电镀锌知识以及注意事项共23页
- 格式:ppt
- 大小:1.90 MB
- 文档页数:23

电镀锌的原理及相关知识电镀锌是通过电化学方法将锌金属沉积在物体表面形成均匀的锌层,以提供防腐蚀和增强美观效果。
这是一种常见的金属表面处理技术,广泛应用于各种金属制品的制造。
电镀锌的原理基于金属离子在电解液中自氧化还原反应的性质。
在电化学过程中,有电能转化成化学能。
具体而言,这个过程可以分为两个基本半反应:阳极半反应和阴极半反应。
阳极半反应是指电极上的氧化反应,而阴极半反应则是在电解液中发生还原反应。
对于电镀锌来说,阳极半反应是金属锌的氧化反应,可以表示为:Zn→Zn2++2e-而阴极半反应则是锌离子还原为金属锌:Zn2++2e-→Zn通过将电解设备连接到一个电源,使得阳极和阴极之间建立电流,锌离子从阳极释放出来,并被还原到阴极上形成锌金属沉积。
除了以上基本原理外,电镀锌还有一些相关的知识点需要了解:1.电解液:电解液是电镀过程中的一个重要组成部分。
通常情况下,电解液由含有锌盐(如氯化锌或硫酸锌)的溶液组成。
电解液中的锌盐提供了锌离子来进行电镀过程。
2.电流密度:电镀过程中的电流密度是控制电镀层质量和均匀性的重要参数。
合适的电流密度可以确保锌层均匀,而过高的电流密度可能导致块状或不均匀的锌层。
3.预处理:在进行电镀锌之前,通常需要对物体表面进行预处理。
这包括去除表面污垢、油脂以及可能存在的氧化物,以确保锌层附着良好。
4.氢气析出:在电解过程中,水分解产生氢气的反应也会发生。
这可能导致在物体表面形成气泡,影响电镀层的质量。
为了避免这种情况,通常需要在电解液中添加一些添加剂来抑制氢气析出。
5.金属基体与电镀层的结合力:电镀层与金属基体的结合力是电镀锌质量的重要指标之一、如果结合力不强,锌层容易剥落,从而降低了其防腐蚀性能。
总的来说,电镀锌技术通过电化学反应将锌金属沉积在物体表面,形成均匀、致密的锌层,以提供防腐蚀保护和增强美观效果。
掌握电镀锌的原理与相关知识,有助于正确应用该技术,并确保获得高质量的镀锌产品。
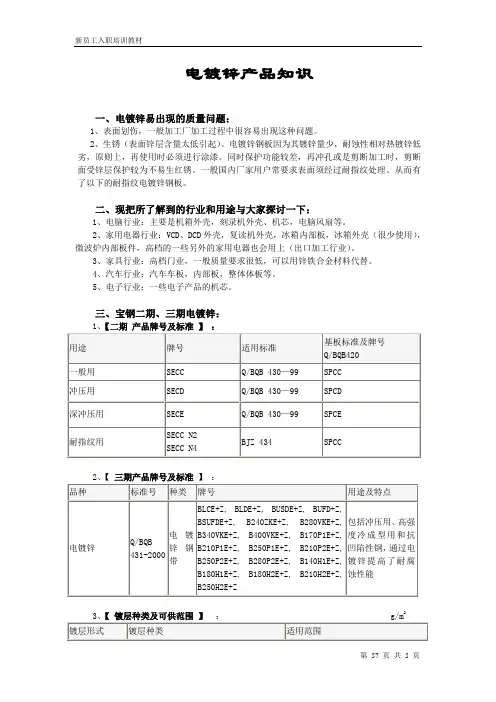
电镀锌产品知识一、电镀锌易出现的质量问题:1、表面划伤,一般加工厂加工过程中很容易出现这种问题。
2、生锈(表面锌层含量太低引起)。
电镀锌钢板因为其镀锌量少,耐蚀性相对热镀锌低劣,原则上,再使用时必须进行涂漆。
同时保护功能较差,再冲孔或是剪断加工时,剪断面受锌层保护较为不易生红锈。
一般国内厂家用户常要求表面须经过耐指纹处理。
从而有了以下的耐指纹电镀锌钢板。
二、现把所了解到的行业和用途与大家探讨一下:1、电脑行业:主要是机箱外壳,刻录机外壳、机芯,电脑风扇等。
2、家用电器行业:VCD 、DCD 外壳,复读机外壳,冰箱内部板,冰箱外壳(很少使用),微波炉内部板件,高档的一些另外的家用电器也会用上(出口加工行业)。
3、家具行业:高档门业,一般质量要求很低,可以用锌铁合金材料代替。
4、汽车行业:汽车车板,内部板,整体体板等。
5、电子行业:一些电子产品的机芯。
三、宝钢二期、三期电镀锌:1、【二期 产品牌号及标准 】 :2、【 三期产品牌号及标准】 : 3、【 镀层种类及可供范围 】 : g/m 24、【表面处理分类】:5、【牌号近似对照表】:6、【按级别分使用范围】:商用级(CQ):牌号为SECC,一般适用于普通用途,汽车车体、家用电器外壳、电子产品内部小零部件、高档家具用品(钢门制品等)冲压级(DQ):牌号为SECD,一般适用于成型难、变形较复杂的产品深冲级(DDQ):牌号为SECE,一般适用于变形极复杂的产品,汽车油箱等1.5以下基本运用范围较广,用于机箱外壳、内部零件、家用电器面板、内板、电子产品配件等,1.6以上基本用于汽车基板、内外板,电控机柜面板,汽车滤清器,电机外壳等领域。
四、进口电镀锌基础知识:(双面电镀)1、德国SALZGITTER电镀锌:厂家:由德国沙士基达钢厂(德国第二大钢铁集团)生产材质:相当于宝钢产SECC-P,表面A级,CQ级质保书牌号:0.5-1.5规格为DC04+ZE,1.6以上为DC05+ZE(欧洲牌号)表面处理:磷酸处理锌层重量:Z30/30(锌层双面60 g/m2,单面30g/m2)现有供货范围:厚度从0.6—2.5,宽度有1000、1219、1250,卷料包装:简包装,但是包装精美(硬纸皮)件重:7—8吨其他:1.6以上规格电镀锌相对冲压性能好一些。
电镀锌作业指导书(一)引言概述:电镀锌是一种常见的金属表面处理方法,可以为金属制品提供优良的防腐性能。
为了确保电镀锌作业的质量和安全性,本文档将提供一份电镀锌作业指导书。
本指导书分为五个大点,包括准备工作、工作环境要求、工作步骤、注意事项和操作要求。
每个大点中包含了详细的小点,以帮助操作人员正确进行电镀锌作业。
正文内容:一、准备工作1. 确定电镀锌作业所需的金属制品种类和数量。
2. 准备所需的电镀锌设备和工具,包括电镀槽、电源、锌盐溶液、导电电解液等。
3. 对电镀锌设备和工具进行检查和维护,确保其正常运作。
4. 阅读并理解相关的安全操作规程和操作手册。
二、工作环境要求1. 电镀锌作业应在通风良好的车间中进行,确保作业人员的安全。
2. 操作区域应保持整洁,防止杂物和其他障碍物干扰作业进行。
3. 作业区域应规定明确,标识清晰,避免非相关人员进入。
三、工作步骤1. 清洗金属制品,去除表面的油污和杂质。
2. 在合适的电镀槽中配置锌盐溶液和导电电解液。
3. 将金属制品浸入电镀槽中,保证其完全被液体覆盖。
4. 设置适当的电流和电压,开始电镀锌过程。
5. 控制电镀时间,确保锌层的厚度满足要求。
四、注意事项1. 在任何时候都要注意自身的安全,穿戴好防护设备,避免触及电镀设备和电解液。
2. 注意锌盐溶液的配比和浓度,确保电镀效果的稳定和良好。
3. 严禁将腐蚀性物质和易燃物品放置在作业区域。
4. 定期清理和维护电镀设备,保持其正常运行。
五、操作要求1. 操作人员必须接受相关的培训和考核,理解电镀锌作业的操作规程和安全要求。
2. 严格按照操作规程进行作业,不得擅自修改或忽略任何环节。
3. 在作业过程中发现问题及时向上级汇报,不得私自处理或掩盖。
4. 所有作业记录和数据应及时记录和保存,以备后续参考。
总结:本电镀锌作业指导书针对电镀锌作业提供了详细的操作指引和安全要求。
通过准备工作、工作环境要求、工作步骤、注意事项和操作要求等五个大点的阐述,能够帮助操作人员正确进行电镀锌作业,确保作业质量和安全性。

电镀锌知识以及注意事项电镀锌是一种将金属表面镀上一层锌的工艺,可以有效地保护金属不受氧化和腐蚀的影响。
它广泛应用于建筑、汽车制造、电子设备等行业中。
本文将介绍电镀锌的工艺流程、注意事项以及其优缺点。
一、电镀锌的工艺流程1. 清洗:首先,需要将待镀锌的金属表面进行清洗,以去除表面的污垢和油脂。
清洗可以采用化学方法或机械方法,如酸洗、碱洗和喷砂等。
2. 酸洗:在清洗后,金属表面可能仍然存在一些氧化物或其他杂质,这会影响镀层的质量。
酸洗可以通过浸泡金属在酸溶液中,去除这些杂质并净化表面。
3. 镀锌:清洗后的金属会被浸入含有锌离子的电解液中,通过外加电流的作用,在金属表面形成一层锌的沉积层。
这一过程称为电镀,常用的电镀方法有热浸镀和冷镀两种。
4. 除油:在电镀完成后,需要将金属表面的残留电解液和其他杂质去除。
这一步骤可以通过水冲洗或酸洗来实现。
5. 烘干:最后,将电镀完成的金属制品进行烘干,以去除表面的水分,确保锌层的质量和附着力。
二、电镀锌的注意事项1. 表面准备:金属表面的清洁度直接影响镀层的质量,因此在进行电镀锌之前,务必保证金属表面干净、平整,并去除表面的氧化物和杂质。
2. 电镀液的选择:不同的金属材料适合使用不同的电镀液进行镀锌。
选择合适的电镀液可以提高镀层的质量和附着力。
3. 电流密度的控制:电流密度是影响镀层均匀性和厚度的重要参数。
合理控制电流密度可以获得均匀、致密的镀层。
4. 镀层厚度的控制:镀锌的厚度会直接影响镀层的耐腐蚀性能。
过薄的镀层可能无法有效保护金属,而过厚的镀层则可能导致表面开裂和脱落等问题。
5. 温度和时间的控制:电镀液的温度和电镀时间也会对镀层的质量产生影响。
需要根据具体的工艺要求,合理控制这两个参数。
三、电镀锌的优缺点1. 优点:(1) 镀锌的金属具有很好的耐腐蚀性,能够有效防止金属受到氧化和腐蚀的影响。
(2) 镀锌层具有良好的附着力,不易脱落。
(3) 镀锌能够提高金属的外观质量,使其更加美观。
镀锌岗位安全危险预知及预防镀锌岗位是指在生产过程中对金属表面进行镀锌加工的工作岗位。
镀锌是一种常见的防腐方式,但在进行镀锌作业时也存在一定的安全风险和危险。
一、安全危险预知1. 化学品危害:镀锌过程需要使用一定的化学品,如酸性溶液、热镀锌钢表面处、镀锌液等。
这些化学品对人体有刺激性和腐蚀性,容易导致皮肤和眼睛烧伤,并对呼吸系统和消化系统造成伤害。
此外,这些化学品还会产生有毒气体,进一步危害工人的身体健康。
2. 火灾和爆炸危险:镀锌作业中,使用的镀锌液等物质易燃易爆,一旦发生火灾或爆炸,可能造成严重的人员伤亡和财产损失。
3. 机械设备危险:在镀锌作业中,需要使用各种机械设备和工具,如搅拌机、热镀锌设备等。
如果操作不当或设备老化,可能造成机械故障、设备打滑或掉落,导致人员伤害。
4. 高温和高压危险:镀锌作业中,镀锌液需要加热至一定温度,这可能导致高温灼伤。
同时,镀锌设备需要保持一定的油压和气压,并有高压氧气、高压蒸汽等,一旦泄漏或暴露,可能对工人造成严重伤害。
5. 身体姿势危险:镀锌作业需要工人经常弯腰和低头操作,长时间保持不自然的身体姿势容易引发腰椎疼痛、颈椎疲劳等问题。
二、预防措施1. 及时提供必要的安全教育培训:对从业人员进行定期、系统的安全培训,指导其正确使用各种化学品和设备,了解应急处理方法,提高安全意识,掌握自我防护知识。
2. 配备个人防护装备:在进行镀锌作业时,工人应佩戴防腐手套、护目镜、面罩等个人防护装备,以保护皮肤和眼睛不受化学品的刺激和伤害。
3. 建立完善的安全管理制度:制定详细的操作规程和安全操作程序,规定安全操作流程和注意事项,严格执行。
设立专门的岗位安全管理人员,负责监督工作场所的安全情况。
4. 做好化学品的储存和管理:将化学品存放在专门的仓库内,分类、标识、包装完好,避免任何逸出和泄漏。
建立化学品台账,定期检查和更新,确保清楚了解化学品的使用情况。
5. 定期检修和维护机械设备:定期对机械设备进行检修和维护,确保其良好的工作状态。
镀锌岗位安全危险预知及预防在镀锌岗位上,存在着一些安全危险,需要提前做出预知并采取相应的预防措施,以保障工作人员的安全。
下面将从材料及设备安全、化学品安全、作业操作安全和紧急救援措施四个方面进行分析和探讨。
一、材料及设备安全1.1 预知:在镀锌过程中,会使用到各类金属材料、化学品和设备,其中包括锌溶液、酸碱溶液、涂料等。
这些材料和设备的使用过程中,容易产生一些安全隐患,如溶液泄露、设备故障等。
1.2 预防措施:(1)材料选择:选择符合安全标准,并且经过专业采购渠道获取的原材料,确保其质量和安全性。
(2)设备维护:对所使用的设备进行定期的维护和保养,确保其正常运转,并消除潜在的故障隐患。
(3)设备操作培训:对操作人员进行专业的培训,确保其熟悉设备的使用方法和操作流程,避免操作不当引发事故。
二、化学品安全2.1 预知:在镀锌过程中,会使用到一些化学品,其中包括酸碱溶液、清洗剂等。
这些化学品具有一定的腐蚀性和毒性,对工作人员的身体健康构成一定的威胁。
2.2 预防措施:(1)材料储存:将化学品储存在专门的储存区域,注意分类存储,防止发生混淆和反应。
(2)个人防护装备:操作人员必须佩戴合适的防护服、眼镜、手套等防护装备,避免化学物质对皮肤和眼睛造成伤害。
(3)定期体检:对操作人员进行定期的体检,以及时发现潜在的化学品引发的健康问题,减少长期接触的风险。
三、作业操作安全3.1 预知:在镀锌过程中,操作人员需要进行一系列的作业操作,例如锌溶液的倾倒与转移、设备的调试和维修等。
这些作业在不注意安全的情况下,容易导致事故的发生。
3.2 预防措施:(1)操作规程:针对每个操作环节编制详细的操作规程,并严格按照规程进行操作。
(2)安全培训:对操作人员进行安全培训,教授正确的操作方法和注意事项,并进行模拟演练。
(3)安全监测:设立作业安全监测机制,对操作过程进行实时监测,发现异常情况及时采取措施。
四、紧急救援措施4.1 预知:尽管在镀锌岗位上采取了一系列的安全预防措施,但仍然无法完全预测和预防所有的意外情况。
电镀锌一、基础部分:A.生产工艺:电镀锌卷是以热轧钢带或冷轧钢带为基板,经过脱脂、清洗、酸洗等处理以后刚放在电镀槽进行上面等厚,双面差厚或是单面电镀处理,在洗涤除去残存在表面之电解液后进行化成处理,提高其耐蚀性,化成处理后,钢卷经过干燥机吹干,再按需要剪切与否,从而成产品。
B.一般使用范围:电镀锌卷主要用于室内隔板,装饰板及汽车、家用电器、电脑机箱、音响、高档家具产品等领域。
C.产品特点:它们的特点主要为:耐腐蚀较强、表面质量好、良好的深冲及抗凹陷性能等。
产品标准:执行企业标准/国标。
D.一般供货范围:宝钢为例厚度(mm):0.5-2.0 宽度(mm): 900 1550长度(mm)L:(板:1000-6000)E.宝钢二期、三期电镀锌:1.【二期产品牌号及标准】:2.【三期产品牌号及标准】:3.【镀层种类及可供范围】:g/m24.【表面处理分类】:5.【牌号近似对照表】:5.【按级别分使用范围】:a.商用级(CQ):牌号为SECC,一般适用于普通用途,汽车车体、家用电器外壳、电子产品内部小零部件、高档家具用品(钢门制品等)b.冲压级(DQ):牌号为SECD,一般适用于成型难、变形较复杂的产品c.深冲级(DDQ):牌号为SECE,一般适用于变形极复杂的产品,汽车油箱等d. 1.5以下基本运用范围较广,用于机箱外壳、内部零件等,1.6以上基本用于汽车基板等领域二、进口电镀锌基础知识:(双面等厚)1.德国SALZGITTER电镀锌:厂家:由德国沙士基达钢厂(德国第二大钢铁集团)生产材质:相当于宝钢产SECC-P,表面A级,CQ级质保书牌号:0.5-1.5规格为DC04+ZE,1.6以上为DC05+ZE(欧洲牌号)表面处理:磷酸处理锌层重量:Z30/30(锌层双面60g/m2,单面30g/m2)现有供货范围:厚度从0.5—2.5,宽度有1000、1219、1250,卷料包装:简包装,但是包装精美(硬纸皮)件重:7—8吨其他:1.6以上规格电镀锌相对冲压性能好一些。
镀锌的知识1、热镀锌是由较古老的热镀方法发展而来的,自从1836年法国把热镀锌应用于工业以来,已经有一百四十年的历史了。
然而,热镀锌工业是近三十年来伴随冷轧带钢的飞速发展而得到了大规模发展。
热镀锌板的生产工序主要包括:原板准备→镀前处理→热浸镀→镀后处理→成品检验等。
按照习惯往往根据镀前处理方法的不同把热镀锌工艺分为线外退火和线内退火两大类,即:湿法(单张钢板热镀锌法)线外退火单张钢板热镀锌法热镀锌惠林(Wheeling)法(带钢连续热镀锌法)线内退火森吉米尔(Sendzimir)法(保护气体法)改良森吉米尔法美钢联法(同日本川崎法)赛拉斯(Selas)法莎伦(Sharon)法1.线外退火:就是热轧或冷轧钢板进入热镀锌作业线之前,首先在抽底式退火炉或罩式退火炉中进行再结晶退火,这样,镀锌线就不存在退火工序了。
钢板在热镀锌之前必须保持一个无氧化物和其他脏物存在的洁净的纯铁活性表面。
这种方法是先由酸洗的方法把经退火的表面氧化铁皮清除,然后涂上一层由氯化锌或由氯化铵和氯化锌混合组成的溶剂进行保护,从而防止钢板再被氧化。
(1)湿法热镀锌:钢板表面的溶剂不经烘干(即表面还是湿的)就进入起表面覆盖有熔融态溶剂的锌液进行热镀锌。
此方法的缺点是:a.只能在无铅状态下镀锌,镀层的合金层很厚且粘附性很坏。
b.生成的锌渣都积存在锌液和铅液的界面处而不能沉积锅底(因为锌渣的比重大于锌液而小于铅液),这样钢板因穿过锌层污染了表面。
因此,该方法已基本被淘汰。
(2)单张钢板:这种方法一般是采用热轧叠轧板作为原料,首先把经过退火的钢板送入酸洗车间,用硫酸或盐酸清除钢板表面的氧热镀锌法化铁皮。
酸洗之后的钢板立即进入水箱中浸泡等待镀锌,这样可以防止钢板再氧化。
后经过酸洗、水清洗、挤干、烘干、进入锌锅(温度一直保持在445—465℃)热镀锌,再进行涂油和铬化处理。
这种方法生产的热镀锌板比湿法镀锌成品质量有显著提高,只对小规模生产有一定价值。