注塑机集中供料系统的优缺点介绍
- 格式:docx
- 大小:223.24 KB
- 文档页数:2

节能减排高效生产优化工作环境创建绿色生活自动化大型干燥系统+大型集中供料系统是现代化注塑行业发展趋势.CHINT正泰集团注塑车间中央供料系统作者:卓昆明 Magrao大型中央系统工程包括有大型粉、液体计量、混合系统、水温冷却系统、大型干燥系统以及集中供料系统。
凭借着一流的生产系统的控制技术以及独特的集成设计,为客户量身定做各种生产线方案。
系统工程项目广泛应用于汽车、家电、医药、食品、包装、造粒、薄膜等领域,为客户提供合理、高效的生产线。
粉、液体计量、混合系统凸显了高速混合技术的水平,也奠定了行业内的领先地位。
水温冷却系统集成了温控和水处理两大技术优势,并且配置独特的热能回收装置,大大降低了生产现场的能耗。
大型干燥系统和大型集中供料系统通过集中干燥、远程输送,无差错切换以及连接装置的高度自动化,大幅度提高生产效率,确保生产线的合理性、连续性和安全性。
管道输料/气动断料小料筒:粉体计量混合系统水温冷却循环系统大型干燥系统大型集中供料系统水温冷却循环系统从方案的设计到实际运行,为客户设计最适合的水温冷却循环系统。
冷却塔水处理机组管理干燥:具有自主知识产权的脱湿干燥技术,可有效分离树脂中的水分。
省能源、外型尺寸小。
温控:各种规格的模温机、冷水机,温控精度高,温控速度快,可满足各种水质环境的生产需求。
计量:秤重计量、失重计量、容量计量、输送秤量等等各种规格的计量机,可满足各种粉、粒、液体类材料的高精度计量要求。
输送:真空输送、压送、机械输送、输送秤量等各种规格的输送机,满足各种粉、粒、液体类材料的输送要求。
混合:粉体和颗体的混合,可采用机械混合、回转混合、气力混合、高速混合机等多种方式,混合均匀、混合时间短。
并可根椐客户的不同要求进行客制化设计和制造。
凝聚着粉体.粒体.液体的尖端技术,创建新素材的未来大型干燥系统依托于成熟的行业经验,教科书式的设计,适用于各种原料的集中干燥。
结晶干燥干燥机结晶筒结晶筒集中供料系统从原料的存贮到成型终端,提供系统的设计,制造。
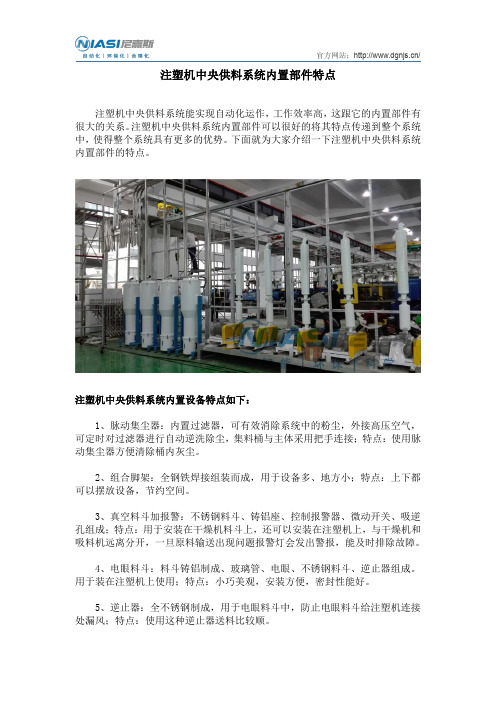
注塑机中央供料系统内置部件特点
注塑机中央供料系统能实现自动化运作,工作效率高,这跟它的内置部件有很大的关系。
注塑机中央供料系统内置部件可以很好的将其特点传递到整个系统中,使得整个系统具有更多的优势。
下面就为大家介绍一下注塑机中央供料系统内置部件的特点。
注塑机中央供料系统内置设备特点如下:
1、脉动集尘器:内置过滤器,可有效消除系统中的粉尘,外接高压空气,可定时对过滤器进行自动逆洗除尘,集料桶与主体采用把手连接;特点:使用脉动集尘器方便清除桶内灰尘。
2、组合脚架:全钢铁焊接组装而成,用于设备多、地方小;特点:上下都可以摆放设备,节约空间。
3、真空料斗加报警:不锈钢料斗、铸铝座、控制报警器、微动开关、吸逆孔组成;特点:用于安装在干燥机料斗上,还可以安装在注塑机上,与干燥机和吸料机远离分开,一旦原料输送出现问题报警灯会发出警报,能及时排除故障。
4、电眼料斗:料斗铸铝制成、玻璃管、电眼、不锈钢料斗、逆止器组成。
用于装在注塑机上使用;特点:小巧美观,安装方便,密封性能好。
5、逆止器:全不锈钢制成,用于电眼料斗中,防止电眼料斗给注塑机连接处漏风;特点:使用这种逆止器送料比较顺。
单一料管管路中;特点:拆接换料方便,密封性能好。
以上就是一些注塑机中央供料系统内置部件的特点介绍,塑料加工在工业生产中占有很大的比重,市场需求量大,应用注塑机中央供料系统可以提供多种供料加工方式,效率高效果好,不仅节约成本,还有效提高产量,给企业带来很多好处。

关于挤出机中央供料系统的介绍
塑料中央供料系统是指利用中央动力源将物料输送到目的地。
塑料中央供料系统可利用中央真空泵把物料从某个集中的地方输送至各个目的机台,塑料中央供料系统也可以利用中央真空泵把位於目的机台旁边小料箱或料袋中的物料输送至各个目的机台。
除了上述利用真空系统的负压输送方式外,挤出机中央供料系统还可采用正压将物料从原始包装输送至料仓。
塑料中央供料系统高效的生产流程整洁的车间环境灵活的车间管理大幅度降低生产成本产品品质显著提高公司形象全面提升,挤出机中央供料系统的主要优势与单机上料相比,中央加料系统的主要优势有以下几个:
1、挤出机中央供料系统节约能源。
塑料中央供料系统与使用单机台的供料设备相比,集中供料系统消耗的能源明显较少;
2、挤出机中央供料系统自动化程度大大提高;
3、挤出机中央供料系统良好整洁的生产环境。
由於原料集中存储或堆放、粉尘集中收集,远离加工生产现场,主机旁的工作条件得到显着改善,大大减少了粉尘的污染,从而提高了生产效率和产品质量;
4、挤出机中央供料系统优化管理。
全厂的塑料处理系统可实现统一的操作控制,大量输送,连续供料,质量稳定。
5、避免人为错误。
通过原料管的编号和控制器组份的设定,消除了所有可能的人为错误;
6、安全。
由於采用了集中供料,降低了现场的设备噪音,扩大了操作空间,且操作人员不需人工搬运和装卸原料;
7、日常维护的工作量少于单机上料。

注塑机中央供料系统及注塑机恒压供水系统工作原理(一)注塑机中央供料系统及注塑机恒压供水系统工作原理注塑机中央供料系统工作原理•注塑机中央供料系统是实现注塑过程中塑料原料的输送和供给的系统。
•该系统主要由原料储料仓、真空输送机、干燥机、吹气机、料斗和控制系统组成。
原料储料仓•原料储料仓用于存放注塑过程中所需的塑料原料。
•原料通过储料仓提供给真空输送机。
真空输送机•真空输送机通过负压的原理将塑料原料从储料仓中吸取,并通过管道输送到注塑机的料斗中。
•真空输送机采用气动系统和控制系统进行控制,实现精确的料量输送。
干燥机•干燥机用于处理原料中的湿气,确保注塑过程中的原料干燥。
•干燥机通过加热和吹风的方式将原料中的湿气除去,提高注塑品质。
吹气机•吹气机用于将原料中的粉尘和杂质吹除,确保注塑过程中的原料纯净。
•吹气机通过风力将原料中的粉尘和杂质吹散,减少注塑机出现堵塞和缺陷的风险。
料斗•料斗是注塑机的输送装置,用于将塑料原料从中央供料系统输送到注塑机的喂料口。
•料斗采用控制系统调整料量和时机,确保注塑过程中的原料供给稳定和准确。
注塑机恒压供水系统工作原理•注塑机恒压供水系统是为注塑过程中的冷却系统提供恒定水压的系统。
•该系统主要由水泵、水箱、水阀和控制系统组成。
恒压供水原理•恒压供水系统通过水泵将水从水箱中抽取,并提供给注塑机的冷却系统。
•注塑机冷却系统中的水阀会根据需要控制水的流量,确保注塑过程中的冷却效果。
•恒压供水系统通过控制水泵的转速,使水压保持恒定,提供稳定的冷却水压。
水泵•水泵是恒压供水系统中的核心设备,用于抽取水并提供给注塑机冷却系统。
•水泵通过转动叶片产生负压,将水从水箱中抽取并通过管道输送到注塑机冷却系统。
水箱•水箱是储存冷却水的容器,保证系统提供持续不断的水源。
•水箱中设有液位控制器,当水位过低时会自动启动水泵进行补水,保持恒定的水压。
水阀•水阀用于控制冷却水的流量,确保注塑过程中的冷却效果。

课题文献综述题目:全电动注塑机的优缺点分析及技术发展趋势学生:指导老师:何亚东一前言我国是塑料制品的消费大国, 而且每年以7%-8%的速度快速增长。
在这期间期间, 油压一机械式注塑机扮演了重要角色, 但在能源日益匿乏、生态环境日益恶化的今天, 油压一机械式注塑机所消耗的能源, 越来越受到人们的重视和关注, 环保式“绿色”伺服电动注塑机的开发己经越来越紧迫和重要。
随着新型合成材料的涌现、高精度注塑件使用范围的扩大及节能环保意识的日益增强, 人们对注塑机的要求进一步提高。
在各种新型精密注塑机中, 最具代表性的为全电动式精密注塑机。
如电子零件、数码相机、手机外壳以及光学器件的精密性不仅对材料的要求很高, 而且对成型技术也提出了相当高的要求。
伺服电动注塑机在解决这类问题上具有得天独厚的优势, 有减轻环境负荷和高性能两大显著特点。
它不仅在节能(耗电量约为一般油压机的1/3)、低噪声、省水(耗水量约为一般油压机的1/12)及电源设备表现出极大的优势, 而且在性能方面具有高注射率、高应答、稳定的注射速度、稳定的背压系统、精确的定位控制、精确的压力闭环、高重复精度、周期短等优点。
因此, 作为“绿色”注塑机, 它的发展不仅符合社会生产力发展的趋势, 而且对发展民族塑机工业并参与国际竞争, 提升整个注塑机行业技术水平具有非常重要的意义。
2 全电动注塑机的技术特点2. 1全电动注射装置全电动注塑机根据注射(螺杆前进/后退)电机的不同分为两种基本结构: 一种是采用旋转电机, 可以很容易产生高速度和高的充模压力; 另一种采用直线电机, 可以实现超高速度注塑。
2. 1. 1 旋转电机驱动注射2. 1. 1. 1 电机通过丝杆传动机构驱动注射螺杆伺服电机驱动滚珠丝杆传动机构时, 可以是传动螺母转动, 丝杆作往复运动; 或者是丝杆转动, 传动螺母作往复运动。
该传动结构又可以分为皮带驱动方式和直接驱动方式:a. 皮带驱动方式是由伺服电机的轴带动皮带轮转动, 再用皮带连接螺杆, 当伺服电机转动时, 动力通过皮带传到螺杆上。

关于塑料制品生产用自动供料系统的研究1. 引言1.1 背景介绍塑料制品生产是现代工业中不可或缺的一环,塑料制品广泛应用于日常生活中的各个领域,如家居用品、交通工具、电子产品等。
随着市场需求的不断增加,塑料制品生产行业也在不断发展和壮大。
传统的塑料制品生产过程中,供料系统是一个非常重要的环节。
传统的供料方式主要依靠人工投料,存在着效率低、安全性差、生产成本高等缺点。
研究和应用自动供料系统成为了塑料制品生产行业的一个重要趋势。
自动供料系统通过自动化设备和控制系统,实现了对原料的精准投放和控制,提高了生产效率,减少了人为错误和浪费,降低了生产成本,提高了生产质量。
自动供料系统在塑料制品生产中具有重要的应用价值。
本文将对塑料制品生产用自动供料系统进行深入研究,探讨其工作原理、优势、关键技术、应用案例和系统改进方向,为塑料制品生产行业的发展提供一定的参考和指导。
1.2 研究意义塑料制品生产是当今工业生产中非常重要的一部分,塑料制品在日常生活中广泛应用,而自动供料系统作为生产过程中的关键环节,其在塑料制品生产过程中的应用具有重要的意义。
研究自动供料系统在塑料制品生产中的意义主要体现在以下几个方面:自动供料系统能够提高生产效率,减少人工操作,降低劳动强度,从而节约人力成本,提高生产效率和产量。
自动供料系统能够减少生产过程中的浪费,精准控制原料供应量,避免过多或过少的供料现象,有效降低生产成本,提高生产效益。
自动供料系统能够提高生产过程中的稳定性和可靠性,减少人为因素对生产过程的影响,保证生产质量和产品质量的稳定性和一致性。
研究自动供料系统在塑料制品生产中的意义,不仅可以推动塑料制品生产技术的发展和提升,更能够为我国塑料制品产业的发展和进步提供有力的支持和保障。
1.3 研究目的研究目的主要在于探讨塑料制品生产用自动供料系统的设计、实现及优化问题,通过对供料系统的工作原理、优势和关键技术的深入研究,进一步提高生产效率和产品质量。
中央供料系统特点和细节问题
中央供料系统可节省人工成本和原料成本,使用年限长达十年以上,塑料机械的生产离不开中央供料系统,塑料机械对于我们生活有着很大的重要性,从我们周遭的事物就可知道。
说起中央供料系统我们能想到的就是它突出的适应性,无论是在塑料的生产上,还是煤泥、粉煤灰、沙子、石英砂等都可以用到它。
它的出现为生产减轻了不少负担。
尼嘉斯中央供料系统厂家自动供料时应该注意一些细节问题。
1.料桶小车无论卡在哪里,都要使钢丝绳拉紧,不得放松,小车卡在轨道上部时不准在小车下方任何部位排除故障。
2.料桶在下限位置对准下料口时,才能启动加料翻斗、焦炭和石灰石定量斗,电气讯号混乱必须检查解决后才能继续工作。
3.料桶内不准装载过多的料。
尼嘉斯中央供料系统控制台,解决原料重复人工搬运的高成本,及因疏忽而产生干燥不完全的缺料问题,更不会混入不被允许的其它材料,最重要的是降低采购、耗电、维修成本,提高产品质量,提高工作效率。
尼嘉斯中央供料系统控制台特点:
1、操作介面与运转状态显示面板于一数字化、智能化的微电脑触控屏。
简易的人机对话,使操作更方便;
2、显示萤屏可清楚显示出机台、干燥筒、料筒之动转状态,如开机、满料、缺料及送料等;
3、外形美观耐用,体积小,不占空间,由专人监控,亦可与PC连线;
4、有满料和缺料显示及报警,触摸屏彩色界面板,故障显示功能。
注塑机中央供料系统及注塑机恒压供水系统工作原理注塑机中央供料系统及注塑机恒压供水系统工作原理1. 注塑机中央供料系统•中央供料系统是指通过管道将原料粉末、颗粒等从储料仓输送到注塑机的系统。
•注塑机中央供料系统由输送管道、吸料机、控制系统等多个组成部分构成。
1.1 输送管道•输送管道是中央供料系统的主要组成部分,负责原料的输送。
•输送管道通常是由耐腐蚀、耐磨损的材料制成,如不锈钢。
•管道内部会设置阀门,用于控制原料的流量和流向。
1.2 吸料机•吸料机是中央供料系统的核心设备,用于将原料从储料仓吸引到输送管道中。
•吸料机通常使用真空吸引原料,并通过旋转叶轮或螺杆将原料输送到管道中。
•控制系统是中央供料系统的智能化管理部分,可以实现对原料的输送、流量和流向的精确控制。
•控制系统可以根据注塑机的工作状态和需求,自动调节原料的供应量和供应时间。
2. 注塑机恒压供水系统•注塑机恒压供水系统是保证注塑机注射过程中水压稳定的系统。
•恒压供水系统由水泵、水压稳定器、控制系统等组成。
2.1 水泵•水泵是恒压供水系统的主要设备,负责将水源抽送到注塑机所需的压力。
•水泵通常使用离心泵或柱塞泵等类型,能够提供稳定的水流。
2.2 水压稳定器•水压稳定器是恒压供水系统的关键部分,用于调节和稳定供水的压力。
•水压稳定器可以根据注塑机的工作状态和需要,自动调节水泵的工作压力,保持恒定的供水压力。
•控制系统是恒压供水系统的智能化管理部分,可以实现对水泵和水压稳定器的自动控制。
•控制系统可以根据注塑机的工作状态和需求,自动调节水泵和水压稳定器的工作参数,保证恒定的供水压力。
总结•注塑机中央供料系统和恒压供水系统是注塑机工作过程中不可或缺的两个系统。
•通过中央供料系统,原料可以准确、稳定地输送到注塑机中,提高生产效率和质量。
•通过恒压供水系统,确保注塑机在注射过程中具有稳定的水压,提高注塑产品的一致性和可靠性。
注塑机集中供料系统的优缺点介绍
随着塑料生产行业的不断发展,需要应用到满足其生产要求的供料设备,注塑机集中供料系统也就诞生了,对于生产现场来说,注塑机集中供料系统将原料及干燥料筒与现场彻底分开管理,节省空间。
现在很多厂家都有应用注塑机集中供料系统,那么大家知道注塑机集中供料系统有哪些优缺点吗?
注塑机集中供料系统的优点:
1、注塑机集中供料系统是采用单机单管的设计施工方式,保证整个注塑机集中供料系统运行稳定,在输送时管路处于密闭真空状态,绝无堵料的现象发生。
2、注塑机中央供料系统是配合中央干燥系统使用,可使用干燥的空气对原料进行输送,防止干燥好的原料回潮。
3、在真空负压作用下,原料中原有的粉尘会通过粉尘过滤系统被过滤出来,可以采用每单次吸料后时行空气过滤逆向清洗,避免滤清器阻塞造成困扰。
4、同时作业员在清除粉尘时,注塑机集中供料系统马达不停机,从而颠覆了传统停机清除粉尘的屏障;此设计不但避免护风机频繁启动造成损耗,更提高了生产效率。
注塑机集中供料系统的缺点:
1、设备造价高。
由于注塑机集中供料系统是由多种设备组合在一起,组合成一套大型的注塑生产设备,因此价格也会比较高。
2、在生产过程中,如果一次性投入材料过多,需要更换材料品种时比较困难,在投料时,需注意原料的把控。
上述就是关于注塑机集中供料系统优缺点的介绍,此外,注塑机集中供料系统具备原料集中管理功能,避免浪费及污染现象,能够很好地保持品质稳定,提高产值,维系生产质量。