锻件产品合格证及产品质量合格证
- 格式:xls
- 大小:22.50 KB
- 文档页数:1
建筑工程材料、产品、构配件等合格证资料有哪些?-工程
建筑工程材料、产品、构配件等合格证资料有哪些?
1、水泥出厂合格证(含28天补强报告)
2、砖、砌块出厂合格证
3、钢筋、预应力、钢丝、钢绞线、套筒出厂合格证
4、钢桩、砼预制桩、预应力管桩出厂合格证
5、钢结构工程构件及配件、材料出厂合格证
6、幕墙工程配件、材料出厂合格证
7、防水材料出厂合格证
8、金属及塑料门窗出厂合格证
9、焊条及焊剂出厂合格证
10、预制构件、预拌砼合格证
11、给排水与采暖工程材料出厂合格证
12、建筑电气工程材料、设备出厂合格证
13、通风与空调工程材料、设备出厂合格证
14、电梯工程设备出厂合格证
15、智能建筑工程材料、设备出厂合格证
16、施工要求的其他合格证
下载文档。
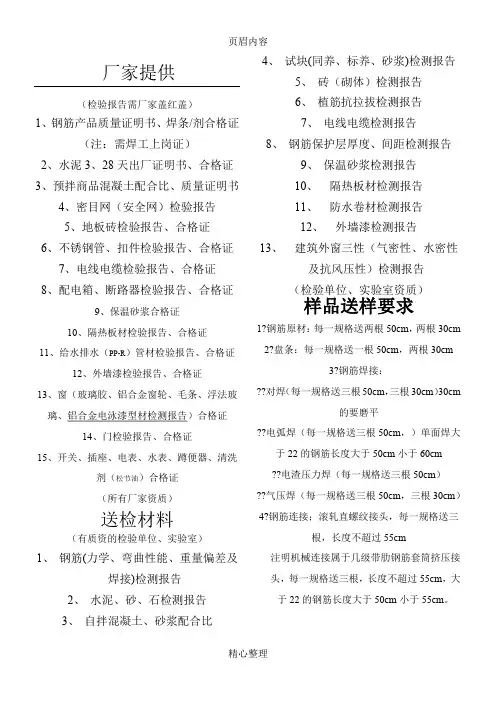
厂家提供(检验报告需厂家盖红盖)1、钢筋产品质量证明书、焊条/剂合格证(注:需焊工上岗证)2、水泥3、28天出厂证明书、合格证 3、预拌商品混凝土配合比、质量证明书4678111315送检材料(有质资的检验单位、实验室)1、 钢筋(力学、弯曲性能、重量偏差及焊接)检测报告2、 水泥、砂、石检测报告3、 自拌混凝土、砂浆配合比4、 试块(同养、标养、砂浆)检测报告5、 砖(砌体)检测报告6、 植筋抗拉拔检测报告7、 电线电缆检测报告8、 钢筋保护层厚度、间距检测报告9、 保温砂浆检测报告 10、 隔热板材检测报告30cm 30cm)30cm60cm ) 30cm ) 4?钢筋连接;滚轧直螺纹接头,每一规格送三根,长度不超过55cm注明机械连接属于几级带肋钢筋套筒挤压接头,每一规格送三根,长度不超过55cm ,大于22的钢筋长度大于50cm 小于55cm 。
5?钢管:¢48*3.5(注明钢管所用钢材的牌号和辟厚,牌号有Q195,Q215,Q235,Q295,????Q345等)注明钢管是属于低压流体输送焊接钢管(送样一根60cm,一根80cm)或直缝电焊钢管(送样二根60cm,一根80cm)(带钢管,扣件质保书)6扣件:直角扣件16只,旋转扣件8只,对接789101112131415混凝土试块:每组3块。
?砂浆试块:每组6块。
??混凝土抗渗:每祖块16门窗:同一规格,型号3樘,要有外框,出水孔,胶要干17铝合金型材:同一规格型号50cm长两根要抽样(一般4—8根)提供型材截面图18PVC型材:30cm长10根,1m长3根,角件5个,每个角长至少40cm,三种要同一规格(主要提供外框材料)提供型材横截面长和宽,每米质量值。
附带型材性能:A?型材横截面ZZ/轴地??惯性矩B临界线AA/与中型轴ZZ/轴的距离(由委托单]9根1。
产品合格证明甲方:[公司名称]法定代表人(或授权代表):注册地址:联系电话:电子邮箱:乙方:[公司名称]法定代表人(或授权代表):注册地址:联系电话:电子邮箱:鉴于甲方公司生产的产品(以下简称“产品”)属于具备一定质量标准的特定类别,在此,甲乙双方达成以下协议:第一条产品描述甲方简要描述产品的名称、型号、规格、特性和主要用途。
第二条合格标准根据国家有关法律、法规和标准的要求,甲方需提供产品检验报告或其他合格证明,证明所生产的产品符合相应标准的要求。
第三条检验机构甲方可以选择合格的第三方检验机构对产品进行检验。
双方应当协商确定检验机构,并承担相应的检验费用。
第四条证明文件甲方须向乙方提供以下证明文件:1. 产品检验报告:包括检验机构的名称、联系方式,检验时间、地点,检验项目和结果等信息。
2. 产品合格证书:证明产品合格并符合国家相关标准的文件。
3. 其他相关文件:根据国家法律、法规的要求,甲方还需提供其他证明文件。
第五条保修期限产品合格证明书或证书应明确产品的保修期限,双方在此约定产品保修期为____(具体天数)自产品投放市场之日起计算。
第六条违约责任1. 如果甲方提供的产品合格证明不真实或与实际情况不相符,甲方应承担相应的法律责任,并赔偿乙方因此而遭受的损失。
2. 如果乙方提供的产品未按照要求提供产品合格证明或证书,乙方应承担相应的法律责任,并赔偿甲方因此而遭受的损失。
第七条保密条款双方应将签署的协议内容视为商业秘密,并保证不将协议相关信息透露给任何第三方,除非征得另一方的书面同意或根据法律法规的要求。
第八条争议解决双方若发生争议,应协商解决。
协商不成的,应提交所属人民法院诉讼解决。
第九条生效和终止本协议自双方代表签字或盖章之日起生效,并在产品保修期届满,或协议指定的其他终止条件发生时终止。
双方经协商一致可终止本协议。
第十条其他事项1. 本协议一式两份,甲乙双方各自保存一份,具有同等法律效力。
2. 本协议的附件和补充协议与本协议具有同等法律效力。
MR3.10-04 压力容器
产
品
质
量
证
明
书
湖北·仙桃市XXXXXX有限公司
目录
压力容器
产品质量证明书产品名称
产品编号
质量保证工程师(签章)
单位法定代表人(签章)
质量检验专用(公章)
产品合格证
制造单位
制造许可证编号
产品名称类别
设计单位设计批准书编号
图号订货单位
产品编号制造编号
制造完成日期年月日
本压力容器产品经质量检验符合《压力容器安全技术监察规程》、设计图样和技术条件的要求
质量总检验员签字年月日
质量检验专用(公章)年月日
产品技术特性
产品编号
年月日
产品主要受压元件使用材料一览表
产品编号:
注:含焊接材料审核人:填表人:年月日
年月日
产品焊接试板力学和弯曲性能检验报告
理化责任师:填表人:年月日
压力容器外观及几何尺寸检验报告
检验责任师:检验员:年月
焊缝射线检查报告
渗透检测报告
焊缝超声波检测报告产品编号
钢板、锻件超声波检测报告产品编号
热处理检验报告
产品编号
审核人:检查员:年月日
压 力 试 验 检 验 报 告
水压
产品制造变更报告
产品质量信息反馈单
电话:。
锻件质量证明书锻件产品质量证明书锻件名称锻件编号质量保证师印章法定代表人印章章丘市顺发机械厂年月日锻件产品合格证质量检验报告订货单位锻件名称制造标准锻件批号锻件级别批量钢号出厂日期该批锻件经质量检验,符合《压力容器安全技术监察规程》、设备和行业标准的要求。
质量检验员签字年月日质量检验科章年月日检验责任师检验员年月日篇二:锻件的材质单要求(学习) 锻件的材质单正常流程:针对于锻件物料:此单中涉及的所有证件,皆应该与到货物料一共发来。
篇三:锻件热处理报告forging heat treatment report reporter:trier: quality inspection sectionstamp(质检章): 20XX年8月2日受压元件产品质量证明书quality certificate of forging 锻件名称:锻件、支撑法兰、法兰盖、外筒法兰锻件编号:f14-132~137 forging serial number:质量保证师印章:quality assurance engineer stamp:法定代表人印章:lagal representative stamp:制造单位:大石桥市石化机械制造厂 manufacturer:dashiqiaoshi shihuajixie duanzaochang20XX年8月5日锻件产品合格证质量检验报告 qualification certificate of forging 法兰盖、外筒法兰、侧法兰 asmeⅱparta- 锻件名称:锻件、支撑法制造标准:20XXed+20XXadd/sa182m forging name fabrication standard 批件批号:20XX08161 锻件级别:ⅲforging lotnumber forging class 批件量: 7件钢号: 316 lotquantity steel designation订货单位:辽阳科林仪表有限公司出厂日期:20XX年8月21日 the purchaser the date of delivery 该批锻件经质量检验,符合《固定式压力容器安全技术监察规程》、设计图样和行业标准的要求。
Q 江苏今创车辆有限公司企业标准Q/KCJ 003——2010自由锻锻件验收条件Acceptance specification of the open die forgings2010-10-28发布2011-01-01实施江苏今创车辆有限公司发布前言本标准由江苏金创车辆有限公司质量检查部提出。
本标准由江苏金创车辆有限公司技术开发部归口。
本标准由江苏金创车辆有限公司技术开发部负责起草。
本标准主要起草人:陈宝尔、蔡国平自由锻件验收条件1 范围本标准适用于自由锻锻件。
本标准适用于普通碳素钢、优质碳素钢和合金结构钢在锤上自由锻造的一般用途的锻件(包括胎模锻件)。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准。
然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
JB 4385-1987 锤上自由锻件通用技术条件GB/T 15826.1~15826.9-1995 锤上钢质自由锻件机械加工余量与公差ISO 2604/1 承压钢材—技术条件DIN 7521 钢锻件交货技术条件JIS G 3201 碳素钢锻件JIS G 0306 钢锻件检验通则GB 228 金属拉力试验法GB 229 金属材料夏比(U型缺口)冲击试验方法GB 231 金属布氏硬度试验法JB/Z 338.4-1998 工艺管理导则工艺方案设计3 术语和定义下列术语和定义适用于本标准3.1自由锻open die forging用简单的通用工具,或在锻造设备的上、下砧间直接使坯料变形而获得所需要的几何形状及内部品质的锻造方法。
3.2胎模锻loose tooling forging在自由锻设备上使用可移动模具生产模锻件的一种锻造方法。
3.3镦粗upsetting使坯料高度减少,横断面积增大的锻造工序。
1 2篇二:法兰质量证明书20#(弯头) 1 2篇三:法兰人孔质量证明书1 产品质量证明书(附件 5 张)产品名称产品编号 0809-0320 质量保证师印章法定代表人印章机械加工厂2011年 3 月 21 日锻件产品合格证锻件名称人孔数量 11套钢号出厂日期该批锻件经质量检验,符合《压力容器安全技术监察规程》,设计图样和行业标准要求。
质量检验员签字2011 年3 月21 日质量检验科(处)章2011 年3 月21 日质量检验报告检验责任师:检验员:2011年3月 21日篇四:法兰的质量标准法兰的质量标准1 材料的检验1.1用于制造法兰的材料必须要有质量证明书。
1.2锻件材料应符合jb4726-28-2000要求。
1.3锻造成型后的法兰材料应响应进行的热处理,表面应光滑,不得有锻造伤痕、裂纹的缺陷。
2 下料的检验2.1检查工艺卡上的材料编号是否与实际相符。
2.2用板尺检查法兰内外径的毛坯尺寸。
2.3检查下料后,法兰的标记移植是否完成。
2.4拼接法兰的检验2.4.1用目测检查拼接焊缝坡口处的外观质量,用焊缝角度尺检查焊接坡口的几何尺寸。
用目测检查焊缝外观质量。
2.4.2用超声波检查焊缝内在质量,不得有夹渣、裂纹等缺陷,并符合相关标准规定。
2.4.3对法兰进行消除应力热处理,检查热处理温度和保温时间及冷却方式。
3尺寸检验3.1检验用量具卡尺、直板尺、深度卡尺、卷尺。
3.2用卡尺、直板尺或卷尺测量下列尺寸:内径、外径、厚度、密封面外径、法兰颈部、颈端部外径、螺栓孔中心圆直径,螺栓孔间距、螺栓孔直径。
3.3将法兰放在平台上,用深度卡尺测量法兰的高度。
3.4法兰内径对螺栓孔中心点及密封面中心之偏心的检验。
a.将法兰放在平台上,用卡尺分别测量对应螺栓孔与法兰内壁的距离,其对应差值中的最大值即为偏心量。
b.将法兰放在平台上,用卡尺分别测量密封面的对应宽度,其对应差值中的最大值即为偏心量。
4外观质量的检验4.1机加工表面不得有毛刺,有害的划痕和其它降低法兰强度和连接可靠性的缺陷。
压力容器出厂资料有哪些?
1.压力容器出厂时,制造单位应当向使用单位至少提供以下技术文件和资料(1)竣工图样,竣工图样上应当有设计单位许可印章(复印章无效),并且加盖竣工图章(竣工图章上标注制造单位名称、制造许可证编号、审核人的签字和“竣工图”字样);如果制造中发生了材料代用、无损检测方法改变、加工尺寸变更等,制造单位按照设计单位书面批准文件的要求在竣工图样上作出清晰标注,标注处有修改人的签字及修改日期;
(2)压力容器产品合格证(含产品数据表,式样见附件B)、产品质量证明文件(包括主要受压元件材质证明书、材料清单、质量计划或者检验计划、结构尺寸检查报告、焊接记录、无损检测报告、热处理报告及自动记录曲线、耐压试验报告及泄漏试验报告等)和产品铭牌的拓印件或者复印件;
(3)特种设备制造监督检验证书(适用于实施监督检验的产品);
(4)本规程3.4规定的压力容器设计文件。
2. 封头、锻件的产品出厂资料
封头、锻件等压力容器受压元件的制造单位,应当向订购单位提供受压元件的质量证明文件。
3.现场组焊竣工资料
现场组焊的压力容器竣工、验收后,施工单位除提供本规程4.1.4.1和4.1.4.2要求的技术文件和资料外,还应当将组焊和质量检验的技术资料提供给使用单位。
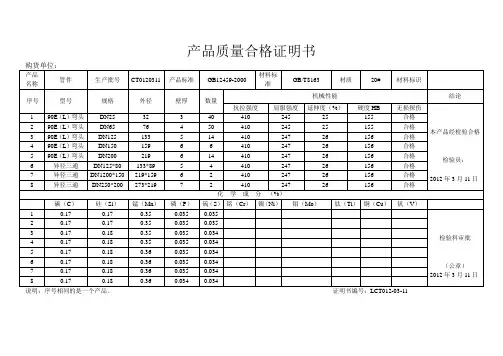
铸造产品质量证明书(合格证)烟台鑫杰不锈钢(特钢)有限公司铸钢件检验报告订货方:文件编号:Purchaser:蓬莱中柏京鲁船业有限公司Report No: XJ/QR-82007-02 订单号:材质:Order No:Material Grade:ZG200-400C 船号:产品名称:Hull No.:JL0120(F) Product Name:铸钢件化学成分:Chemical Composition(%)炉号Cast No. 碳C锰Mn硅Si硫S磷P铜Cu钼Mo铬Cr镍Ni铝AlXJ13-5-01 0.17 1.55 0.34 0.020 0.028 0.031 0.0033 0.48 0.023 0.07机械性能: Mechanical Properties炉号Cast No.抗拉强度Tensile StrengthN/mm2屈服强度Yield StrengthN/mm2延伸率Rate ofElongation%断面收缩Rateof Reduction ofArea %冲击试验Impact TestJ/cm20℃XJ13-5-01469 267 29 52炉号Cast No. 产品编号Serial No.产品用于Intended for图号Drawing No.交货状态Condition of SupplyXJ13-5-01 JL0120(F) 59.6m超低温延绳钓船铸造粗加工产品总重量T otal Weight外观检查Visual Inspection无损探伤Non-destructive Test热处理Heat Treatment数量Quantity 打磨后表面光洁正火加回火 1Remark:结论:Conclusion:检验员:质检部长:Inspector: Manager Of Inspection Section 日期Date:烟台鑫杰不锈钢(特钢)有限公司磁粉探伤报告Component Name 工件名称Cast steel铸钢件Material工件材质Test Date检测日期Tested Location 检测部位Heat Treatment热处理状态Tested Quantity工件数量MT Equipment 磁粉设备Type/Serial No.设备型号/编号Test Stage检测时机Magnetic Particles 磁粉类型Testing Medium磁悬液类型InkConcentration磁悬液浓度Yoke Distance 磁极间距Test Piece灵敏度试片Lifting Power提升力MT Test Process 磁粉检测方法Magnetization Current磁化电极MagnetizationDirection磁化方向Magnetization Times磁化次数Magnetization Time 磁化时间Light Condition光照条件Surface Condition 表面条件Test Standard 试验标准Acc Criteria验收标准Product Name: Specification: Serial No. Cast No. XJ13-4-X-X XJ13-4-X缺陷记录Indications Record:探测结论Test Results:编制Compiler审核Reviewer验船师Surveyor烟台鑫杰不锈钢(特钢)有限公司超声波探伤报告Component Name 工件名称Cast steel铸钢件Test Date检测日期Heat Treatment 热处理状态Material 工件材质Tested Location 检测部位T ested Quantity 工件数量Equipment/Serial No.探伤设备/编号Test Probes 检测探头Couplant 耦合剂Test Block 校验试块Surface Condition 表面条件Calibration 灵敏度检验Test Stage 检测时机Transfer Correction 传输补偿Test Procedure 试验标准Accepted Criteria 验收标准检测部位示意图说明Testing location sketch and description All surface:VT Marked with( ): UT全表面:表面检验标注( ) :超声波探伤All Riser and Runner and adjacent areas should be tested所有浇冒口及附近都要试验缺陷记录Indications Record:探测结论Test Results :编制Compiler审核Reviewer验船师Surveyor。
XXXXX【文件编号:XXXX】锻件质量检验规范受控状态:分发编号:版本号:编制:审核:批准:发布时间:X 实施时间: XXX一主题内容与适用范围:本标准规定了对锻造工艺进行全过程质量控制的通用原则和要求。
本标准适用于锻造车间的锻造工艺质量控制。
二引用标准:GB 12361-2016 钢质模锻件通用技术条件GB 12362-2016 钢质模锻件公差及机械加工余量GB 13318 锻造车间安全生产通则GB/T 12363-2005 锻件功能分类JB 4249 锤上钢质自由锻件机械加工余量与公差JB 4385 锤上钢质自由锻件通用技术条件JB/T 6052 钢质自由锻件加热通用技术要求JB/T 6055 锻造车间环境保护导则GB/T7232金属热处理工艺GB/T231-2009金属材料布氏硬度GB/T13320-2007钢制模锻件金相组织评定图及评定方法三.锻件分类本标准质量控制所涉及的锻件分类按GB/T 12363 执行。
四环境的控制:锻造厂的工作环境包括厂房地面、天窗、温度、通风、照明、噪声、通道、管道以及坯料、锻件和工夹模具的存放等均应按GB 13318 第3 章和JB/T 6055 第3、4 章的要求和国家的有关法规、法律制订本企业的具体实施要求。
五设备、仪表与工装的控制:5. 1 设备、仪表5. 1. 1 各类设备必须完好,并有操作规程和维修、检定制度。
5. 1. 2 各类在用主要设备必须挂有完好设备标牌,并有检验有效期及下次检定日期。
不合格设备及超过检定合格有效期的设备必须挂“停用”标牌。
5. 1. 3 设备的控制系统及检测显示仪表应定期检查,确保仪表和其精度的显示数值准确。
5. 1. 4 加热设备的温度显示及测点布置应正确反应加热区炉温及炉温均匀性。
5. 1. 5 所用设备都必须建立档案,其具体内容包括:a. 设备使用说明书b.台时记录c.故障记录d.修理记录e. 历年检定报告及检定合格证。
1 2篇二:法兰质量证明书20#(弯头) 1 2篇三:法兰人孔质量证明书1 产品质量证明书(附件 5 张)产品名称产品编号 0809-0320 质量保证师印章法定代表人印章机械加工厂2011年 3 月 21 日锻件产品合格证锻件名称人孔数量 11套钢号出厂日期该批锻件经质量检验,符合《压力容器安全技术监察规程》,设计图样和行业标准要求。
质量检验员签字2011 年3 月21 日质量检验科(处)章2011 年3 月21 日质量检验报告检验责任师:检验员:2011年3月 21日篇四:法兰的质量标准法兰的质量标准1 材料的检验1.1用于制造法兰的材料必须要有质量证明书。
1.2锻件材料应符合jb4726-28-2000要求。
1.3锻造成型后的法兰材料应响应进行的热处理,表面应光滑,不得有锻造伤痕、裂纹的缺陷。
2 下料的检验2.1检查工艺卡上的材料编号是否与实际相符。
2.2用板尺检查法兰内外径的毛坯尺寸。
2.3检查下料后,法兰的标记移植是否完成。
2.4拼接法兰的检验2.4.1用目测检查拼接焊缝坡口处的外观质量,用焊缝角度尺检查焊接坡口的几何尺寸。
用目测检查焊缝外观质量。
2.4.2用超声波检查焊缝内在质量,不得有夹渣、裂纹等缺陷,并符合相关标准规定。
2.4.3对法兰进行消除应力热处理,检查热处理温度和保温时间及冷却方式。
3尺寸检验3.1检验用量具卡尺、直板尺、深度卡尺、卷尺。
3.2用卡尺、直板尺或卷尺测量下列尺寸:内径、外径、厚度、密封面外径、法兰颈部、颈端部外径、螺栓孔中心圆直径,螺栓孔间距、螺栓孔直径。
3.3将法兰放在平台上,用深度卡尺测量法兰的高度。
3.4法兰内径对螺栓孔中心点及密封面中心之偏心的检验。
a.将法兰放在平台上,用卡尺分别测量对应螺栓孔与法兰内壁的距离,其对应差值中的最大值即为偏心量。
b.将法兰放在平台上,用卡尺分别测量密封面的对应宽度,其对应差值中的最大值即为偏心量。
4外观质量的检验4.1机加工表面不得有毛刺,有害的划痕和其它降低法兰强度和连接可靠性的缺陷。