焦化苯加氢精制工艺研究
- 格式:pdf
- 大小:265.89 KB
- 文档页数:4
焦化粗苯加氢精制工艺及催化剂研究进展马春旭,王俊文,张林香,刘利辉,刘宏琦摘要:论述了焦化粗苯加氢精制的工艺方法及其催化体系,并简单介绍了国内加氢工艺的应用。
通过比较不同温度条件的加氢工艺,认为低温法加氢具有设备投资省、品种多样、操作简便等优点,是较为理想的粗苯加氢精制工艺。
当前粗苯精制中应用广泛的催化剂是以A l2O3为载体的Mo钼基催化剂,如何将理论研究领域的脱硫催化剂更好地应用到粗苯加氢精制行业是发展趋势。
国内近年大量上马一批粗苯加氢精制工程,但多引进国外技术,自主开发研究成为迫切任务。
关键词:焦化粗苯;加氢;精制;催化剂中图分类号:TQ 174 文献标识码:A 文章编号:1671—3206(2oos>11—1368一o4焦炉煤气经洗苯和蒸馏回收后得到的苯系化合物,以苯为主,一般称之为焦化粗苯。
我国焦化工业生产的粗苯,是苯类产品的主要来源[1]。
苯类产品苯、甲苯、二甲苯都是重要的有机化工原料和溶剂,工业价值很高,如何合理有效的回收粗苯中的苯类产品,一直是人们关注的课题。
目前焦化粗苯工业化处理技术主要有酸洗法和催化加氢法两种,随着环保日益得到重视及粗苯加工规模由分散走向集中,我国的酸洗加工工艺处于被淘汰的局面,加氢精制工艺由于其产品纯度高、收率高、污染小、自动化程度高等优点,表现了更强的生命力[2]。
本文结合国内外粗苯加氢技术现状和催化剂的研究应用情况,对目前加氢精制工艺及其催化剂进行评述和比较。
1 焦化粗苯加氢工艺粗苯是烃类及其衍生物的混合物,其沸点一般低于200 clc,组成和含量见表1。
焦化粗苯加氢即在一定的温度、压力及催化剂下,通过与氢气进行反应,使粗苯中的不饱和化合物得以饱和;使粗苯中的含硫化合物得以去除,将硫转化成硫化氢气体;使非芳烃化合物裂解成低分子气体。
具体的焦化苯催化加氢工艺由于各种原因,又存在一定的差异,通常根据加氢反应温度的不同,区分为高温加氢(600—630℃>、中温加氢(480—550℃>和低温加氢(350~380℃>3种工艺。
焦化苯加氢精制工艺研究近年来,焦化苯加氢精制工艺在界油、精细化学品等催化精制领域中的应用非常广泛,它不仅可以提高产品中機械混入物质(异物)的含量,而且可以将溶剂从油中除去,在不影响油品特性和性能的情况下提高产品精细化学品的质量。
本文综述了焦化苯加氢精制工艺的原理及其最新研究进展。
一、焦化苯氢化反应原理1)催化原理:焦化工艺中添加的催化剂是有机催化剂,它通过诱导溶剂中的重氢原子跟高洛依德力(Hückel)力偶合反应,形成挥发性的瞬态氢气,它有助于形成氢化的特殊氢结构。
2)反应原理:反应过程经历了几个步骤:(1)溶剂内烃到聚合度低,中间体生成、(2)中间体氢化反应,(3)生成产物的分离回收,(4)循环收率的控制,最终得到更好的甜香料成品油质量。
二、焦化苯加氢精制工艺的最新研究进展1)降低催化剂活性 :为了改善催化剂质量,研究人员提出了一种新的催化剂,通过增加H2S在活性剂中的含量,可以使催化剂的活性降低到可接受的水平。
2)室温法精制 :研究表明, theof采用室温精制法可以节省设备投资和运行成本,使得焦化苯加氢精制工艺更具有经济性和可行性。
同时,采用室温精制法既可以节省运行成本,又能获得较高收率的产品。
3)新型催化剂:研究人员还提出了一种新型催化剂,该催化剂结构简单,具有良好的活性和稳定性,可以克服目前催化剂的不足,尤其在高温条件下,these催化剂的活性和稳定性较之前的催化剂有明显提高。
三、结论焦化苯加氢精制工艺是一种常用的催化精制工艺,其原理为:有机催化剂通过诱导溶剂中的重氢原子跟高洛依德力(Hückel)力偶合反应,形成挥发性的瞬态氢气,它有助于形成氢化的特殊氢结构。
近几年来,研究人员不断改进催化剂的活性、提出新型催化剂,以及室温法精制等,使得焦化苯加氢精制工艺不断提高,具有良好的发展前景。
焦化苯加氢精制项目可行性研究报告一、项目背景焦化苯加氢精制是一种新型的化学工艺技术,它通过高压加氢反应,将焦化苯转化为优质混合芳烃产品。
这种技术具有投资少、效益高的特点,可以有效提高焦炉企业的经济效益,同时对环境保护也有积极的意义。
近年来,随着我国石化行业的发展,焦化苯加氢精制技术的应用越来越广泛。
但是,目前国内大部分焦化企业还未建立完整的焦化苯加氢精制生产线,导致焦化苯的回收利用率不高,存在一定的浪费。
为此,我们拟建立一座焦化苯加氢精制项目,来提高焦炉企业的资源利用效率,降低环境污染。
二、项目可行性研究1. 市场需求分析目前,国内焦化苯市场的需求量越来越大,主要应用于涂料、染料、塑料等多个领域。
随着环保要求的提高,焦化苯加氢精制技术的应用也将逐渐增多。
根据市场预测,未来几年焦化苯加氢精制市场将会保持较快的增长。
2. 技术可行性分析焦化苯加氢精制技术已经比较成熟,通过高压加氢反应可以将焦化苯精制成混合芳烃产品,产物稳定性高,具有良好的市场前景。
根据技术方案设计,该项目所选取的技术路线可行,具有较高的技术稳定性。
3. 经济可行性分析根据经济分析,该项目的投资总额为5000万元,预计年产值5000万元,内部收益率为10%,投资回收期为5年,具有较高的经济效益。
与其他同类型项目相比,投资回收期较短,风险相对较小。
4. 社会可行性分析该项目与国家的环保政策相符合,对环境污染的减少起到了积极的作用,同时可以提高当地就业率,有助于地方经济的发展。
因此社会可行性良好。
三、项目建设规划1. 项目建设规模该项目总投资5000万元,建设规模为年处理10000吨焦化苯的精制生产线,一条生产线可保证项目达到预期目标。
2. 建设工期该项目预计工期为18个月,其中前期工作包括项目论证、方案设计等,后期工作包括设备采购、安装调试、试生产等。
3. 资金筹集该项目资金主要来源包括企业自筹、政府投资、银行贷款等多种形式,其中企业自筹资金占比约30%。
焦化粗苯加氢萃取精制技术的探讨焦化粗苯加氢萃取精制技术的探讨作者:薛璋作者单位:上海宝钢化工有限公司,上海,200942刊名:燃料与化工英文刊名:FUEL & CHEMICAL PROCESSES年,卷(期):2010,41(2)被引用次数:1次本文读者也读过(10条)1.李同军.Li Tongjun粗苯加氢精制工艺的比较[期刊论文]-燃料与化工2009,40(6)2.马春旭.王俊文.张林香.刘利辉.刘宏琦.MA Chun-xu.WANG Jun-wen.ZHANG Lin-xiang.LIU Li-hui.LIU Hong-qi 焦化粗苯加氢精制工艺及催化剂研究进展[期刊论文]-应用化工2008,37(11)3.景志林.杨瑞平粗苯加氢精制工艺技术路线比较与选择[会议论文]-20084.刘会敏焦化粗苯加氢精制项目催化剂的硫化过程[期刊论文]-中国科技财富2010(16)5.张景婷.王柏春.ZHANG Jing-ting.WANG Bai-chun包钢粗苯催化加氢精制工艺的选择[期刊论文]-包钢科技2009,35(3)6.曹德彧.张虽栓.张根明.CAO De-yu.ZHANG Sui-shuan.ZHANG Gen-ming焦化粗苯精制工艺的研究进展[期刊论文]-应用化工2010,39(2)7.王亚新.张占通我国焦化苯精制现状及市场发展趋势[期刊论文]-化工管理2008(5)8.赵明.马希博.Zhao Ming.Ma Xibo粗苯加氢精制技术比较[期刊论文]-燃料与化工2008,39(1)9.江大好.宿亮虎.陆殿乔.马磊.姚楠.许孝良.李小年.JIANG Da-hao.SU Liang-hu.LU Dian-qiao.MA Lei.YAO Nan .XU Xiao-liang.LI Xiao-nian焦化粗苯的组成及其加氢精制工艺技术的开发[期刊论文]-现代化工2009,29(5) 10.张荣德.李瑞萍.孙旭亮.Zhang Rongde.Li Ruiping.Sun Xuliang粗苯精制生产中优化初馏塔操作实践及效果[期刊论文]-冶金丛刊2009(2)引证文献(1条)1.邵晓辉IPO抑价成因分析:一个文献综述[期刊论文]-商品与质量·焦点关注 2012(6)本文链接:/doc/4da3b380ce2f0066f53322fc.html/Periodical_rlyhg201002022.aspx。
焦化粗苯加氢精制萃取精馏工艺的改进与模拟摘要:以传统焦化粗苯加氢精制萃取精馏分离工艺为基础,在工艺的节能方面进行了研究,针对该工艺耗能高,溶剂配量大等特点,作出了相关改进意见。
本文通过优化回流比、优化操作压力以及对进料位置的优化等方面进行了研究,提出了加氢精制萃取精馏新工艺,同时通过对相关溶剂配比的调整,得到更简单,精炼,高效的萃取技术。
关键词:回流比压力溶剂配比进料位置一、工业焦化苯研究现状分析与存在的问题纵观工业生产焦化粗苯的提取工艺,现行的生产技术无法做到有效去除焦化粗苯中所有杂质,都会残存一些杂质,例如:1.噻吩、不饱和烃,这两类物质能够与苯互溶,但是不会引起结晶;2.甲苯和饱和烃(主要由环己烷、甲基环己烷、甲基环戊烷、正庚烷所组成),此类物质会导致苯类产品的结晶点下降。
由于从结晶点能够一定程度上测定出纯度,所以将结晶点作为苯质量的评定指标,目前,供给化学合成的纯苯要求结晶点在5.4℃及以上,也有的特殊场合,要求将此温度控制在5.5℃及以上。
另外,根据相关经验和数据显示,我国焦化工业区别于发达国家的石油工业,主要表现在我国的焦化粗苯中含有较多的噻吩。
根据我国现行规定,一级焦化苯产品噻吩含量上限为0.6g/1L,这一宽泛的标准一定程度上限制了工业苯的应用。
伴随着合成工业的渐渐升温,对C6-C7芳烃的质量要求逐渐提高,也就是要求工业合成使用的苯中噻吩含量逐渐降低,所以提升产品质量,有效回收噻吩就成为了现阶段我国焦化苯工业发展的重中之重,也是行业发展的新路子。
二、工艺改进的重要意义和方式方法我国煤炭产业发展旺盛,按照每年3亿吨的炼焦量计算,每年都会有300万吨的焦化粗苯需要炼制。
在焦化粗苯炼制工艺中,低温低压粗苯加氢精制的方法相对于传统酸洗法由于具有无污染、生产效益高、产量多、市场适应能力强等优势而被广泛推广和应用。
但是此项引自国外的生产加工工艺分离阶段却存在着耗能高的缺点,对此,本文从工艺调整和萃取剂配比两大方面对其进行了相关的改进与优化。
化工 进 展·124·CHEMICAL INDUSTRY AND ENGINEERING PROGRESS 2009 年第 28 卷增刊焦化粗苯加氢精制催化剂的研制宿亮虎,祝一锋,江大好,李小年(浙江工业大学工业催化研究所绿色化学合成技术国家重点实验室培育基地,浙江 杭州 310032)摘 要:采用分步浸渍法制备了 NiMo/Ti-Al 预加氢催化剂、CoMo/Ti-Al 主加氢催化剂,在微型固定床反应器上考察了加氢活性、脱硫活性与催化剂组成的关系。
筛选出的 2Ni8Mo/Ti-Al 、2Co8Mo/Ti-Al 催化剂在实验条件下能将焦化粗苯中的噻吩硫脱除,三苯的收率可达到 99%以上。
关键词:粗苯精制;钼基催化剂;加氢芳烃化合物苯、甲苯、二甲苯(BTX )是一类 重要的基础化工原料,炼焦副产品焦化粗苯是芳烃 化合物的一个重要来源。
焦化粗苯含较多的杂质, 特别是噻吩硫的含量比较高,必须对其进行纯化才 能使用。
传统的酸洗法工艺只能部分脱除粗苯中的 含硫化合物和杂质,而且污染严重。
催化加氢精制工艺,由于其三苯收率高,“三废”排放量大大降低,所得产品质量好,正逐步取代酸洗法。
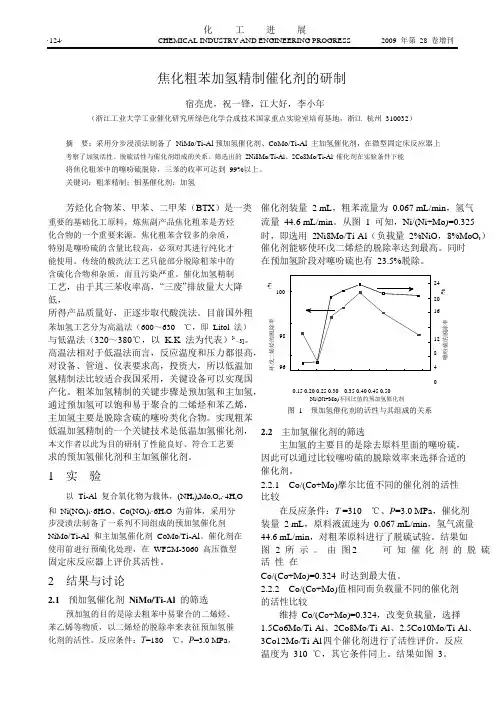
目前国外粗苯加氢工艺分为高温法(600~630 ℃,即 Litol 法)催化剂装量 2 mL ,粗苯流量为 0.067 mL/min ,氢气流量 44.6 mL/min 。
从图 1 可知,Ni/(Ni+Mo)=0.325 时,即选用 2Ni8Mo/Ti-Al (负载量 2%NiO ,8%MoO 3) 催化剂能够使环戊二烯烃的脱除率达到最高。
同时 在预加氢阶段对噻吩硫也有 23.5%脱除。
2410020 16与低温法(320~380 ℃,以 K.K 法为代表)[1-3]。
高温法相对于低温法而言,反应温度和压力都很高, 对设备、管道、仪表要求高,投资大,所以低温加 氢精制法比较适合我国采用,关键设备可以实现国 产化。
关于焦化粗苯加氢反应条件的分析【摘要】本文主要论述了焦化粗苯加氢精制的工艺方法和对焦化粗苯加氢的主要反应条件的控制,并简单介绍国内焦化粗苯加氢工艺的应用。
通过分析加氢反应的温度、压力、空速选择、原料比等不同条件下的加氢反应,来观察各影响因素对加氢反应的影响。
研究表明,在焦化粗苯加氢反应中,适当降低反应的温度、提高反应系统的压力、合适的空速、适当提高氢气的分压都有助于焦化粗苯反应的进行,同时有助于保持催化剂的活性,延长催化剂的使用寿命。
【关键词】焦化粗苯加氢精制反应条件催化剂活性焦化粗苯是指焦炉煤气在经过洗苯和蒸馏反应后回收得到的以苯为主的苯系化合物。
苯类产品中苯、甲苯和二甲苯都是工业上常见和重要的化工原料,其利用价值很高。
这些苯类产品的主要来源为焦化工业中生产出来的粗苯。
从粗苯中回收利用苯类产品,是一个研究价值很高的课题。
焦化粗苯工业化处理主要有酸洗法和催化加氢法,催化加氢法因其产品纯度高、污染少、自动化程度高、经济效益好等特点,更适合于焦化粗苯的工业化处理。
粗苯加氢反应根据操作的温度可分为低温加氢和高温加氢。
高温加氢的生成品只有纯苯,反应过程中操作压力和温度都很高。
1 焦化粗苯加氢工艺粗苯属于烃类化合物及其衍生物的混合物,沸点较低,一般小于200℃。
焦化粗苯加氢反应是在适当的温度和压力环境下,通过催化剂的催化,与氢气进行化学反应,使粗苯中的不饱和化合物达到饱和状态;同时将粗苯里的硫化物杂质通过反应,转化为硫化氢气体,达到脱硫效果;并在反应中使得非芳香烃化合物裂解,转化为低分子的气体。
KK法低温加氢工艺选用的是莫非兰法萃取蒸馏,使用N-甲酰吗啉做为萃取剂。
整个加氢精制工艺分为两段,包括预反应阶段和主反应阶段,从而保证了反应的稳定进行和催化剂的高效使用。
预反应器内的温度控制在190℃~230℃,以Ni-Mo做为催化剂,主要反应机理是除去原料中的烯烃、苯乙烯和二硫化碳等不饱和化合物杂质。
2 主要反应条件的控制焦化粗苯加氢反应中主要的控制条件有:温度、压力、空速及原料比。
焦化粗苯催化加氢精制纯苯的研究与开发煤化工讲座稿2010杨众喜1、国外情况介绍焦化粗苯的精制最早是采用酸洗法,该法只能部分脱除粗苯中的含硫化合物(主要是噻吩)和杂质,在加工过程中芳烃化合物损失较大(8%-10%),其副产废物酸焦油和残渣尚无有效的治理方法,造成环境的污染。
随着有机化学工业的迅速发展,对苯系芳烃产品的质量要求很高,酸洗法得到的芳烃产品已无法满足需要,在发达国家该方法早已被淘汰。
20世纪50年代初期,美、英、德、法等国相继开发成功粗苯催化加氢精制法,所得苯的凝固点为5.2℃一5.4℃,噻吩质量分数为l×10-6~10x10-6,苯的品质还不是很高。
20世纪60年代,美国胡德利空气产品公司开发出一种高温的粗苯加氢精制法(Litol法)。
该方法反应温度为600℃~630℃。
Litol法除了加氢精制功能,还能将粗苯中的甲苯和二甲苯经催化脱烷基反应转化为苯,苯的质量分数达到99.9%,苯凝固点大于5.4℃,噻吩质量分数小于0.5×10-6,苯产品质量很高。
后来由于萃取蒸馏法的开发成功,采用较低温度(小于400℃)的粗苯加氢精制法,也能得到高质量的苯、甲苯和二甲苯。
目前国外粗苯加氢精制过程以反应温度区分有高温法(600℃~630℃)与低温法(320℃~380℃)二种。
Litol法(即高温法)反应温度与反应压力(6.0MPa)都很高,对设备、管道、仪表等的材质和质量要求很高,制造难度与投资也大,操作运转过程危险性相对较大。
同时该过程把价格较高的甲苯和二甲苯转化为价格较低的苯,经济上不尽合理。
20世纪80年代上海宝钢引进Litol法建了一个粗苯加氢精制工厂。
低温法加氢精制主要包括三个关键单元:焦炉煤气变压吸附制纯氢(纯度大于99.9%);催化加氢精制过程(预加氢和主加氢);产品提纯过程(萃取或萃取蒸馏)。
低温法也能得到优质的苯、甲苯和二甲苯等产品,三种苯系芳烃收率为:苯98%、甲苯98%、二甲苯89%。