冷冻鱼糜生产工艺之一
- 格式:doc
- 大小:112.00 KB
- 文档页数:8
鱼糜制品生产工艺
鱼糜是一种由鱼肉制成的食品,其生产工艺包括以下步骤:
1. 材料准备:选择新鲜的鱼类作为原料,如鲤鱼、鲫鱼等。
2. 清洗和去鳞:将鱼进行清洗,并使用鱼鳞刮片工具将鱼身上的鳞片去除。
3. 剖鱼:将清洗干净的鱼进行剖开,去除内脏和骨头。
4. 剁细:将鱼肉切割成小块,并使用刀具或者绞肉机将鱼肉剁成鱼糜。
5. 调味:将鱼糜加入适量的盐、味精、淀粉、蛋清等调味料,搅拌均匀。
6. 搅拌:使用搅拌器或者搅拌机对鱼糜进行搅拌,使其产生黏性。
7. 成型:将搅拌好的鱼糜分装入模具中,按照所需的形状进行成型。
8. 蒸煮:将成型后的鱼糜放入蒸锅中,用高温蒸煮一定时间,使其熟透。
9. 冷却:将蒸煮好的鱼糜取出,放置在通风处进行冷却。
10. 包装:将冷却好的鱼糜进行包装,存放在冷藏室或者冷冻
室中,以保持其新鲜度。
以上就是常见的鱼糜制品的生产工艺。
不同地区和不同厂家可能会有一些细微的差别和特殊工艺。


第八章冷冻鱼糜及鱼糜制品加工第一节鱼糜及鱼糜制品简介一、鱼糜及鱼糜制品的概念鱼糜即鱼肉泥,是将原料鱼洗净,去头、内脏,采取鱼肉,加入2%~3%的食盐进行擂溃或者斩拌所得到的非常粘稠状的肉糊。
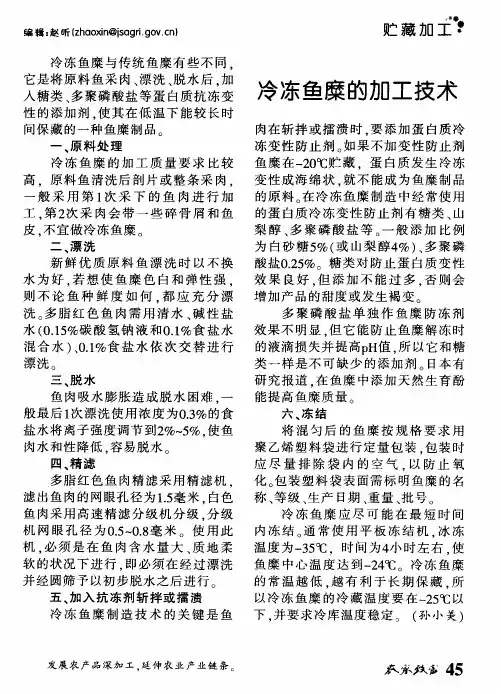
冷冻鱼糜是将鱼肉经过采肉、漂洗、脱水后,加入适量的糖类、多聚磷酸盐等防止蛋白质冷冻变性的添加物,使之在较低温度条件下,能够较长时期保藏的生产鱼糜制品的原料;将冷冻鱼糜解冻或直接由新鲜原料制得的鱼糜再经加盐擂溃,成为粘稠的鱼浆,再经调味混匀,做成一定形状后,进行水煮、油炸、焙烤、烘干等加热或干燥处理而制成的富有弹性的具有独特风味的胶状水产食品,称为鱼糜制品。
鱼糜制品的生产一般分为二个阶段:首先是生产冷冻鱼糜,然后以冷冻鱼糜为原料的生产鱼糜制品。
鱼糜制品加工具有以下特点:1、原料来源丰富,不受鱼种、大小的限制,能就地及时的处理旺季的渔货物,从而保证原料的鲜度,有利于防止蛋白质变质。
2、可按消费者的爱好,进行不同口味的调制,形状可以任意选择,产品的外观、滋味、质地与原料鱼皆不同,鱼糜制品加工较其他水产食品加工更具有灵活性、开放性。
3、鱼糜制品营养价值高,原料鱼在加工过程中将鱼中原有的营养素很好的保存下来,并加工成为营养配伍、科学合理,人体消化吸收率更高的优质食品。
二、生产鱼糜的原料几乎所有的鱼类都可以生产鱼糜。
一般选用白色肉鱼类,如白姑鱼、梅童鱼、海鳗、狭鳕、蛇鲻和带鱼等作原料,生产的制品弹性和色泽较好;红色鱼肉制成的产品白度和弹性不及白色鱼肉,但在实际生产中,由于红色鱼类如鲐鱼和沙丁鱼等中上层鱼类的资源很丰富,仍是重要的加工原料加以充分利用,只是在工艺上需要改进,以提高其弹性和改善色泽;还有其他水产品原料,如墨鱼、乌贼、虾肉等;除了利用海水鱼资源作原料外,淡水鱼中的鲢鱼、鳙鱼、青鱼和草鱼亦是制作鱼糜的优质原料。
目前世界上生产鱼糜制品的原料鱼种主要包括阿拉斯加鳕鱼、太平洋无须鳕、非洲鳕、鳗鱼、沙丁鱼、带鱼、梅鱼、蛇鲻、金线鱼以及淡水鱼等鱼种。
冷冻鱼糜生产工艺之一冷冻鱼糜-生产工2007-07-15 10:09:25 阅读29 评论0 字号:大中小订阅冷冻鱼糜的生产工艺到现在为止,还是在不断的研究和改进之中。
一般来说,现代的冷冻鱼糜工艺有两种形式。
简单地说,一是“先脱水,后精滤”;二是“先精滤,后脱水”。
前者生产出的鱼糜质量在弹性上比较低,后者的品质比较好。
在国内,这两种工艺都有存在。
第一种工艺:去头去内脏--清洗--除磷--清洗--采肉--漂洗--回转筛滤水--脱水--立式精滤机精滤--添加剂搅拌--成型--冷冻这种工艺现在一般是生产带鱼所用,但有的高品质的鱼种,由于有特殊的要求,也有采用这样的工艺生产的。
这个是比较早的工艺,现在在这个基础上,有了改进:去头去内脏--清洗--除磷--清洗--采肉--第一次漂洗--回转筛滤水--第二次漂洗--回转筛滤水--脱水--二次采肉--立式精滤机精滤--添加剂搅拌--成型--冷冻改进后的第一种工艺比没有改进的在杂质上明显少很多,另外,由于采用了新式的立式精滤机,发热的现象有明显的减少,鱼糜品质比原来的要好很多。
第二种工艺:原料清洗--去头去内脏--半成品清洗--除磷--清洗--采肉(二次采肉)--第一次漂洗--回转筛滤水--第二次漂洗--回转筛滤水--卧式精滤机精滤--脱水--添加剂搅拌--成型--冷冻这种工艺现在普遍在国内使用,生产单一的或混杂原料的鱼糜。
这种工艺中,设备的配置有多种形式,比如采肉机,有的工厂为了提高成品率,使用两次采肉;比如回转筛的组合,还有漂洗桶的数量等等。
这个是我给某公司设计的平面图:这样的设计,生产能力可以达到30吨/24小时,年产量可以达到5000吨以上。
工艺设计的好坏,对生产的效率和产品的品质有很大的影响。
不合理的设计,有可能存在着人力的浪费和生产效益的低下,更重要的是直接影响到了产品的质量。
在第二种工艺中,很多工厂使用两次采肉的办法来提高成品率,但是,第二次采肉下来的鱼肉,颜色特别黑,里面掺杂着大量的碎鱼骨刺,这样的鱼肉,直接掺到第一次采下来的原料肉中,会造成质量的下降。
这是靠损失品质来求成品率的办法,绝对不是好办法。
我不反对二次采肉,但二次采下来的肉,只能是另外处理,而不能和第一次采的肉混在一起。
考虑到在鱼糜的生产中,需要以最快的速度来完成生产,以保证原料最大程度的新鲜和产品的品质,所以,如何合理配置漂洗桶的数量也是值得注意的。
另外,采肉机的采肉速度也应该和漂洗桶的数量有合理的搭配,包括漂洗桶的立方都是值得考虑的事情,这个还涉及到漂洗质量的问题。
为了提高白度,回转筛的质量和数量是很重要的,这个有关设备性能和质量的问题,将在以后有关设备的文章中详细讨论。
总之,冷冻鱼糜的工艺流水线如何设计,首先要确定你是想生产什么样品质的产品,其次要考虑自己的生产量有多大,最后是你的资金问题。
不是随便买下一条线就可以的,随便买的生产线并不一定能给你带来利润的最大化主要输往美国和欧盟等发达国家。
出口冻煮小龙虾是高风险敏感性食品,微生物和药物残留是该食品控制的重点项目。
近几年,人们关注的重点总是药物残留,微生物问题似乎已经不是什么大问题,而作为野生冻煮小龙虾的加工出口,微生物是生产加工过程中卫生控制的重点之一,稍有不慎就会酿成大的质量问题。
近期由微生物引起的食品事故时有发生,如四川发生的猪链球菌感染事件,微生物问题成为消费者关心的重点。
因此,出口冻煮小龙虾微生物的控制显得极为重要,蒸煮是其加工过程中控制微生物的关键环节之一。
笔者从广义的角度谈谈蒸煮在控制微生物中应关注的几个问题。
1.蒸煮是冻煮小龙虾主要加工工艺和关键控制点之一我国生产加工冻煮小龙虾的水产企业大都是在美国、欧盟注册的企业,按照美国FDA的要求建立了完整有效的HACCP体系。
在HACCP体系中,企业按照生产工艺流程的顺序制订了HACCP 计划,确定了关键控制点(CCP)。
其加工工艺是:原料验收(CCP1)----清洗虾----蒸煮(CCP2)----冷却----剥虾壳、去头、去肠腺----分级、称重、真空封装----速冻----装箱、金属探测(CCP3)----冷藏贮存。
在出口冻煮小龙虾的整个生产加工过程中,通过危害分析共确定了3个CCP,其中蒸煮是第二个关键控制点(CCP2),用来控制微生物危害。
设定其关键限值(CL)为蒸煮温度(Temperature)≥98℃和蒸煮时间(Time)≥3分钟(min)两个参数;实际操作限值(OL)为不低于100℃,时间不少于3 min。
2.控制的微生物种类按照美国和欧盟要求,冻煮小龙虾在细菌总数和大肠菌群这两个指示性微生物合格的基础上,重点控制沙门氏菌、金黄色葡萄球菌、李斯特氏菌、霍乱弧菌、副溶血性弧菌、溶藻弧菌和创伤弧菌等七种致病微生物。
3.微生物的污染来源微生物的污染来源大致分以下两种情况:3.1 原料虾的污染来源:细菌总数、大肠菌群、沙门氏菌、金黄色葡萄球菌、李斯特氏菌、霍乱弧菌、副溶血性弧菌、溶藻弧菌和创伤弧菌等微生物广泛分布在自然界中,其中,副溶血性弧菌、溶藻弧菌和创伤弧菌的宿主是港湾水域。
因此,对于小龙虾来讲,上述弧菌主要来源于原料的捕捞水域。
3.2 产品的污染来源:加工成品中若出现上述微生物超标或检出现象,有两种可能:一是加工过程中卫生控制不当,细菌总数、大肠菌群和金黄色葡萄球菌发生此种情况的可能性大些;二是蒸煮控制不到位。
对于沙门氏菌、李斯特氏菌、霍乱弧菌、副溶血性弧菌、溶藻弧菌和创伤弧菌等微生物,主要由于蒸煮控制不当而造成产品中致病菌检出,下面谈到的微生物耐热性也说明了这个问题,而且,沙门氏菌、李斯特氏菌、霍乱弧菌、副溶血性弧菌、溶藻弧菌和创伤弧菌等易发生外源性污染,即淡水小龙虾的环境受到污染后而污染到小龙虾本身的。
4.微生物的耐热性分析影响淡水小龙虾卫生的几种微生物的耐热性分析如下:4.1 沙门氏菌:是一种肠道致病菌,对热的抵抗力不强,加热到60℃保持15min即可被杀死[1]。
4.2 金黄色葡萄球菌的耐热性较其他菌强些,加热80℃、30min才能被杀死[1]。
4.3 李斯特氏菌:全称为单核细胞增生李斯特氏菌,对热的抵抗力较强,但只要食品的中心温度达到70℃保持5分钟即被杀死[2]。
4.4 霍乱弧菌对热很敏感,经过55℃湿热保持15min或者煮沸1~2min即可杀死[3]。
4.5 副溶血性弧菌、溶藻弧菌和创伤弧菌:这些弧菌的耐热性都比较差,轻微热处理就很容易将其杀死。
一般加热到90℃保持1分钟即可将其杀灭[4]。
5.致病隐患:如果蒸煮不彻底,会造成致病微生物的残存,导致以下危害:5.1 沙门氏菌:食品中心温度达不到60℃时,细菌仍能存活,从而引起食物中毒。
5.2 金黄色葡萄球菌在冷冻贮存环境中不易死亡,在冷冻食品中经常检出金黄色葡萄球菌。
5.3 李斯特氏菌广泛存在于自然界中,对人类的安全具有危险性,该菌在4℃的环境中仍可生长繁殖,是冷藏食品威胁人类健康的主要病原菌之一。
5.4 霍乱弧菌能在-17℃~-21℃生存一个月, 4~10℃可存活数十天。
近年,国内外研究均证实,本菌流行株(产毒株)可在海河口和河水中越冬,而非流行株(变异株)可在天然冰中越冬。
这意味着该菌在冷冻食品中能够存活。
5.5 副溶血性弧菌、溶藻弧菌和创伤弧菌:均为海洋性细菌,都有嗜盐性,这三种菌对人类都有致病作用,广泛分布在中等或较低盐度的水域中,低温中仍可存活。
美国FDA在食品微生物控制中特别关注霍乱弧菌、副溶血性弧菌、创伤弧菌。
尤其是创伤弧菌污染食品而引起的食物中毒是最为严重的食源性疾患之一,不仅能引起胃肠炎,而且还能引起蜂窝组织炎和败血症,致残废率高达60%。
因而危害较大,在美国倍受关注。
6.蒸煮是控制微生物的有效方法蒸煮(高温加热)是控制食品微生物的有效方法。
蒸煮除可使肌肉蛋白质变性,提高肉的硬度;使结缔组织软化;稳定肉的色泽;抑制酶的活性等作用外,更主要的是能杀灭病原微生物或抑制微生物的生长等。
通过对上述致病性微生物耐热性分析,可以看出为消除致病隐患,在实际加工过程中,应控制好蒸煮这个关键控制点。
并且蒸煮也是美国向冻煮小龙虾生产加工企业推荐使用的控制微生物的主要方法。
一般采用不低于100℃的蒸煮温度保持不少于3分钟的时间(实际操作限值)杀灭上述微生物,使产品符合卫生要求。
多年来,出口冻煮小龙虾生产企业加工出口的冻煮小龙虾未发生过微生物超标或检出现象,充分证明了蒸煮是控制冻煮小龙虾产品微生物的关键所在,同时,也证明了淡水小龙虾加工工艺中将蒸煮设定为CCP是科学合理有效的,而且确定的CL是正确和准确的。
另外,对于细菌总数、大肠菌群、沙门氏菌和金黄色葡萄球菌,淡水小龙虾生产企业还要考虑加工时的卫生控制,即通过HACCP体系中的SSOP来控制生产加工车间、加工用水和加工人员等卫生状况,最终使上述微生物指标符合卫生要求。
7、控制蒸煮后冷却时微生物的生长、繁殖蒸煮完的小龙虾需要降温,因此,要控制好蒸煮后的小龙虾微生物,就应注意蒸煮结束的小龙虾应尽快冷却,否则,容易造成微生物的污染。
冷却时,要防止微生物的污染,还应考虑冷却剂、冷却温度和冷却时间等问题。
7.1 冷却剂:淡水小龙虾蒸煮后冷却一般采用水或冰作冷却剂。
若蒸煮熟的食品,在蒸煮环节温度和时间掌握得当,杀菌彻底,不存在微生物的危害,那么,在冷却过程中就要注意使用的冷却剂的卫生,防止交叉污染,以保证蒸煮杀菌完的小龙虾不再受二次污染。
7.2 冷却温度:控制好冷却温度,对保证蒸煮后的小龙虾免受空气中细菌再污染同样重要。
下表列出了部分微生物生长的温度范围[4],供在冷却时把握冷却温9、结语综上所述,蒸煮是出口冻煮淡水小龙虾生产企业控制微生物常采用的有效方法,至于在蒸煮过程中,影响蒸煮的因素及其量化性还需通过实践进一步研究、证实。
参考文献:[1] 陈晓枫,宋明昌等 . 细菌对食品的污染及其鉴定 . 中国进口食品卫生监督检验指南 . 北京:中国社会科学出版社,1996,143,154[2] 顾振华 . 食品中李斯特氏菌研究进展 . 上海预防医学,2001.Vol 13 No.3:137[3] 第十章弧菌和弯曲菌 . 第一节霍乱弧菌 . 2004-4-13 16:45:00[4] 许牡丹,毛跟年. 细菌对食品安全性的影响及其检测 .食品安全性与分析检测 . 北京:化学工业出版社,2003,95~96,10988即食小龙虾的研究与开发发布时间:2008-07-18野生淡水小龙虾(crayfish)是一种珍贵的水产经济动物,盛产于长江流域的江河湖泊、池塘水荡,其肉味鲜美、风味独特、蛋白质含量高、脂肪含量低、虾黄具有蟹黄味,尤其钙、磷、铁质含量丰富,是营养和食疗价值较高的动物性食品。
为利用这一天然资源,本课题组经多年研究,终于开发出可直接食用的冷冻熟制小龙虾系列产品,并且打入欧美国际市场,成为目前我国重要的出口熟制水产品之一,仅江苏省现年出口创汇就达5000万美元,为此该课题获得江苏省政府的科技进步奖励,现将该课题的部分成果报告如下:一、材料与设施设备1、主要原、辅材料:小龙虾:凶猛活泼、来自卫生普查合格的水域;市售的柠檬酸和细盐。