例:在一个制造业公司,生产流程中存在着许多瑕疵品。
为了提高产品质量,该公司采用了六西格玛方法进行改进。
通过分析生产过程中的关键环节,确定了引起瑕疵品的主要原因,并通过改进工艺和设备,减少了瑕疵品的产生率。
2. 供应链管理改进案例:一家零售公司的供应链管理存在着库存过剩和缺货的问题,导致了销售额下降。
为了解决这个问题,该公司运用了六西格玛方法,对供应链中的各个环节进行了优化。
通过提高库存预测的准确性,优化订货策略,以及改进供应商管理,该公司成功解决了库存过剩和缺货问题。
3. 客户投诉处理改进案例:一家电信运营商的客户投诉率较高,影响了公司的声誉。
为了改善客户满意度,该公司运用了六西格玛方法,对客户投诉处理流程进行了改进。
通过提高投诉处理的效率和质量,该公司成功降低了客户投诉率,并提升了客户满意度。
4. 销售流程改进案例:一家保险公司的销售流程存在着繁琐和低效的问题,导致了销售人员的工作效率低下。
为了提高销售业绩,该公司采用了六西格玛方法,对销售流程进行了改进。
通过简化流程、优化销售工具和培训销售人员,该公司成功提升了销售人员的工作效率和销售业绩。
5. 质量管理改进案例:一家制药公司的质量管理体系存在着缺陷,导致了产品质量不稳定。
为了提高产品质量,该公司采用了六西格玛方法,对质量管理体系进行了改进。
通过加强质量控制、改进检验方法和加强员工培训,该公司成功提升了产品质量的稳定性。
6. 项目管理改进案例:一个IT项目存在着进度延误和成本超支的问题,导致了项目无法按时交付。
为了解决这个问题,该公司采用了六西格玛方法,对项目管理进行了改进。
通过优化项目计划、加强资源管理和改进沟通机制,该公司成功提高了项目的进度控制和成本控制能力。
7. 售后服务改进案例:一家家电企业的售后服务存在着响应速度慢和问题解决率低的问题,导致了客户的不满意。
6西格玛课题优秀案例
6西格玛是一种管理方法论,旨在通过精益和高效的方式提高组织的质量和效率。
下面是一些6西格玛优秀案例:
1. GE(通用电气):GE是最早采用6西格玛的公司之一,它成功地将其应用于所有业务领域,从而提高了效率、降低了成本,增强了客户满意度。
2. 联想:联想采用6西格玛改进了生产流程,消除了浪费,并大幅提高了产品质量和客户满意度。
3. 诺基亚:诺基亚采用6西格玛来提高其生产效率,降低了缺陷率,并提高了客户满意度。
4. 波音:波音公司采用6西格玛来提高飞机生产过程中的效率和质量,减少了缺陷率和生产时间,并提高了客户满意度。
5. 福特汽车:福特引入6西格玛来提高其生产流程,从而减少了制造缺陷、降低了成本,并提升了客户满意度。
这些公司的成功案例证明了6西格玛管理方法论的实用性和有效性,可以帮助组织提高质量、降低成本、增强客户满意度和竞争力。
6西格玛课题优秀案例
六西格玛是一种质量管理方法,旨在通过统计学的方法和工具来降低产品和服务的缺陷率,提高生产效率和降低成本。
下面是一些六西格玛课题的优秀案例:
1. LG 电子的微波炉门泄漏问题:LG 电子在制造微波炉时遇到
了门泄漏问题,这严重影响了产品质量和品牌形象。
通过使用六西格玛方法,LG 电子的团队确定了问题的根本原因,并制定了改进计划,最终成功解决了这个问题。
2. 波音公司的飞机维修成本降低:波音公司使用六西格玛方法来降低飞机的维修成本,通过分析和测量,确定了问题的的根本原因,并采取了一系列措施来减少维修成本。
这项改进不仅降低了公司的运营成本,还提高了飞机的可靠性和安全性。
3. 沃尔玛的库存管理优化:沃尔玛使用六西格玛方法来优化库存管理,通过测量和分析问题,制定了一套优化方案,成功地降低了库存成本和提高了供应链的效率。
4. 通用电气的生产效率提高:通用电气使用六西格玛方法来提高生产效率,通过分析和测量,确定了问题的根本原因,并采取了一系列措施来提高效率,最终提高了公司的盈利能力。
这些案例展示了六西格玛方法在各个领域的应用和成功的结果,不仅提高了产品或服务的质量,还降低了成本和提高了生产效率。
精益六西格玛的改善案例(二)案例背景:某呼叫中心其中一个业务,AHT达标状况一直很好,但是近期进行了一些流程的改动之后,AHT指标发生了很大的变化。
表1所示的是最近4个月以来AHT的实际达成情况。
从图1可以看出近四个月AHT的上升趋势非常明显,月度平均值已经上升了将近40秒,现在需要运用DMAIC的系统分析方法找到根本原因进行解决。
从项目难度和成本收益上评估,将该项目界定为绿带。
1.Define界定问题因为是周期时间的改善,所以必须进行流程分析,先绘制该业务的咨询流程如图2。
从图2可以了解该流程关键环节有8个步骤,分别是确认客户―确认主机信息―确认客户问题―知识库查询答案―是否需要故障报修―确认解决方案―信息记录―转接IVR,对于这8个步骤可以分别评估其必要性及优化点,这是解决周期时间指标的关键.下一步可以运用鱼骨图分析AHT影响因素有哪些,以确定下一步测量的指标是什么。
图3鱼骨图中标红的部分是大家研讨后认为对该业务AHT影响最大的几个因素,因此数据的测量和分析可以从这些因素着手。
2.Measure测量先确定数据测量的内容有哪些,因为平均处理时间AHT 这个指标是由平均通话时间和平均话后处理时间相加得出,因此必须要分别测量这两个指标,而从细化分析来看,要将这个指标放大分析,可以从时间维度和员工维度来细化,所以确定数据收集的内容及维度如下:数据收集内容:?AHT平均处理时间?ATT平均谈话时间?ACW话后处理时间数据收集维度:?时间维度――日、周平均值?员工维度――小组平均值、员工平均值制定数据收集计划并开始进行测量和分析。
先将这几个月每日的AHT趋势进行分析。
AHT影响因素分析:从图4中可以看出AHT明显上升的日期发生在3月初,此后一直呈现波动上升状态。
下一步我们将小组和员工数据进行放大分析.按组的分析中(如图5)我们可以发现两个有效的信息:?除102小组之外,其他所有小组均不能达成目标。
?有6个小组的AHT甚至超过了330秒,远高于其他小组,需要深入分析。
(六西格玛管理)案例编写济钢测量设备的六西格玛管理济钢六西格玛测量设备管理项目壹、济南钢铁集团(股份)公司的发展简介济南钢铁集团(股份)公司(以下简称:济钢)始建于1958年,现有职工42032人,占地面积21214亩,各类测量设备37424台(套),资产总额350亿元,已形成年产1000万吨钢的生产能力的特大型钢铁联合企业,规模位居全国6位,销售收入400多亿,2005年获得全国质量大奖,设有专门的组织机构对于公司内测量设备进行管理,对于公司壹、二级结算和生产重要质量控制点的测量设备实行职能、专业化管理,主要生产工艺有焦化、烧结、球团、炼铁、炼钢、轧钢等。
主要产品有中厚板、圆钢、螺纹钢、角钢、槽钢、球墨铸管、化产品等,现有产品品种187个,产品规格3800个。
2005年全公司生产钢1015万吨、实现销售收入360亿元、利税30亿元、利润18亿元。
长期以来,特别是改革开放以来,济钢坚持以市场为导向,和时俱进,创新发展,制定实施了低成本战略、可持续发展战略、精品战略、出口带动战略、人才战略、信息化推进战略六大战略,加强物质文明建设和精神文明建设,提高核心竞争力,使济钢走上了壹条持续、快速、健康发展的道路。
于企业提高管理水平、确保产品质量、降低能源消耗、做好安全防护及运营管理等工作中,测量设备发挥了重要作用。
二、济钢六西格玛测量设备管理项目的提出1、济钢测量设备管理现状分析济钢现有测量设备五万多台件,设有计量管理处对全厂的测量设备行使管理职能,且负责全公司壹二级测量设备的管理,总公司各二级单位由设备管理部门对所属的三级测量设备进行管理。
于完备的组织体系之下,建立完善了文件化管理体系,形成了大量的三级作业文件和作业指导书,如测量设备点检作业指导书、测量设备确认作业指导书、测量设备维修作业指导书等,明确点检、抢修和日常维修的管理流程,细化了每壹项作业内容和标准。
为确保文件的执行,建立了测量设备运行考核机制,对测量设备按照重要程度不同,规定了具体量化的考核指标,从设备的配备率、运行完好率、故障率和故障时间等进行多维度监督控制。
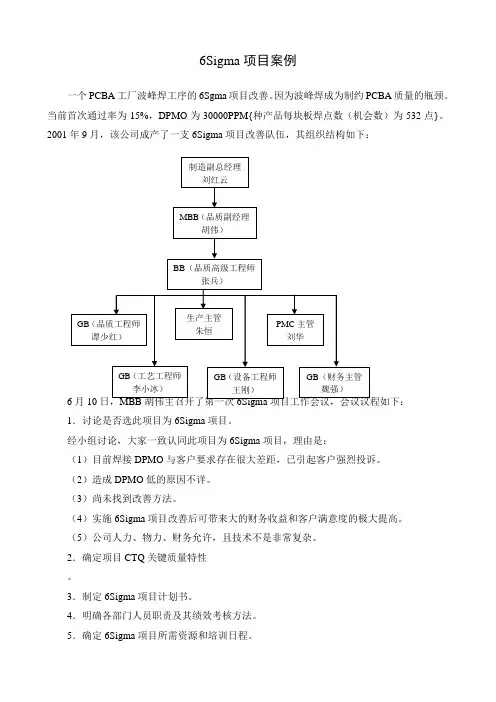
6Sigma项目案例一个PCBA工厂波峰焊工序的6Sgma项目改善。
因为波峰焊成为制约PCBA质量的瓶颈。
当前首次通过率为15%,DPMO为30000PPM{种产品每块板焊点数(机会数)为532点}。
2001年9月,该公司成产了一支6Sigma项目改善队伍,其组织结构如下:1.讨论是否选此项目为6Sigma项目。
经小组讨论,大家一致认同此项目为6Sigma项目,理由是:(1)目前焊接DPMO与客户要求存在很大差距,已引起客户强烈投诉。
(2)造成DPMO低的原因不详。
(3)尚未找到改善方法。
(4)实施6Sigma项目改善后可带来大的财务收益和客户满意度的极大提高。
(5)公司人力、物力、财务允许,且技术不是非常复杂。
2.确定项目CTQ关键质量特性。
3.制定6Sigma项目计划书。
4.明确各部门人员职责及其绩效考核方法。
5.确定6Sigma项目所需资源和培训日程。
具体工作分工如下:一、确定项目CTQ及项目Y波峰焊工序是客户特别关注的影响产品品质的关键工序,客户最关注的是焊点一次成功率要高,转化CTQ为焊点的DPMO要小。
故波峰焊点一次成功率为本项目的CTQ,项目Y 衡量CTQ的参数为焊点DPMO。
二、制定6Sigma项目计划书胡伟和张兵根据PCBA焊接状况和已有的DATA制定的6Sigma项目方案如下:6Sigma项目方案三、各成员职责与绩效考核办法续表四、项目资源及培训安排项目资源配置项目培训安排五、项目实施日程安排六、完成Y的测量系统分析本项目中Y的数据为离散二元数据,对其进行分析时需用离散数据的GAGER&R分析进行。
方法:取50块各有一个指定焊点的PCBA,这些焊点有合适焊点、有临界焊点、有不合格焊点,由5个检查员将每块板检查两次,两次之间的时间间隔为一周。
离散数据GAGER&R评估参数:总的一致百分比:用来评估检验员结果一致辞的次数的百分比可重复性百分比:用来评估检验员检查同一部件结果一致的能力可再现性百分比:用来评估多个检验员检验同一部件的结果一致的能力计算公式为:一致百分比=一致的总次数机会的总次数本例计算结果=89%如结果>85%,检验结果可接受。
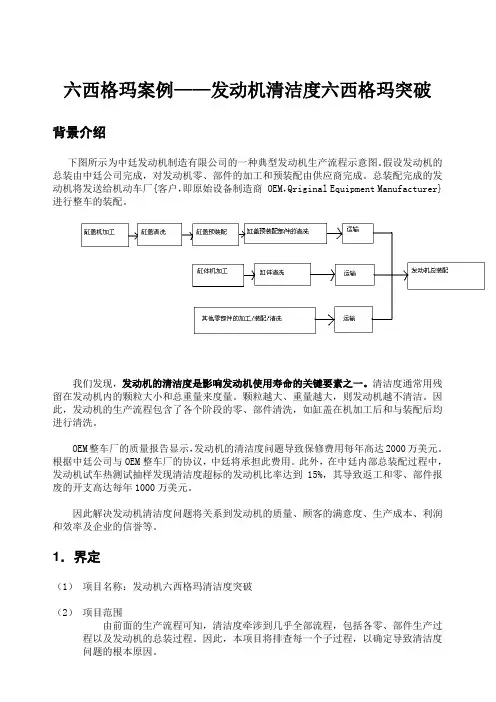
六西格玛案例——发动机清洁度六西格玛突破背景介绍下图所示为中廷发动机制造有限公司的一种典型发动机生产流程示意图。
假设发动机的总装由中廷公司完成,对发动机零、部件的加工和预装配由供应商完成。
总装配完成的发动机将发送给机动车厂{客户,即原始设备制造商 OEM,Qriginal Equipment Manufacturer}进行整车的装配。
我们发现,发动机的清洁度是影响发动机使用寿命的关键要素之一。
清洁度通常用残留在发动机内的颗粒大小和总重量来度量。
颗粒越大、重量越大,则发动机越不清洁。
因此,发动机的生产流程包含了各个阶段的零、部件清洗,如缸盖在机加工后和与装配后均进行清洗。
OEM整车厂的质量报告显示,发动机的清洁度问题导致保修费用每年高达2000万美元。
根据中廷公司与OEM整车厂的协议,中廷将承担此费用。
此外,在中廷内部总装配过程中,发动机试车热测试抽样发现清洁度超标的发动机比率达到15%,其导致返工和零、部件报废的开支高达每年1000万美元。
因此解决发动机清洁度问题将关系到发动机的质量、顾客的满意度、生产成本、利润和效率及企业的信誉等。
1.界定(1)项目名称:发动机六西格玛清洁度突破(2)项目范围由前面的生产流程可知,清洁度牵涉到几乎全部流程,包括各零、部件生产过程以及发动机的总装过程。
因此,本项目将排查每一个子过程,以确定导致清洁度问题的根本原因。
(3)目标保证发动机合格率在受控范围内,保持在0.05左右.(4)解决方案实现本项目目标的关键是如何查明根本原因,并实施有效的改进方案。
测量和分析将是查明根本原因的手段,其包括测量各种清洁度下的加工、切削液、清洗、运输、包装、零件等条件,分析清洁度与各种条件之间的联系,并规划DOE。
改进是纠正问题的手段,控制是维持成果并永久纠正问题的手段。
详细的方案内容将在后面的测量、分析、改进和控制阶段中分别列出。
(5)资源范围及其获取途径除了有关部门的支持,本项目所需资源包括授权排查所有流程环节、使用各种必要的测量分析仪器设备(如用显微镜测量颗粒大小)。
SIX SIGMA专案改善案例名目提升成检良率项目小组简介XX界定时期项目背景XX目标设定XX项目组组织架构XX打算表XX项目组会议记录XX量测时期现状分析XX分析时期漏印及脏点不良要因分析XX锡面不平及孔小孔塞要因分析XX锡面沾白漆要因分析XX刮伤露铜要因分析XXFMEA XX项目组会议记录XX有关数据收集XX改善时期D.O.E XX其它试验报告XX防焊稽核报告XX喷锡培训教材XX项目组会议记录XX有关数据收集XX操纵时期标准化XX有关窗体XX有关数据收集XX界定阶段Define项目背景目标设定项目小组组织架构项目活动打算表本时期有关会议记录(界定DEFINE)项目背景一直以来XXX公司的成检良率比较低﹐按照目前的统计﹐成检良率在75﹪左右﹐严峻阻碍公司的直通率﹐延误交期﹐同时造成大量的重工成本﹐其中尤为防焊﹑喷锡制程对成检良率阻碍最大﹐分不达到了11﹪﹑8.0﹪。
此次项目将采纳田口﹑DOE等方法﹐对制程进行一定的改善﹐将成检良率提升到85﹪。
按照业界资料(XX教授提供)成检良率每提升1﹪相当为公司节约人民币100,000元。
即本期项目如能如期达成﹐将为公司节约人民币1,000,000元目标设定成检良率低造成的阻碍﹕直截了当阻碍出货交期而损害公司信誉﹔重工造成大量人力物力的白费﹔目标设定﹕85﹪75.12专審核﹕許XX制表人﹕占XX量测阶段Measure现状分析分析阶段Analyze本时期内的有关会议记录要因分析FMEA有关数据測環2007/10/24FMEA 防焊改善阶段ImproveD.O.E试验报告其它实验报告稽核报告会议记录有关数据控制阶段Control标准化效益评估有关数据项目遗留事项附件标准化通过开展此次项目﹐成检良率从75.12﹪已提升至84.26﹪﹐为巩固此次项目的成效﹐特对在项目中确认有效的措施进行标准化﹕1.按照改善后之有效计策及DOE的试验结果修订压合制程SOP﹑SIP ﹑SPEC﹔2.修订压合制程<<生产操纵打算>>﹔3.培训有关人员明确并执行新的SOP、SIP、SPEC之要求﹔4.将整个项目成效之标准化与生产责任主管做移交即后续之生产标准化坚持操纵由生产责任主担挡.效益评估通过开展此次项目﹐成检良率从75.12﹪已提升至84.26﹪﹐其中﹕防焊的不良率已由项目初期的11.36﹪降至6.93﹪﹔喷锡的不良率已由项目初期的8.37﹪降至6.15﹪﹔成测的不良率已由项目初期的1.71﹪降至1.51﹪﹔其它站的不良率已由项目初期的3.0﹪降至1.16﹪﹔据业界资料(XX教授提供)成检良率每提升1﹪相当为公司节约人民币100﹐000元。
(六西格玛管理)SISIGMA专案改善案例(一)SIX SIGMA提升成检良率项目报告甲上计算机(深圳)有限公司目录1.提升成检良率项目小组简介 ------------------------------------------- 22.界定阶段项目背景 ------------------------------------------------------------ 4 目标设定 ------------------------------------------------------------ 5 项目组组织架构 ----------------------------------------------------- 6 计划表 -------------------------------------------------------------- 7 项目组会议记录 ----------------------------------------------------- 8 3.量测阶段现状分析 ------------------------------------------------------------ 10 4.分析阶段漏印及脏点不良要因分析-------------------------------------------- 16 锡面不平及孔小孔塞要因分析 --------------------------------------- 20 锡面沾白漆要因分析------------------------------------------------- 25 刮伤露铜要因分析--------------------------------------------------- 27 FMEA --------------------------------------------------------------- 30 项目组会议记录 ----------------------------------------------------- 32 相关数据收集 ------------------------------------------------------- 345.改善阶段D.O.E ---------------------------------------------------------------- 44其它试验报告 ------------------------------------------------------- 45 防焊稽核报告 ------------------------------------------------------- 49 喷锡培训教材 ------------------------------------------------------- 56 项目组会议记录 ----------------------------------------------------- 57 相关数据收集 ------------------------------------------------------- 59 6.控制阶段标准化 -------------------------------------------------------------- 76 相关窗体 ------------------------------------------------------------ 78 相关数据收集 ------------------------------------------------------- 83成检良率改善小组简介界定阶段Define项目背景目标设定项目小组组织架构项目活动计划表本阶段相关会议记录(界定DEFINE)项目背景一直以来我公司的成检良率比较低﹐根据目前的统计﹐成检良率在75﹪左右﹐严重影响公司的直通率﹐延误交期﹐同时造成大量的重工成本﹐其中尤为防焊﹑喷锡制程对成检良率影响最大﹐分别达到了11﹪﹑8.0﹪。
基于六西格玛管理的银行流程改善案例六西格玛(Six Sigma)是一种管理方法论,旨在通过降低质量缺陷来提高业务流程的效率和一致性。
在银行业中,六西格玛可以应用于各个业务流程,如开户、贷款审批、客户服务等。
下面是一个基于六西格玛管理的银行流程改善案例。
案例一:贷款审批流程改善问题描述:银行的贷款审批流程存在问题,导致审批时间较长,客户投诉率较高。
1.确定目标:改进贷款审批流程,提高审批效率和客户满意度。
2.收集数据:收集贷款审批的各个环节的数据,包括申请材料收集时间、内部审批时间、客户反馈等。
3.分析数据:根据收集到的数据,分析贷款审批流程中存在的瓶颈和问题,比如申请材料收集不及时、内部审批流程复杂等。
4.改进措施:针对分析结果,提出改进措施,如优化申请材料收集流程,简化内部审批流程等。
5.实施改进:根据改进措施,对贷款审批流程进行改进,并进行试点运行。
6.监控结果:监控改进后的流程效果,比如贷款审批时间的减少、客户投诉率的下降等。
7.标准化改进:如果改进效果良好,将改进后的流程标准化,确保持续的质量改进。
通过六西格玛的方法,银行在贷款审批流程上进行了改进,取得了显著的效果。
贷款审批时间从原来的两周减少到了一周,客户投诉率下降了50%。
这不仅提高了银行的工作效率,还提升了客户体验和满意度。
此外,银行还可以应用六西格玛的方法改进其他业务流程,比如客户服务流程。
在客户服务流程上,银行可以通过分析客户投诉数据,找出问题的根本原因,并提出解决方案。
比如,如果客户投诉主要是因为服务人员的不专业或者服务流程不清晰,银行可以进行培训和制定清晰的服务流程,以提高客户满意度。
总结起来,六西格玛是一种有效的管理方法论,可以帮助银行在各个业务流程上实现质量的持续改进。
通过收集数据、分析问题、制定改进措施并监控结果,银行可以不断提高业务流程的效率和一致性,以提升整体的竞争力和客户满意度。
六西格玛成功(6sigma)案例学习[优秀范文五篇]第一篇:六西格玛成功(6sigma)案例学习6sigma成功案例**电子:步伐稳健行走于6σ之路2000年12月,第十届台湾品质奖的颁奖典礼上,在评审“品质不折不扣”的理念下,**电子以多年来致力追求品质的决心与成就,脱颖而出,获得台湾品质奖。
细察**电子追求品质的努力、实践品质的过程,得以知道这个奖得来实至名归。
**电子自1994年起,就在董事长许胜雄的领导下,努力实践6σ(Six Sigma)的品质策略。
何谓6σ?σ在字面上的定义是为统计学上的标准差,简单来说,σ是一个测量品质的标准工具,它代表一种绩效目标,也是一种品质改善的观念。
达到6σ表示每百万次中只会出现3.4个错误,几乎等于零缺点。
σ曾经协助许多世界级企业展现惊人的成绩,它曾经使通用电气(GE)公司迈向营运的高峰,被杰克韦尔奇称许为通用所采用的过最重要的管理措施;也是西方企业力抗日本企业反败为胜的法宝。
提起**电子导入6 σ的原由,**电子副总经理陈乃源表示:“起源于为了满足顾客对品质的要求。
”在未实行6 σ前,**电子所生产的产品错误率颇高,无法达到客户满意,除容易引起顾客的抱怨,相对也缺乏竞争力。
为了提高竞争力,**电子决定导入6 σ。
当时**电子派遣了一批人员到美国接受6σ的训练课程,其中成员包含总经理、数位副总及相关人员,陈乃源也是其中之一。
受训回国后,陈乃源全心投入**电子执行6 σ的架构规划。
陈乃源指出:“实践6 σ的基本原则,是以顾客需求为出发点,一切改善都必须以顾客需求为主,它讲求从制造过程开始改进,而不是看产品产出最后的结果,因为产品事后的修补往往要花费更多的成本。
品质改善最重要的是要从根源做起,也就是在设计时就减少错误的机会。
尤其是在产品生命周期急速缩短的今天,已没有时间让你尝试错误了,也无法再像过去一样等生产过程结束后再统计错误,必须在设计的时候就减少错误的发生,把线上的制程能力及零件的制造能力都计算、考虑进去,让产品合于标准,将制造流程改善,一次就做好,使得后续不至于有错误发生。
六西格玛改善案例山东工商学院SHANDONG INSTITUTE OF BUSINESS AND T ECHNOLOGY 毕业论文(设计)GRADUATION THESIS(DESIGN)论文(设计)题目Title Of Thesis(Design)基于六西格玛的威高集团注射器质量研究分院(系别)Department管理科学与工程学院专业Speciality工业工程班级Class工业061论文(设计)作者Author of Thesis(Design)易孟良论文完成日期Date 2010年06月02日论文(设计)指导教师Advisor刘利军指导教师职称The Title of Advisor教授基于六西格玛的威高集团注射器质量研究Quality Rsearch on Sringe Based on Six Sigmafor WEGO.Ltd作者:易孟良山东工商学院指导教师对毕业论文(设计)的评语Advisor’s Comments on Graduation Thesis (Design) 评语:指导教师(签章)Signature of Advisor日期Date评阅人签字:年月日答辩(评审)委员会意见Appraisal of Defence Commission答辩(评审)成绩Mark of Defence鉴定意见Appraisal & Comments主任(签章)Signature of Dean日期Date基于六西格玛的威高集团注射器质量研究摘要本设计是基于威高集团注射器车间的六西格玛质量研究,首先根据客户的需求和过程控制关键特性选定了六西格玛改进项目,然后对选定的项目运用D(定义)、M(测量)、A(分析)、I(改进)、C(控制)的模式进行改进。
其中综合运用了质量管理的七大工具、相关与回归分析、实验设计和其他的一些统计方法。
最终,印刷工序的过程西格玛值由3.4845提高到3.7203,不良率由23600PPM下降到13200PPM,停机次数由10次降到5次,达到了设计的目的。
关键词相关分析回归分析六西格玛注射器Quality Rsearch on Sringe Based on Six Sigmafor WEGO.LtdAbstract The design is a study of Six Sigma based on syringe Workshop in WEGO.Ltd. First according to customer demand and key features of process control .we select projects of great importance. Then we use D (define), M (measurement), A (analysis), I (improvements), C (control) model to promote the quality of Sringe. In the promotion , the seven tools of quality management, correlation and regression analysis, experimental design and some other statistical methods were used .Finally, Z value of the process was increased from 3.4845 up to 3.7203 and the poor rate was decreased from 23600PPM down to 13200PPM.it finally meets the design objectives.Keywords Correlation analysis Regression analysis Six Sigma Syringe目录Department (2)Speciality (2)Class (2)Date (2)Advisor (2)The Title of Advisor (2)Appraisal of Defence Commission (6)目录 (9)1 绪论 01.1 选题背景 01.2 设计意义 01.3 设计思路 (1)2 公司简介 (2)2.1 威高集团简介 (2)2.2 注射器车间布局图 (2)2.3 注射器相关工艺介绍 (3)3 相关原理及其MINITAB简介 (5)3.1 西格玛(Six Sigma)简介 (5)3.2 六西格玛项目的选择 (6)3.3 MINITAB软件简介 (6)4. 六西格玛质量改进 (7)4.1 界定(Define) (7)4.1.1 根据顾客的需求定义改善的项目 (7)4.1.2 项目的定义 (12)4.2 测量(Measure) (13)4.2.1 测量系统的简介 (13)4.2.2 测量系统分析 (14)4.2.3 数据的收集 (17)4.3 分析(Analyze) (18)4.3.1 印刷不良控制图分析 (18)4.3.2 印刷不良分析 (20)4.4 改进(Improve) (23)4.4.1 FEMA分析 (23)4.4.2 制定改善措施 (23)4.5 控制(control) (28)改进后生产的注射器经过几个月的市场反馈之后发现,客户投诉次数每个月由10次将为3次左右,赔偿损失由200万元降低到30万元,市场占有率有一定程度的提高。
(29)5 结论 (30)致谢语 (31)参考文献 (32)附件1 开题报告附件2 翻译-原文附件3 翻译-译文1 绪论1.1 选题背景“二十一世纪是质量的世纪”。
世纪之首有一股六西格玛管理法的风暴正席卷全球,只缘“世界第一CEO”杰克.韦尔奇的感受:“推行六西格玛管理法是GE有史以来获取发展、增加创新能力和客户满意度的最大机遇。
”推行六西格玛管理法使得GE产品的不良率由千分之三降到接近百万分之三点四(3.4PPM),使其质量成本由占年销售额的25%-30%降到10%,即使销售额的15%-20%变成了增收的利润率,这就是这些年来GE发大财的真谛。
“二十一世纪将是中国人的世纪”,一批有远见卓识的中国企业家,在选择科学管理的方法的过程中,正在看好六西格玛管理法,他们开始应用六西格玛管理法进行管理实施,揭开了本公司“暗藏的黄金富矿”—“降低不良”、“一次成功”、“追求卓越与完美”。
他们十分清楚的领悟到:当今世界进入了“顾客满意经营”时代若同类的企业在质量、信誉和顾客满意度的大战中旗鼓相当,而真正使企业获得超额利润的秘诀,就只剩下在降低不良上大练内功,而六西格玛管理法正是一条大幅降低成本、将大量的内外部不良损失变成利润的绝妙途径。
然而,六西格玛导入中国以来,成功的不多,失败的却不在少数,甚至很多企业得到了惨痛的教训。
究其原因,一方面是由于六西格玛是应用统计分析的方法通过分析数据以从中找到决策的依据来促进质量改进工作的实施,进而提高企业的核心竞争力。
而企业的员工在统计分析的理论和方法知识方面储备不足,从而导致六西格玛的应用的困难重重。
另一方面,企业的领导花钱导入六西格玛以后,急于求成,短期内得不到满意的效果之后,就放弃了对六西格玛的推行和实施,六西格玛最终变成了一句流于形式的口号。
对于六西格玛,它不像是一套工具式的系统,花钱买来就行,它是一种观念,一种意识,要深入到员工的脑海中去,所以只是口号是不可能成功的。
威高集团近年来由于注射器的质量问题导致投诉每个月多达10次,由投诉而导致的损失多达200万元,市场占有率也有一定程度的下降,为了扭转这一颓势,提高客户满意度,减少客户投诉,降低损失,公司决定引进六西格玛质量管理方法,以提高客户满意度,提高市场占有率。
本设计正是基于这样的背景,利用基于六西格玛的统计分析方法,在公司领导和员工的支持下,对该公司生产的注射器进行了质量研究,帮助其提高质量级别,以期望达到目的。
1.2 设计意义本文根据客户的需求和过程控制关键特性,选定重点改善的项目和工艺,然后利用统计原理,按照六西格玛的改进模式,对注射器的质量进行了改进。
本文的意义在于以下几个方面:1.如何选定六西格玛改进项目六西格玛改进项目的选择不是任意的,需要考虑很多的因素,而这些因素对于改善能否成功,改善效果是否明显有着非常重要的影响。
项目的选择首先考虑的是其能否对客户满意度产生影响,其次是看其是否与组织的发展战略相符,最后是项目的大小及其成功的机会大小。
本设计通过客户的心声和过程控制关键特性相关关系选定六西格玛改进项目。
2.如何将统计方法应用于质量改进中众所周知,六西格玛是基于数据的质量管理方法,面对大量、复杂的数据,如何应用统计方法提取有效的数据,为管理提供决策的依据在质量管理中是非常关键的。
本文在质量改善的过程中应用假设检验、回归分析、方差分析等统计方法,对收集的数据进行了分析,为制定改善措施提供了决策依据。
1.3 设计思路本设计首先根据客户的需求,利用质量功能展开选定了需要改进的项目,然后利用DMAIC的模式对所选定的项目进行改进,以达到提高质量,提高客户满意度的目的。
本设计的具体思路如图1-1所示:图1-1 设计思路2 公司简介2.1 威高集团简介山东威高集团医用高分子制品股份有限公司([本公司])及其附属公司([本集团])主要从事研发、生产及销售医用耗材、骨科材料、心脏支架等。
本公司为国家高技术研究发展(863)计划成果产业化基地、国家级高新技术企业。
本集团主要生产基地位于山东省威海市。
本集团在中国注册,拥有一个由18个销售办事处及21个客户联络中心和107多家城市代表处组成的庞大销售网络,并已建立广泛的客户基础,其产品销售予5,400多家医疗单位和分销商,其中包括医院2800多家、血站400多家、其它医疗单位700多家和逾1,500家贸易公司。
本集团生产的产品种类多达150余种,产品规格超过5000种,产品可分为六大系列,即1)一次性使用医疗耗材及原料,其中包括输液(血)器、注射器、血袋与血液成份分离耗材、采血系列耗材、齿科耗材和麻醉系列耗材等,以及医用PVC粒料和非PVC粒料等;2)骨科材料及工具,主要包括钢板、螺钉等创伤治疗耗材、脊柱系列耗材及正在发展的人工关节系列耗材;3)医用针制品,主要包括静脉针、注射针、留置针、采血针、异形针等系列制品;4)血液净化系列耗材,主要包括穿刺针、血液回路管、透析器等肾科耗材,以及用于红斑狼疮、器官移植排异反应、类风湿关节炎等免疫系统疾病治疗的免疫吸附柱,以及其它正在研发和注册的LDL吸附柱、内毒素吸附柱和乙肝病毒吸附柱等;5)心脏支架产品,主要包括药物涂层心脏支架、球囊等;6)用于药品包装的预充式注射器。