焊工证样本
- 格式:doc
- 大小:158.50 KB
- 文档页数:2
焊工证的种类作为一个焊工,持有相应的焊工证书是非常重要的。
焊工证书可以证明焊工的技术水平和专业能力,是进入焊接行业的必备证件。
在焊工证书的领域中,有许多不同的种类,下面将对几种常见的焊工证进行介绍。
1. 焊工初级证书焊工初级证书是焊工职业生涯中的起点。
它要求焊工具备基本的焊接技能和知识,包括焊接工艺、焊接设备的操作和维护等。
持有焊工初级证书的焊工可以在一些简单的焊接项目中进行操作,并在经验积累后逐渐提升自己的技能水平。
2. 焊工中级证书焊工中级证书是对焊工技能的进一步提升和认可。
持有焊工中级证书的焊工具备更高级别的焊接技能和知识,能够进行更加复杂和困难的焊接任务。
焊工中级证书要求焊工对不同材料的焊接特性和焊接工艺有深入的了解,并能够根据不同的焊接要求选择合适的焊接方法和材料。
3. 焊工高级证书焊工高级证书是焊工证书中的最高级别。
持有焊工高级证书的焊工是焊接领域的专家,具有广泛的焊接知识和丰富的经验。
他们能够应对各种复杂的焊接需求,解决焊接过程中的问题,并具备焊接项目的管理和指导能力。
焊工高级证书通常要求焊工有多年的焊接经验,并通过一系列的考试和实践评估。
4. 自动焊工证书自动焊工证书是针对自动焊接设备操作人员的专业证书。
自动焊工需要熟练掌握自动焊接设备的使用和维护,能够进行各种自动化焊接任务。
持有自动焊工证书的焊工通常在大型工程项目中工作,他们的技能对于提高焊接效率和质量非常重要。
5. 焊接检验员证书焊接检验员证书是对焊接质量的评估和控制进行监督的证书。
焊接检验员需要具备严格的焊接标准和检验方法的知识,能够对焊接过程和焊接接头进行全面的检查和评估。
持有焊接检验员证书的人员通常在焊接工程的质量控制部门或独立的第三方机构工作。
焊工证书的种类多样,每个证书都对焊工的技能水平和专业能力有着不同的要求和认可。
持有相应的焊工证书可以为焊工提供更多的职业机会和发展空间。
因此,对于从事焊接行业的人员来说,获得适合自己技术水平的焊工证书是非常重要的。
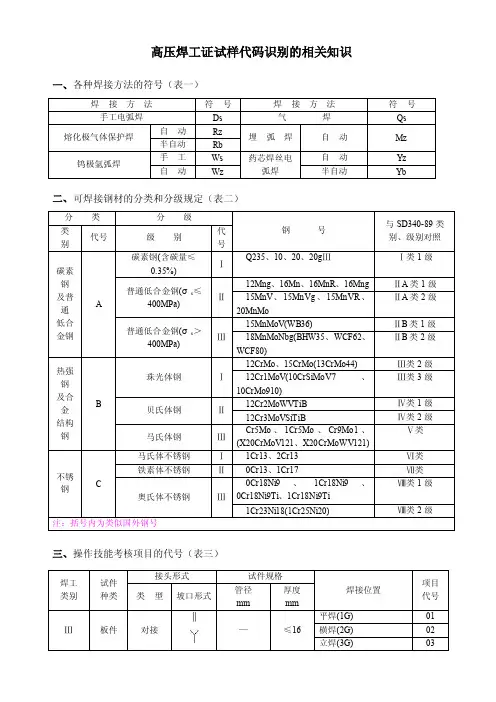
高压焊工证试样代码识别的相关知识一、各种焊接方法的符号(表一)
二、可焊接钢材的分类和分级规定(表二)
三、操作技能考核项目的代号(表三)
四、焊接位置示意图
五、试样代码由焊接方法、钢材类级别、项目代号和焊条涂料类型等四个部分组成:
——焊接方法直接标出各种方法的符号(表一);
——钢材类级别直接标出归属的类级(表二);
——项目代号以阿拉伯数字两位表示(表三);
——焊条涂料类型分为酸性焊条(以“S”表示)和碱性焊条(以“J”表示)。
代码编写举例:Ws/DsAⅡ-××J。
Ws/Ds为氩弧焊打底、电焊盖面;
AⅡ为A类钢Ⅱ级(如16Mn);
××为项目代号;
J为碱性焊条。
不同的发证机构的代码略有不同
如广州质量技术监督局发的证得代码:GTAW–Ⅳ–6G–5/51–02 GTAW表示全氩弧焊;SMAW表示电焊;
Ⅳ表示四类钢材(管材);
6G表示管材45°角固定;
5/51表示管材是Φ51×5mm;
02表示氩弧焊材的成分;。
焊工证有几种怎么分类?你知道自己需要的是哪种吗?经过40多年的发展,我国焊接行业经过40多年的发展,目前焊接自动化率仅为20%左右,国家从上世纪末开始逐步推广气体保护焊,取代手工电弧焊,现已初见成效.焊接技术在这一领域将大有所为。
电焊工人由于福利待遇优越和广阔的就业空间而成为现代许多年轻人就业的首选,但因其属特殊工种,对操作人员的要求也很高,在上岗前必须持焊工证,许多人因此开始考取证书。
以下为大家介绍焊工证分为哪些几种,想报考的小伙伴千万不要搞错。
焊工证也分为很多种,分清这些种类,能帮助大家更清楚自己需要的是哪种或哪几种证书。
焊工证常用的一般分为二种,分别是焊工特种作业操作证、焊工资格证。
最常见也是用得最多的是焊工特种作业操作证和焊工资格证,另外特种设备焊工证则是专门焊接管道用的,所属范围较小,主要是由技术质量监督局颁发。
焊工特种作业操作证,俗称焊工上岗证,由应急局原安监局颁发,是一种电子证书,全称是熔化焊接与热切割作业,这个证书主要证明你具有此工种安全操作的知识和能力,一般是6年有效期,每3年一审,复审时间前2-3个月申请复审即可。
第一种:上岗必备证书(工厂内,工地上都可)熔化焊接与热切割操作证第二种、建筑焊工证建筑焊工证,适用于建筑工地施工现场使用,发证单位是直辖市的当地建交委,省级单位是当地城乡建设厅。
住建厅颁发的建筑焊工证与应急管理局颁发的焊工操作证的区别就在于,建筑焊工证只能在建筑行业内部使用,焊工操作证适用于建设行业以外的各行业使用。
建筑焊工证也是三年一复审,六年一换证。
第三种、焊工职业资格等级证(发展到管理层必备证书)焊工职业资格等级证,简称“焊工等级证”,是资格证书,由人社部颁发。
焊工等级证反映的是焊工的技能水平,是用人单位招聘、录用的主要依据,也是从业人员升职加薪、职称评定的必备证书。
等级证分为五个等级:五级(初级)、四级(中级)、三级(高级)、二级(技师)、一级(高级技师)。

焊工证代号Tomorrow Will Be Better, February 3, 2021一、代号:SMAW-II-1G-12-F3J SMAW-I-5GK5/60-F3J GTAW-II-6G-3/89-021、SMAW-焊接方法代号;2、II—材料类别3、1G—试件型式4、12—试件厚度5、5/60—厚度/管外径6、F3J—焊条类型7、02—焊接要素二、焊接方法代号1、SMAW—焊条电弧焊2、OFW—气焊3、GTAW—钨极气体保护焊4、GMAW—熔化极气体保护焊5、SAW—埋弧焊6、ESW—电渣焊7、FRW—摩擦焊8、SW—螺柱焊三、材料类别1、钢号分类及代号I 碳素钢: Q195、Q215、Q235、10、15、20、25、20R、20g、20G、22g、HP245、HP265、L175、L210、S205;II 低合金钢: HP295、HP325、HP345、HP365、L245、L290、L320、L360L415、L450、L485、L555、S240、S290、S315、S360、S385、S415、S450、S480、12Mng、16Mn、16Mng、16MnR、15MnNIR15MnV、15MnVR、20MnMo、10MnWVNB、13MnnIMonBR20MnMonB、07MnCRMoVR 、12CrMo、12CrMoG、15CrMo15CrMor、15CrMoG、14Cr1Mo、14Cr1MoR12Cr1MoV、12Cr1MoVG、12Cr2Mo、12Cr2Mo1、12Cr2Mo1R12Cr2MoG、12Cr2MoWVTiB、12Cr3MoVSiTiB 09MnD09MnnID、09MnnIDR、16MnD、16MnDR、15MnNIDR20MnMoD、07MnnICrMoVDR、08MnnICrMoVD、10nI3MoVDIII 马氏体不锈钢、铁素体不锈钢:1Cr5M o、0Cr13、1Cr13、1Cr17、1Cr9Mo1IV奥氏体不锈钢:0Cr19Ni9、0Cr18Ni12Mo2Ti、0Cr23Ni13、0Cr18Ni9Ti00Cr17Ni14Mo2、0Cr25Ni20、0Cr18Ni11Ti0Cr18Ni12Mo3T i、00Cr18Ni5Mo3Si2、00Cr18Ni1000Cr19Ni13Mo3、1Cr19Ni9、00Cr19Ni110Cr19Ni13Mo3、1Cr19Ni11T i、1Cr23Ni18四、试件型式1、1G—板状对接平焊、管状对接水平转动:平2、2G—板状对接横焊、管状对接垂直固定:横平3、3G—板状对接立焊:立横平4、4G—板状对接仰焊:仰平横5、5G—管状对接固定向上焊:仰平立6、5GX—管状对接固定向下焊:仰平立向下仰45.7、6G—管状对接固定向上焊:仰平横立8、6GX—管状对接固定向下焊:仰平立向下横仰9、2FRG—管板角水平转动:平横10、2FG—管板角垂直固定平焊:平横2FGK-管板垂直固定平焊带垫板11、4FG—管板角垂直固定仰焊:平、横、仰12、5FG—管板角水平固定仰焊:平、横、立、仰4513、6FG—管板角固定:平、横、立、仰所有位置14、1S—螺柱焊:平焊15、2S—螺柱焊:横焊16—4S—螺柱焊:仰焊五、试件厚度1、对接焊缝<12 不限 2×t、t不得小于12㎜,且焊缝不少于3层2、管材试件外径D 适用于管材焊件外径范围:<25 D 不限、25≤D<76 25 不限、≥76 76 不限、≥300注管材向下焊试件 76 不限六、焊条类型1、F1—钛钙型: E××03 GB/T5117 GB/T5118 GB/T983奥氏体、双相钢焊条除外2、F2—纤维素型: E××10、E××11、E××10-X、E××11-X3、F3—钛型、钛钙型:E××××-16、E××××-174、F3J—低氢型、碱性:F3J E××15、E××16、E××18、E××48、E××15X、E××16XE××18X 、E××48X、E××××-15、E××××-16E××××-175、F4—钛型、钛钙型:E××××-16、E××××-17 F4 GB/T983奥氏体、双相钢焊条6、F4J—碱性:E××××-15、E××××-16、E××××-17七、焊接要素代号1、手工钨极气体保护填充金属焊丝:无01、实芯02、药芯032、机械化焊钨极气体保护自动稳压系统:有04、无053、自动跟踪系统:有06、无074、每面坡口内焊道:单道08、多道09GTAW-II-6G-3/89-02:代表氩弧焊水平固定管全位置焊接 ,试件为89低合金钢壁厚为3mm,填充焊丝为实心单面焊双面成型;SMAW-II-6GK-7/89-F3.代表手把焊水平固定管全位置焊接单面焊双面成型试件为89低合金钢壁厚为7mm,焊条为钛型钛钙型单面焊双面成型;SMAW-Ⅱ-1G-12-F3J SMAW表示手工电弧焊,II表示低合金结构钢,1G表示水平焊接双面成型,12试板是12毫米厚,F3J所用焊条是低氢型或碱型SMAW表示手工电弧焊,Ⅱ表示2类钢,1G表示平焊位置板材,12表示厚度MM,F3J表示焊条药皮性质;GTAW-II-6G-3/89-02.代表氩弧焊水平管全位置焊接单面焊双面成型SMAW-II-6GK-7/89-F3.代表手把焊水平管全位置焊接单面焊双面成型GTAW-II-6G-3/89-02.代表氩弧焊水平固定管全位置焊接 ,试件为89低合金钢壁厚为3mm,填充焊丝为实心单面焊双面成型;SMAW-II-6GK-7/89-F3.代表手把焊水平固定管全位置焊接单面焊双面成型试件为89低合金钢壁厚为7mm,焊条为钛型钛钙型单面焊双面成型;焊工项目-5G51-F1是什么意思SMAW-----------焊条电弧焊I--------------碳素钢2FGK---------管板垂直固定平焊带垫板12/5管子的直径/板的厚度F-钛钙型焊条Exx035G-------------管的水平固定焊51---------管壁厚度/管的直径。
焊工证介绍
做焊工必须得有焊工证,因为经专门的安全技术培训并考核合格,取得《中华人民共和国特种作业操作证》后,方可上岗作业。
国家安全生产监督管理总局(以下简称安全监管总局)指导、监督全国特种作业人员持有的焊工证的安全技术培训、考核、发证、复审工作。
特种作业人员持有的焊工证应当接受与其所从事的特种作业相应的安全技术理论培训和实际操作培训。
焊工证分类
焊工证有两种,一种是安监局的焊工操作证,大多数焊工都是从事熔化焊接与热切割作业,一种是劳动局的焊工等级证,分焊工,电焊工。
1、特种作业操作证:焊工(俗称操作证、上岗证),大多数焊工持有熔化焊接与热切割作业操作证。
自2010年后,老版特种作业操作证(IC卡)样本改用二代身份证似的IC卡类新版中华人民共和国特种作业操作证样本,复审为三年一审。
2、职业资格证书:焊工(俗称等级证),分类:我国职业资格证书分为五个等级:初级(五级)、中级(四级)、高级(三级)、技师(二级)和高级技师(一级)。
熔化焊接与热切割作业操作证(电焊、气焊、弧焊、电焊气割、其他),也叫上岗证,发证机构----安全生产监督管理局,上岗必备证书。

焊工证标准
焊工证又称:熔化焊接与热切割作业操作证,属于特种作业操作证,该证书是由安监局进行颁发的正规证书,证书是一张IC卡片的样式,证书每六年需要进行一次换证,每三年需要进行一次复审,(复审需要至少提前2个月,复审需要参加理论考试,不考实操)那报考焊工证的标准是什么呢?
1、年满18周岁,且不超过55周岁;
2、具有初中及以上文化程度;
3、身体健康,无高血压、心脏病、癫痫病、眩晕症等妨碍本作业的其他疾病及生理缺陷;
4、具备必要的安全技术知识与技能;
5、相应特种作业规定的其他条件。
焊工证资格项目释义
特种设备焊接作业人员证书资格项目释义
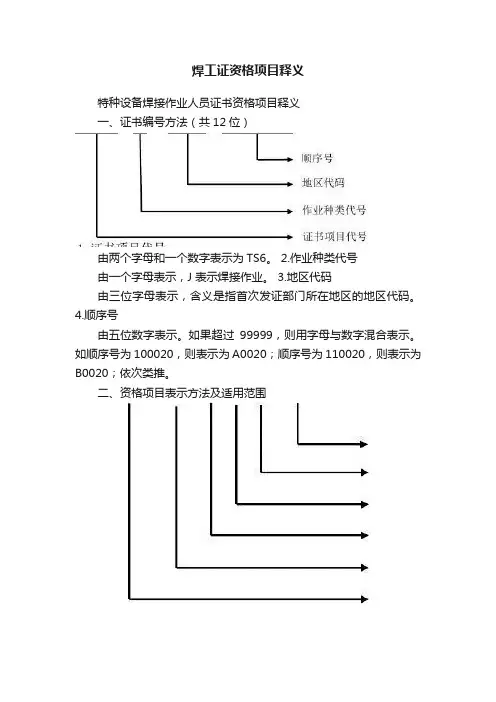
一、证书编号方法(共12位)
由两个字母和一个数字表示为TS6。
2.作业种类代号
由一个字母表示,J 表示焊接作业。
3.地区代码
由三位字母表示,含义是指首次发证部门所在地区的地区代码。
4.顺序号
由五位数字表示。
如果超过99999,则用字母与数字混合表示。
如顺序号为100020,则表示为A0020;顺序号为110020,则表示为B0020;依次类推。
二、资格项目表示方法及适用范围
SMAW-Ⅲ
表1 本工程常用焊接方法代号
表2常用钢号分类代号及适用范围
表3焊接位置及适用范围
(平立仰)
(全位置)
表5 手工焊对接焊缝试件适用于金属厚度范围(mm)
表6管材对接焊缝试件适用于对接焊缝焊件外径范围(mm)
表7焊条药皮代号及适用范围。
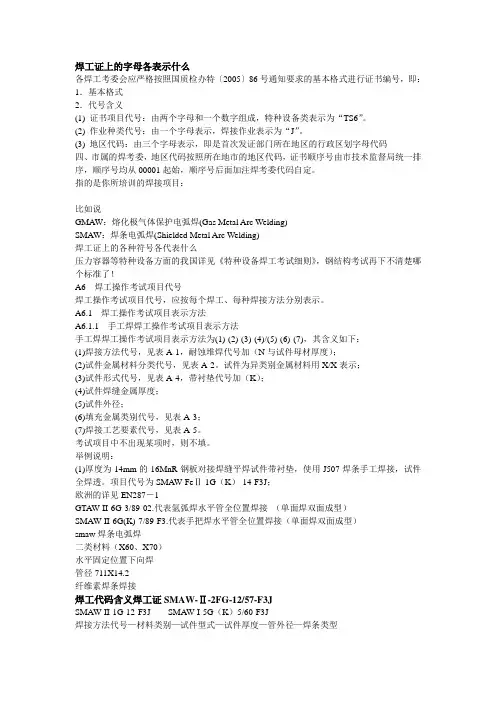
焊工证上的字母各表示什么各焊工考委会应严格按照国质检办特〔2005〕86号通知要求的基本格式进行证书编号,即:1.基本格式2.代号含义(1) 证书项目代号:由两个字母和一个数字组成,特种设备类表示为“TS6”。
(2) 作业种类代号:由一个字母表示,焊接作业表示为“J”。
(3) 地区代码:由三个字母表示,即是首次发证部门所在地区的行政区划字母代码四、市属的焊考委,地区代码按照所在地市的地区代码,证书顺序号由市技术监督局统一排序,顺序号均从00001起始,顺序号后面加注焊考委代码自定。
指的是你所培训的焊接项目:比如说GMAW:熔化极气体保护电弧焊(Gas Metal Arc Welding)SMAW:焊条电弧焊(Shielded Metal Arc Welding)焊工证上的各种符号各代表什么压力容器等特种设备方面的我国详见《特种设备焊工考试细则》,钢结构考试再下不清楚哪个标准了!A6 焊工操作考试项目代号焊工操作考试项目代号,应按每个焊工、每种焊接方法分别表示。
A6.1 焊工操作考试项目表示方法A6.1.1 手工焊焊工操作考试项目表示方法手工焊焊工操作考试项目表示方法为(1)-(2)-(3)-(4)/(5)-(6)-(7),其含义如下:(1)焊接方法代号,见表A-1,耐蚀堆焊代号加(N与试件母材厚度);(2)试件金属材料分类代号,见表A-2。
试件为异类别金属材料用X/X表示;(3)试件形式代号,见表A-4,带衬垫代号加(K);(4)试件焊缝金属厚度;(5)试件外径;(6)填充金属类别代号,见表A-3;(7)焊接工艺要素代号,见表A-5。
考试项目中不出现某项时,则不填。
举例说明:(1)厚度为14mm的16MnR钢板对接焊缝平焊试件带衬垫,使用J507焊条手工焊接,试件全焊透。
项目代号为SMAW-FeⅡ-1G(K)-14-F3J;欧洲的详见EN287-1GTAW-II-6G-3/89-02.代表氩弧焊水平管全位置焊接(单面焊双面成型)SMAW-II-6G(K)-7/89-F3.代表手把焊水平管全位置焊接(单面焊双面成型)smaw焊条电弧焊二类材料(X60、X70)水平固定位置下向焊管径711X14.2纤维素焊条焊接焊工代码含义焊工证SMAW-Ⅱ-2FG-12/57-F3JSMAW-II-1G-12-F3J SMAW-I-5G(K)5/60-F3J焊接方法代号—材料类别—试件型式—试件厚度—管外径—焊条类型※焊机操作工代号仅有三项:方法、试件形式、焊接要素代号表1焊接方法代号焊接方法代号焊条电弧焊SMAW气焊OFW钨极气体保护焊GTAW熔化极气体保护焊GMAW埋弧焊SAW电渣焊ESW摩擦焊FRW螺柱焊SW表2钢号分类及代号类别代号典型钢号示例碳素钢I Q195 Q215 Q235 10 15 20 25 20R 20g 20G 22g HP245 HP265L175 L210 S205低合金钢II HP295 HP325 HP345 HP365 L245 L290 L320 L360 L415 L450L485 L555 S240 S290 S315 S360 S385 S415 S450 S480 12Mng 16Mn16Mng 16MnR 15MnNIR 15MnV 15MnVR 20MnMo 10MnWVNB 13MnnIMonBR 20MnMonB 07MnCRMoVR 12CrMo 12CrMoG 15CrMo 15CrMor15CrMoG 14Cr1Mo 14Cr1MoR 12Cr1MoV 12Cr1MoVG 12Cr2Mo 12Cr2Mo1 12Cr2Mo1R 12Cr2MoG 12Cr2MoWVTiB 12Cr3MoVSiTiB 09MnD 09MnnID 09MnnIDR 16MnD 16MnDR 15MnNIDR 20MnMoD 07MnnICrMoVDR 08MnnICrMoVD 10nI3MoVD马氏体不锈钢、铁素体不锈钢III 1Cr5Mo 0Cr13 1Cr13 1Cr17 1Cr9Mo1奥氏体不锈钢IV 0Cr19Ni9 0Cr18Ni12Mo2Ti 0Cr23Ni130Cr18Ni9Ti 00Cr17Ni14Mo2 0Cr25Ni200Cr18Ni11Ti 0Cr18Ni12Mo3Ti 00Cr18Ni5Mo3Si200Cr18Ni10 00Cr19Ni13Mo3 1Cr19Ni900Cr19Ni11 0Cr19Ni13Mo3 1Cr19Ni11Ti1Cr23Ni18表3试件形式、位置代号适用于焊件位置试件形式试件位置代号板材与管径大于600㎜的管材板材与管径小于600㎜管材角焊缝位置管板角接头焊件位置板状对接焊缝试件平焊1G 平平平横焊2G 平、横平、横平、横立焊3G 平、立平平、横、立仰焊4G 平、仰平平、横、仰管状对接焊缝试件水平转动1G 平平平垂直固定2G 平、横平、横平、横水平固定向上焊5G 平、立、仰平、立、仰平、立、仰向下焊5GX 平、立向下、仰平、立向下、仰平、立向下、仰45.固定向上焊6G 平、横、立、仰平、横、立、仰平、横、立、仰向下焊6GX 平、立向下、横、仰平、立向下、横、仰平、立向下、横、仰管板角接头试件水平转动2FRG 平、横2FG垂直固定平焊2FG 平、横2FRG、2FG垂直固定仰焊4FG 平、横、仰4FG、2FG水平固定5FG 平、横、立、仰5FG、2FRG、2FG45.固定6FG 平、横、立、仰所有位置螺柱焊平焊1S横焊2S仰焊4S表4手工焊对接焊缝试件适用与对接焊缝焊件焊缝金属厚度范围焊缝形式试件母材厚度适用与焊件焊缝金属厚度最小值最大值对接焊缝<12 不限2×t≥12 不限不限(注)注:t不得小于12㎜,且焊缝不少于3层表5 手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围管材试件外径D 适用于管材焊件外径范围最小值最大值<25 D 不限25≤D<76 25 不限≥76 76 不限≥300(注)76 不限注:管材向下焊试件表5-1手工焊管板角接头试件适用于管板角接头焊件范围管板角接头试件管外径D 适用于焊件范围管外径管壁厚度焊缝金属厚度范围最小值最大值不限最小值最大值<25 D 不限不限当S0≤12时,2t;当S0≥12时(注),不限25≤D<76 25≥76 76注:当S0≥12时,t应不小于12㎜,且焊缝不得少于3层S0为管板厚度表6焊条类、别代号及适用范围焊条类别焊条类别代号相应型号适用焊件的焊条范围相应标准钛钙型F1 E××03 F1 GB/T5117GB/T5118GB/T983(奥氏体、双相钢焊条除外)纤维素型F2 E××10、E××11E××10-X、E××11-X F1、F2钛型、钛钙型F3 E×××(×)-16E×××(×)-17 F1、F3低氢型、碱性F3J E××15、E××16E××18、E××48E××15X、E××16XE××18X 、E××48XE×××(×)-15E×××(×)-16E×××(×)-17 F1、F3、F3J钛型、钛钙型F4 E×××(×)-16E×××(×)-17 F4 GB/T983(奥氏体、双相钢焊条)碱性F4J E×××(×)-15E×××(×)-16E×××(×)-17 F4、F4J表7焊接要素代号焊接要素要素代号手工钨极气体保护填充金属焊丝无01实芯02药芯03机械化焊钨极气体保护自动稳压系统有04无05自动跟踪系统有06无07每面坡口内焊道单道08多道09焊工项目SMAW-I-2FG(K)-12/51-F1是什么意思?焊工项目SMAW-I-5G-3.5/51-F1是什么意思?SMAW-----------焊条电弧焊I--------------碳素钢2FG(K)---------管板垂直固定平焊(带垫板)12/51----------管子的直径/板的厚度F1-------------钛钙型焊条Exx03 5G-------------管的水平固定焊 3.5/51---------管壁厚度/管的直径焊接项目:SMAW-I-1G-12-F1,各个部分的表示含义?SMAW :表示焊条手工电弧焊;I:表示母材为第一组,即碳素钢1G:表示板材对接焊缝试件水平焊接位置或管材对接焊缝试件水平转动位置;12:表示考核试板厚度是12mm;F1:表示使用钛钙型药皮电焊条。
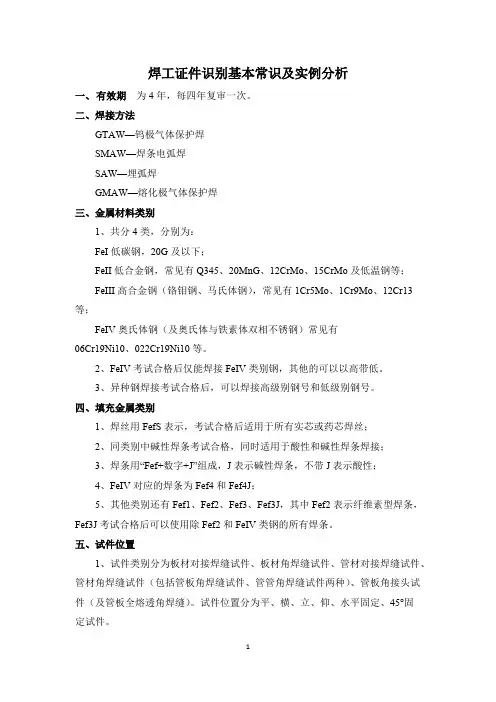
焊工证件识别基本常识及实例分析一、有效期为4年,每四年复审一次。
二、焊接方法GTAW—钨极气体保护焊SMAW—焊条电弧焊SAW—埋弧焊GMAW—熔化极气体保护焊三、金属材料类别1、共分4类,分别为:FeI低碳钢,20G及以下;FeII低合金钢,常见有Q345、20MnG、12CrMo、15CrMo及低温钢等;FeIII高合金钢(铬钼钢、马氏体钢),常见有1Cr5Mo、1Cr9Mo、12Cr13等;FeIV奥氏体钢(及奥氏体与铁素体双相不锈钢)常见有06Cr19Ni10、022Cr19Ni10等。
2、FeIV考试合格后仅能焊接FeIV类别钢,其他的可以以高带低。
3、异种钢焊接考试合格后,可以焊接高级别钢号和低级别钢号。
四、填充金属类别1、焊丝用FefS表示,考试合格后适用于所有实芯或药芯焊丝;2、同类别中碱性焊条考试合格,同时适用于酸性和碱性焊条焊接;3、焊条用“Fef+数字+J”组成,J表示碱性焊条,不带J表示酸性;4、FeIV对应的焊条为Fef4和Fef4J;5、其他类别还有Fef1、Fef2、Fef3、Fef3J,其中Fef2表示纤维素型焊条,Fef3J考试合格后可以使用除Fef2和FeIV类钢的所有焊条。
五、试件位置1、试件类别分为板材对接焊缝试件、板材角焊缝试件、管材对接焊缝试件、管材角焊缝试件(包括管板角焊缝试件、管管角焊缝试件两种)、管板角接头试件(及管板全熔透角焊缝)。
试件位置分为平、横、立、仰、水平固定、45°固定试件。
2、角焊缝用“数字+F”表示,对接焊缝用“数字+G”表示,管板角接头比较特殊,用“数字+FG”表示(因为其既是角焊缝F,又是熔透焊缝G)。
3、数字中,1表示平焊,2表示横焊,3表示立焊,4表示仰焊,5表示水平固定焊,6表示45°固定焊。
4、管材由于是圆的,没有立焊,即没有“3”,而板材则没有水平固定和45°固定,即“5”和“6”。
5、举例:“2G”表示“板材对接横焊”或者“管材对接横焊(也叫垂直固定试件)”,“5G”表示“管材对接水平固定”,“3F”表示“板材角接立焊”,“4F”表示“板材角接仰焊”和“管材角焊缝垂直固定仰焊”。
焊天然气管道焊工证样式全文共四篇示例,供读者参考第一篇示例:焊天然气管道是一项重要的工作,需要经过专业的培训和认证才能进行。
为了确保焊接质量和安全性,焊工需要持有相应的证书。
焊天然气管道焊工证是焊工身份的重要证明,也是参与焊接工作的基本条件之一。
焊天然气管道焊工证的样式通常包括以下内容:证书名称、证书编号、姓名、性别、出生日期、身份证号码、发证日期、有效期限、签发机构、有效性验证方式等。
证书通常还会有焊工的照片和指纹信息,以确保证书的真实性和唯一性。
持有焊天然气管道焊工证的人员必须具备相关的技能和经验,通过国家相关部门的考试才能获得证书。
焊工证不仅是证明焊工技术水平的凭证,也是焊接工作者合法从事焊接工作的证明。
在申请焊天然气管道焊工证时,焊工需要提供相关的证明材料,如身份证、学历证书、职业资格证书等。
通过审核后,焊工可以领取焊工证,并开始从事焊接工作。
持有焊天然气管道焊工证的人员在工作过程中要遵守相关的安全规定和操作规程,确保焊接过程安全可靠。
焊工还需要不断提升自己的技能和知识水平,不断学习新的焊接技术和工艺,以提高工作质量和效率。
焊天然气管道焊工证是焊工从事焊接工作的必备证件,是保障焊接质量和安全性的重要措施。
持有焊工证的焊工必须具备相关的技能和经验,才能胜任焊接工作,确保管道的安全和可靠运行。
希望所有从事焊接工作的人员都能严格遵守相关规定,做好焊接工作,保障人民群众的生命财产安全。
【只要文字】第二篇示例:焊天然气管道是一项非常重要的工作,因为天然气管道系统承担着供应生活和工业用气的重要使命。
为了确保天然气管道系统的安全和稳定运行,需要有经过专业培训和严格考核的焊工来进行管道的焊接工作。
为了证明焊工的专业能力和资质,一般会颁发焊工证书。
下面就让我们来看一下关于焊天然气管道焊工证样式的内容。
焊天然气管道焊工证的样式会包括证书的标题,一般是“焊天然气管道焊工证书”,字体一般会比较大,以突出证书的重要性和正式性。
TUV焊工证模板在我国,焊接是一种传统的制造业,尤其在家电、建筑、机械、汽车、电子、纺织等行业,焊接是一项非常重要的工作,焊工就是将金属材料加热到一定温度后制成各种构件、部件上所使用得工艺。
焊工就像焊接汽车一样,是现代工业生产里不可或缺的一个环节。
我国企业目前从事焊工主要有两类:一类是机械制造行业或轻工行业;一类是电力、电子、化工、医药等行业企业进行焊接生产的电焊工。
我国电焊工人从业人数约占电焊工总数的三分之一左右,约400万名电焊工常年处于不间断工作状态,而且正以每年40%速度递增。
每年约有10万名电焊工人失业,其中近一半为农民工,就业形势非常严峻。
在我国电焊工人主要从事电焊操作、电弧焊、等离子弧焊等电焊工种和在特殊材料上焊接成型工艺等非电焊工种。
电焊工在国内市场竞争激烈,特别是在家电、汽车等行业占据主导地位。
1.电焊工证模板对焊接作业人员的安全意识和操作技能要求较高,必须持证上岗,否则将受到相关部门的处罚,影响个人职业发展和晋升。
电焊工证模板但是,随着经济快速发展,社会不断进步,电焊工从业者也随之变化,有很多行业逐步向电焊工种倾斜,使得很多人不懂电焊工证模板这个行业,很多人都会给焊工证模板打电话来咨询,那么该如何办理呢?1、找专业人员办理:很多人都会选择找专业人员来办理电焊工证模板,一般情况下都会安排一个电焊工去学习相应的专业知识,毕竟自己想要学习一个相关技术就需要花费一定的时间与精力了。
当然在选择办理电焊工证模板之前也可以找一个当地专业人员去办理,因为当地情况与办理证件时的经验是不一样的,因此最好是找一个当地有经验的人员来办理证件。
2、证件办理:电焊工证模板有两种方式可以办理:去当地劳动保障部门(劳动监察大队)领取电焊工证模板并按照要求携带相关证件到当地劳动保障部门办理即可;或者直接联系当地劳动保障部门(劳动监察大队)申请办理。
3、网络办理:也可以直接联系当地的网络办执照平台进行办理。
总之为了自身发展需要及时了解所办理证件所需要的资料与费用以及办理步骤,以防影响自己正常工作而耽误时间和进度..2.电焊工证模板不得涂改焊接操作记录和安全操作规程,应当认真阅读质量管理手册的内容,并对工作进行认真、细致的记录;应当对操作人员的基本素质进行审查,并进行技术交底;特种设备作业人员必须取得特种设备作业资格证书和特种设备操作资格考试合格证书,方可从事相应用途的特种设备作业。
电焊作业资格证书摘要:1.电焊作业资格证书的简介2.电焊作业资格证书的分类3.申请电焊作业资格证书的条件4.电焊作业资格证书的考试内容5.电焊作业资格证书的发放与有效期6.电焊作业资格证书的作用与意义正文:电焊作业资格证书是针对电焊作业人员的一项专业资格认证,旨在确保电焊作业的安全与质量。
在我国,电焊作业属于特种作业,必须持证上岗。
本文将详细介绍电焊作业资格证书的相关内容。
1.电焊作业资格证书的简介电焊作业资格证书,简称焊工证,是证明持证人具备从事电焊作业所需专业知识和技能的证书。
焊工证分为五个等级:初级、中级、高级、技师和高级技师,分别对应不同的电焊作业范围和技能水平。
2.电焊作业资格证书的分类焊工证根据电焊作业的类型和性质,分为以下几类:- 普通焊工证:适用于一般金属结构件的焊接作业;- 压力容器焊工证:适用于压力容器及其附件的焊接作业;- 特种设备焊工证:适用于锅炉、压力管道等特种设备的焊接作业;- 船舶焊工证:适用于船舶及海洋工程结构的焊接作业。
3.申请电焊作业资格证书的条件申请焊工证需要满足以下条件:- 年满18周岁;- 身体健康,无妨碍从事电焊作业的疾病和生理缺陷;- 初中及以上学历;- 具备一定的电焊专业知识和技能,参加并通过焊工证考试。
4.电焊作业资格证书的考试内容焊工证考试分为理论考试和实际操作考试两部分。
理论考试主要测试考生对电焊专业知识的掌握程度,包括焊接原理、焊接材料、焊接方法、焊接设备等方面的知识。
实际操作考试主要测试考生的焊接技能水平,根据不同类型的焊工证,考试内容和要求也有所不同。
5.电焊作业资格证书的发放与有效期焊工证由安全生产监管部门颁发,有效期为五年。
持证人应在证书有效期满前3个月内向原发证机关申请换证。
6.电焊作业资格证书的作用与意义持有焊工证是从事电焊作业的必备条件,也是保障电焊作业安全和质量的重要手段。
焊工证可以证明持证人具备一定的专业知识和技能,能够胜任相应的电焊作业,有效降低电焊作业事故的发生。
特种设备作业焊工证拥有了焊工的操作证只是做焊接工人的第一步,要做焊接师傅,那需要考这个证了。
特种设备作业焊工证:俗称高压焊工证,压力容器证。
是由质量技术监督管理局即质监局颁发的,专门用于焊接管道的焊工证件,权威性和使用效果比较强。
办理焊工证,特种作业证等咨询V:619483098这个证件为什么说是作为焊接师傅的重要证件?因为焊工操作证只是用于焊接比较简单的焊接件,一般日常家用的,焊个桌子,椅子之类的简单纯焊接。
而这个特种设备作业主要是用于焊接管道,起重机,压力容器等高位特种设备!等级完全不一样。
而这个证件也是需要到在有资质的培训中心进行培训,然后通过理论考核和技能操作考核及格后签发证书。
最后,提醒大家,想考焊工证的朋友,尤其是真正想从事这个行业的朋友,一定要打好基础,选择一所专业的学校,焊工看起来很简单,实际上很多东西如果没有经过系统的培训,想学透可没那么简单。
八种交警手势信号答题技巧.停止信号:左臂由前向上直伸,掌心向前;直行信号:两手平伸右手摆;左转弯信号:右臂向前平伸,左手向右摆动;右转弯信号:左臂向前平伸,右手向左摆动;左转弯待转信号:左臂向左平伸成45度,上下摆动;变道信号:右臂向前平伸,掌心向左,右臂向左水平摆动;减速慢行信号:右臂向右前方平伸,掌心向下,平直向下摆动;示意车辆靠边停车信号:左臂由前向上直伸,掌心向前,右臂向前摆动。
扣留机动车:未悬挂车牌、检验合格标志、保险标志;未携带行驶证、伪造相关证件或使用其他车辆证件;在一个计分周期达到12分。
警告:不按规定挂号牌。
拘留15天:未有有效驾驶证(被吊销、被暂扣等)、造成交通事故后逃逸但不构成犯罪(逃逸吊销,终身不能重新取得)。
吊销:将车给没有驾驶资格的人、超速50%、非法改装车辆、报废、无正当理由逾期不接受处理。
有期徒刑:犯交通肇事罪的,处3年以下有期徒刑或者拘役;因交通事故逃逸致人死亡的,处7年以上15年以下。
最低最高时速答题技巧【普通公路】在没有限速标志、标线的道路情况下的最高时速:没有道路中心线的城市道路为30公里,公路为40公里;同方向只有一条机动车道的城市道路为50公里,公路为70公里。
焊工证类型随着社会的发展和进步,焊工作为一项重要的职业,对于焊工来说,拥有相关的焊工证书是非常重要的。
焊工证书的种类繁多,每种证书都代表着不同的专业能力和技术水平。
本文将分别介绍几种常见的焊工证书类型。
1. 焊接操作工证书焊接操作工证书是最基本的焊工证书,适用于从事简单焊接工作的人员。
持有此证书的焊工,能够独立进行基本的焊接工作,如手工电弧焊、气焊、切割等。
这类证书培训周期较短,一般为几个月至半年不等。
2. 焊接工艺工程师证书焊接工艺工程师证书是较高级别的焊工证书,适用于从事焊接工艺设计与管理的人员。
持有此证书的焊工,能够熟练掌握焊接工艺与技术,具备焊接工艺设计、焊接工艺评定和焊接质量控制等能力。
这类证书培训周期较长,一般为数年至数十年不等。
3. 焊接质量检验员证书焊接质量检验员证书是用于从事焊接质量检验工作的人员。
持有此证书的焊工,能够熟练掌握焊接质量检验的相关知识和技术,能够进行焊接缺陷的检测和评定,确保焊接质量符合标准要求。
这类证书培训周期较短,一般为数个月至一年不等。
4. 焊接工程师证书焊接工程师证书是较高级别的焊工证书,适用于从事焊接工程设计与管理的人员。
持有此证书的焊工,能够独立进行焊接工程设计和管理,具备焊接工程的规划、设计、施工和验收等能力。
这类证书培训周期较长,一般为数年至数十年不等。
5. 焊接技师证书焊接技师证书是较高级别的焊工证书,适用于从事焊接技术研究和创新的人员。
持有此证书的焊工,能够深入研究焊接技术,具备创新和解决复杂焊接问题的能力。
这类证书培训周期较长,一般为数年至数十年不等。
6. 焊接督导员证书焊接督导员证书适用于从事焊接现场管理和指导工作的人员。
持有此证书的焊工,能够对焊接工作进行全面监督和管理,确保焊接工作按照规范进行,并负责指导焊工进行操作和技术培训。
这类证书培训周期较长,一般为数年至数十年不等。
总结来说,不同的焊工证书代表着不同的职业水平和技术能力。
焊工们可以根据自身的职业需求和发展计划,选择适合自己的焊工证书进行培训和考取。