虎钳的绘制
- 格式:ppt
- 大小:1.15 MB
- 文档页数:18
概述根据现有的机器、部件或零件进行测量,画出草图,然后在草图的基础上绘出零件图和装配图的过程,称为零、部件测绘。
测绘是根据实物获得图样资料的重要手段,生产实践中,仿制、维修机器设备或技术改造时,在没有现成技术资料的情况下,就需要对机器、部件或零件进行测绘,以得到有关的技术资料。
因此,测绘是工程技术人员必须掌握的基本技能,是机械制图课实践性教学的重要环节,是理论联系实际的有效方法。
一、测绘的目的:1、了解测绘的程序,熟悉测绘的方法,并绘出零件图和装配图。
2、通过测绘实践,继续深入学习和理解零件图和装配图,做到理论联系实际。
3、掌握和巩固机械制图国家标准的有关规定,并学会查阅有关资料和标准。
4、巩固和提高对机件的表达能力、空间思维能力、分析和解决问题的能力。
二、测绘的要求:1、掌握测绘的程序方法,认真绘制装配示意图、零件草图、装配图和零件图。
2、熟悉部件的用途、性能、工作原理、结构特点及装配关系,并能按要求注出尺寸和技术要求。
3、在测绘中遇到问题,要积极思考,复习有关教材和查阅有关资料,不要简单地向老师索取答案。
4、按测绘进程表,如期完成测绘任务。
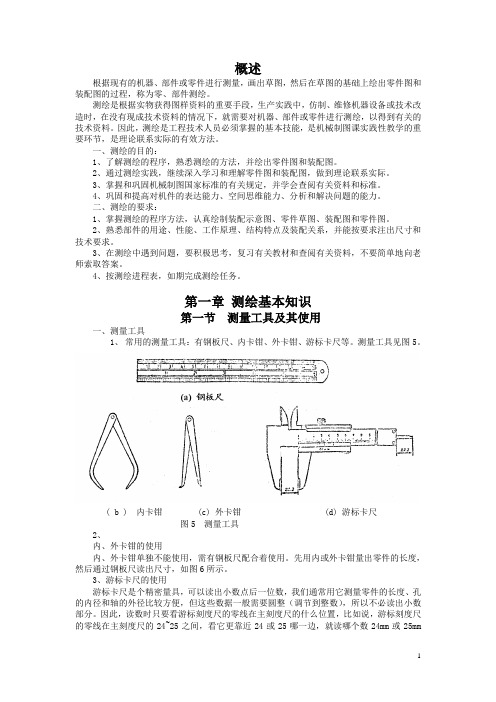
第一章测绘基本知识第一节测量工具及其使用一、测量工具1、常用的测量工具:有钢板尺、内卡钳、外卡钳、游标卡尺等。
测量工具见图5。
( b ) 内卡钳 (c) 外卡钳 (d) 游标卡尺图5 测量工具2、内、外卡钳的使用内、外卡钳单独不能使用,需有钢板尺配合着使用。
先用内或外卡钳量出零件的长度,然后通过钢板尺读出尺寸,如图6所示。
3、游标卡尺的使用游标卡尺是个精密量具,可以读出小数点后一位数,我们通常用它测量零件的长度、孔的内径和轴的外径比较方便,但这些数据一般需要圆整(调节到整数),所以不必读出小数部分。
因此,读数时只要看游标刻度尺的零线在主刻度尺的什么位置,比如说,游标刻度尺的零线在主刻度尺的24~25之间,看它更靠近24或25哪一边,就读哪个数24mm或25mm(a)用直尺直接测量 ( b )用游标卡尺直接测量 (c) 用直尺配合直角尺测量图8 直线尺寸的测量2、回转面内外直径尺寸的测量通常用内外卡钳或游标卡尺直接测量,测量时应使两测量点的连线与回转面的轴线垂直相交,以保证测量精确度,如图9所示。

![11.案例——绘制虎钳螺母主视图_中文版AutoCAD 2008机械制图培训教程_[共3页]](https://img.taocdn.com/s1/m/54a9a756e53a580217fcfe89.png)



机床用平口虎钳装配图的绘制1,机床用平口虎钳的工作原理及拆卸顺序(1)机床用平口虎钳的工作原理。
机床用平口虎钳是机床上夹持工件用的一个部件,从结构上分为可调转角和不可调转角两种。
下面以后者为例进行说明。
该部件共有零件11种15件,其中标准件4种7件,非标准件7种8件。
图1,3所示为机床用平口虎钳立体图,图1,4所示为机床用平口虎钳装配示意图。
图1,3 机床用平口虎钳立体图1一圆锥销 2—螺母 3、9—垫圈 4一钳座 5一活动钳口6、11一螺钉 7一方块螺母 8一钳口板 10一螺杆图l,4 机床用平口虎钳装配示意图螺杆10与螺母2之间通过圆锥销1连接,螺杆10只能在钳座4上转动。
活动钳口5的底面与钳座4的顶面相接触,方块螺母7的上部装在活动钳口5的孔中,它们之间通过螺钉6固定在一起,而方块螺母7的下部与螺杆10之间通过螺纹连接起来。
当转动螺杆10时,通过螺纹带动方块螺母7左右移动,从而带动活动钳口5左右移动,达到开、闭钳口和夹持工件的目的。
钳座4和活动钳口5上都装有钳口板8,它们之间通过螺钉11连接起来。
为了便于夹紧工件,钳口板8上加工有交又的60?的小V形槽。
(2)机床用平口虎钳的拆卸顺序。
用弹簧卡钳夹螺钉6顶面的两个小工艺孔,旋出螺钉6后,活动钳口5即可取下。
拔出左端圆锥销1,卸下螺母2、垫圈3,然后旋转螺杆lO,待方块螺母7松开后,从钳座4的右端即可抽出螺杆10,再从钳座4的下面取出方块螺母7,旋出螺钉11,即可取下钳口板8。
2(机床用平口虎钳装配图的画法(1)机床用平口虎钳装配图的表达方案。
从部件的装配示意图及拆卸过程可以看出:11种零件中有6种都集中装配在螺杆10上,而且该部件前后对称。
因此:可通过螺杆轴线取剖切平面剖开部件,画出全剖视的主视图。
这样表达,其中10种零件在主视图上都可表达出来,能够将零件之间的装配关系、相互位置以及工作原理清晰的表达出来。
左端圆锥销连接处可再用局部剖视,表达出装配连接关系。