将浸胶的玻璃纤维或布带缠绕在模型上, 进行模压。适于有特殊要求的制品及管材。
(7)预成型坯模压
先将短切纤维制成制品形状的预成型坯, 置入模具,加入树脂后进行模压。 适于制造大型、高强、异形、深度较大、 壁厚均一的制品
(8)定向铺设模压
将单向预浸渍布或纤维,定向铺设,进行模压。 适于成型单向强度要求高的制品。
辅助特殊性能要求。
稀释剂、玻璃纤维表面处理剂、致粘剂、脱模剂及颜料等。 稀释剂用于降低树脂原始粘度,改进树脂备料工艺性能。 玻璃纤维表面处理剂用于改进树脂与增强材料的粘结及其界 面状态。 脱模剂分两类,一类是外脱模剂如机油、硬脂酸(盐)、硅脂 等,在压制前预先涂覆在模具上。另一类是内脱模剂,加入 树脂内。
3)浸渍时间(捏合时间)
确保纤维均匀浸透前提下,尽可能缩短浸渍时间, 因为捏合时间长,纤维强度损失大,且溶剂挥发过多增 加撕松困难。
4)烘干条件
烘干温度与时间是控制挥发物含量与不溶性树脂 含量的主要因素。
快速固化酚醛预混料: 慢速固化酚醛预混料: 环氧酚醛预混料: 80℃, 80℃, 80℃, 20~30min 50~70min 20~40min
(4)SMC模压
将SMC片材(Sheet Molding Compound, 片状模塑料), 经剪裁,铺层,然后进行模压。 适合于大型制品的加工 (例汽车外壳,浴缸等 ),此工艺方 法先进,发展迅速。
(5)碎布料模压
将预浸胶布剪成碎块放入模具,压成制品。 适用于形状简单、性能一般的玻璃钢制品。
(6)缠绕模压
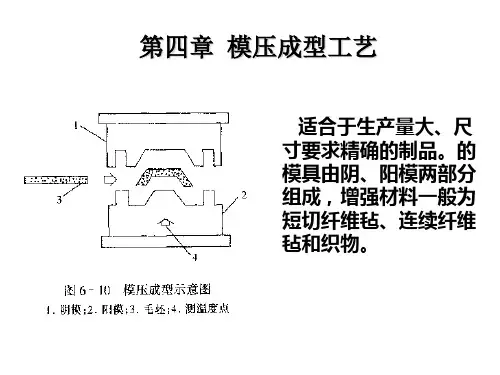
(3)层压模 压
不饱和聚酯树脂、增稠剂、引发剂、交联剂、低收 将预先浸渍好树脂的玻纤布或毡,剪成所需形状, 缩添加剂、填料、内脱模剂、着色剂等混合物浸渍短切 经叠层放入模具进行模压。适于成型薄壁制品 ,或 玻纤粗纱或玻纤毡,两表面加上保护膜(聚乙烯或聚丙烯 薄膜)形成的片状模压成型材料。 形状简单而有特殊要求的制品。 使用时除去薄膜,按尺寸裁剪,然后进行模压成型。