振动盘整列送料机构认识与设计应用
- 格式:ppt
- 大小:866.00 KB
- 文档页数:31

振动盘工作原理一.振动盘简介:振动盘是一种自动定向排序的送料设备. 振动盘的组成:料斗\底盘\控制器\直线送料器等配套组成.其工作目的是通过振动将无序工件自动有序定向排列整齐,准确地输送到下道工序. 振动盘的料斗分为筒形料斗,螺旋,线料斗,锥形料斗,等分线料斗等五种; 底盘有正拉底盘,侧拉底盘,压电式底盘,精密底盘四种; 控制器分为普通控制器,调频控制器,分级控制器,带缓启动控制器,数显调频控制器五种; 直线送料器可根据客户需求订制各式各样型号直线送料器,也可根据产品要求订制. 振动盘是一种自动组装机械的辅助设备,是一种能自动定向排序的送料设备.能把各种产品有序排出来,它可以配合自动组装设备一起将产品各个部位组装起来成为完整的一个产品.作用:广泛应用于电池\五金\电子\医药\食品\塑胶插件\喷雾器\连接器\精密振动盘应用等各个行业,是解决工业自动化设备供料的必须设备.振动盘辅助产品:底盘\顶盘\控制器\直线送料器\振动平台料仓\涂层电磁振动上供料器从结构上分:直槽往复式和圆盘扭动式.其中直槽式一般作为不需要定向整理的粉粒状物料的给料器,或用于清洗,筛选,烘干加热,冷却等操作.圆盘式多用于需要定向整理的,有一定形状和尺寸的物料的上供料.二.振动盘工作原理料斗下面有个脉冲电磁铁,可以使料斗垂直方向上下振动,由于弹片的倾斜,使料斗绕其垂直轴做扭摆振动,料斗内零件,由于受到这种振动,而沿螺旋轨道上升,直到送到下道工序运动状态:直线形料斗是往复直线式振动,而圆筒形是往复扭转式振动.主要是由一个振动马达作动力,振动马达工作时产生定向频率的力,只要把振动盘看成是一个斜面,再对这个斜面进行物理学的受力分析,你就能很容易理解它的工作原理了.振动盘电磁线圈在工作中,斜面受电磁力会微小的上下振幅,调整振动盘的工作频率以及间隙,就可以实现顺利工作.三振动盘调整步骤与要点(1)确认振动本体位于盘面确实锁固(2)将控制器按钮调至中间位置(3)将电源打开,查看振动盘输送速度是否达到要求(4)若没有达到要求,将锁付弹片之固定螺丝松脱任意一支,查看振动速度变化(5)若松脱弹片固定螺丝,振动速度变快,则表示弹片过厚,适度减少弹片数量或厚度后,再进行步骤(4),再次调试(6)反之则适度增加弹片或厚度后,再进行步骤(4),再次调试(7)若步骤(4)的调整,振动速度变化不大时,则表示已完成弹片调整(8)电磁铁要对齐,间隙在1---1.5mm,间隙要平行四.定购一台合适的振动盘,首先要充分了解您的要求及配合主机使用情况(9)正式生产中使用的工件样品或图纸(10)振动盘的送料方向(顺时针,逆时针)(11)工件在振动盘出口时的状态,出料速度(12)振动盘的空间限制及安装位置,供电\供气情况(13)外观涂层等其它要求(交货期一般为7---15天,免费安装调试,保修三年)五.电磁振动上供料器的工作过程,是由于电磁铁的吸引和支承弹簧的反向复位作用,使料槽产生高速高频(50---100次/秒),微幅(0.5---1mm)振动,使工件逐步向高处移动.当I=0时,料槽在支承弹簧作用下向右上方复位,工件依靠它与轨道的磨擦而随轨道向右上方运动,并逐步被加速.当I>0时,料槽在电磁铁的吸引下向左下方运动,工件由于惯性作用而脱离轨道,继续向右上方运动(滑移或跳跃),再经过光纤放大器的光电转换作用,经集成线路模拟转换至下一循环,周而复始,工件在轨道上作由低到高的运动.六.电磁式振动盘的工作原理:振动盘是由振动板,电磁铁,衔铁,弹簧片,安装座,减振胶垫组成,利用控制器产生与系统固有频率相同的脉冲电流使电磁铁励磁后,系统发生共振,衔铁及振动板会快速的拉向电磁铁,因为下降速度很快,所以物料会浮在空中,并在重力作用下落向料盘,接着在弹簧片的作用下,衔铁及振动板又被推回,这时使料盘内的物料向前方移动,该作用以每分钟3000---10000次或更高的次数反复进行,使用权料盘内的物料平滑移动.交流电压使电磁铁产生磁场,由于频率很高,故产生的磁力也是瞬间变化的,底盘下面有3---6组一定的角度弹簧片,当电磁铁同交流电瞬间产生磁场,弹簧片受压,当电压正弦波变化的时候,弹簧片弹回来,就产生了力.七.振动盘主要技术参数1.额定电压为交流220/110V,频率为50/60HZ,振动盘根据需要采用半波/全波励磁2.振动盘规格:顶盘直径80---1000mm3.振动盘按物料走向可分为顺时针/逆时针走向八.使用及维护1.检查主机各部紧固件是否有松动2.安装时一定要使减振元件上下对齐,并使上下丝孔对应3.振动盘高度及水平调整好之后,将下座紧固在支架或固定板上4.在振动盘出口与应件相接时要留有一定的间隙,以避免影响振动效果5.振动盘是电气插头装在控制盒上,要注意防水防油.接通220/110V电源后,打开开关,缓慢转动电位器(可调变阻器),逐步达到需要的送料数量即可.注意在接通电源前,一定要将电位器调至最小位置,以免损坏晶体管等电器元件6.振动盘在正常运行两年后,应将底盘各部件拆开,拭去灰尘,清洁污物后并重新调试,使之达到所要求的送料数量九.振动盘技术参数障及排除方法4.通电源后不振动,检查电控器保险丝是否熔断,电气元件是否松动,插头座是否接触不良,电器元件是否损坏5.速度不够(1)检查紧固弹性钢片是否断裂或紧固螺丝松动(2)电磁铁间隙是否过大,正常间隙在1---1.5mm,对小型振动盘的电磁铁,衔铁间隙就在0.5---1.2mm范围内,铁芯与衔铁一作平面不平衡度<0.02mm3.电磁铁线圈温升偏高或线圈烧毁(1)铁芯与衔铁间隙过大,易出现烧线圈现象(2)适应于全波振动的电磁铁,如果用于半波电源,会出现温升偏高现象(3)外界气温偏高,影响线圈散热十一。
振动盘工作原理一.振动盘简介:振动盘是一种自动定向排序的送料设备. 振动盘的组成:料斗\底盘\控制器\直线送料器等配套组成.其工作目的是通过振动将无序工件自动有序定向排列整齐,准确地输送到下道工序. 振动盘的料斗分为筒形料斗,螺旋,线料斗,锥形料斗,等分线料斗等五种; 底盘有正拉底盘,侧拉底盘,压电式底盘,精密底盘四种; 控制器分为普通控制器,调频控制器,分级控制器,带缓启动控制器,数显调频控制器五种; 直线送料器可根据客户需求订制各式各样型号直线送料器,也可根据产品要求订制. 振动盘是一种自动组装机械的辅助设备,是一种能自动定向排序的送料设备.能把各种产品有序排出来,它可以配合自动组装设备一起将产品各个部位组装起来成为完整的一个产品.作用:广泛应用于电池\五金\电子\医药\食品\塑胶插件\喷雾器\连接器\精密振动盘应用等各个行业,是解决工业自动化设备供料的必须设备.振动盘辅助产品:底盘\顶盘\控制器\直线送料器\振动平台料仓\涂层电磁振动上供料器从结构上分:直槽往复式和圆盘扭动式.其中直槽式一般作为不需要定向整理的粉粒状物料的给料器,或用于清洗,筛选,烘干加热,冷却等操作.圆盘式多用于需要定向整理的,有一定形状和尺寸的物料的上供料.二.振动盘工作原理料斗下面有个脉冲电磁铁,可以使料斗垂直方向上下振动,由于弹片的倾斜,使料斗绕其垂直轴做扭摆振动,料斗内零件,由于受到这种振动,而沿螺旋轨道上升,直到送到下道工序运动状态:直线形料斗是往复直线式振动,而圆筒形是往复扭转式振动.主要是由一个振动马达作动力,振动马达工作时产生定向频率的力,只要把振动盘看成是一个斜面,再对这个斜面进行物理学的受力分析,你就能很容易理解它的工作原理了.振动盘电磁线圈在工作中,斜面受电磁力会微小的上下振幅,调整振动盘的工作频率以及间隙,就可以实现顺利工作.三振动盘调整步骤与要点(1)确认振动本体位于盘面确实锁固(2)将控制器按钮调至中间位置(3)将电源打开,查看振动盘输送速度是否达到要求(4)若没有达到要求,将锁付弹片之固定螺丝松脱任意一支,查看振动速度变化(5)若松脱弹片固定螺丝,振动速度变快,则表示弹片过厚,适度减少弹片数量或厚度后,再进行步骤(4),再次调试(6)反之则适度增加弹片或厚度后,再进行步骤(4),再次调试(7)若步骤(4)的调整,振动速度变化不大时,则表示已完成弹片调整(8)电磁铁要对齐,间隙在1---1.5mm,间隙要平行四.定购一台合适的振动盘,首先要充分了解您的要求及配合主机使用情况(9)正式生产中使用的工件样品或图纸(10)振动盘的送料方向(顺时针,逆时针)(11)工件在振动盘出口时的状态,出料速度(12)振动盘的空间限制及安装位置,供电\供气情况(13)外观涂层等其它要求(交货期一般为7---15天,免费安装调试,保修三年)五.电磁振动上供料器的工作过程,是由于电磁铁的吸引和支承弹簧的反向复位作用,使料槽产生高速高频(50---100次/秒),微幅(0.5---1mm)振动,使工件逐步向高处移动.当I=0时,料槽在支承弹簧作用下向右上方复位,工件依靠它与轨道的磨擦而随轨道向右上方运动,并逐步被加速.当I>0时,料槽在电磁铁的吸引下向左下方运动,工件由于惯性作用而脱离轨道,继续向右上方运动(滑移或跳跃),再经过光纤放大器的光电转换作用,经集成线路模拟转换至下一循环,周而复始,工件在轨道上作由低到高的运动.六.电磁式振动盘的工作原理:振动盘是由振动板,电磁铁,衔铁,弹簧片,安装座,减振胶垫组成,利用控制器产生与系统固有频率相同的脉冲电流使电磁铁励磁后,系统发生共振,衔铁及振动板会快速的拉向电磁铁,因为下降速度很快,所以物料会浮在空中,并在重力作用下落向料盘,接着在弹簧片的作用下,衔铁及振动板又被推回,这时使料盘内的物料向前方移动,该作用以每分钟3000---10000次或更高的次数反复进行,使用权料盘内的物料平滑移动.交流电压使电磁铁产生磁场,由于频率很高,故产生的磁力也是瞬间变化的,底盘下面有3---6组一定的角度弹簧片,当电磁铁同交流电瞬间产生磁场,弹簧片受压,当电压正弦波变化的时候,弹簧片弹回来,就产生了力.七.振动盘主要技术参数1.额定电压为交流220/110V,频率为50/60HZ,振动盘根据需要采用半波/全波励磁2.振动盘规格:顶盘直径80---1000mm3.振动盘按物料走向可分为顺时针/逆时针走向八.使用及维护1.检查主机各部紧固件是否有松动2.安装时一定要使减振元件上下对齐,并使上下丝孔对应3.振动盘高度及水平调整好之后,将下座紧固在支架或固定板上4.在振动盘出口与应件相接时要留有一定的间隙,以避免影响振动效果5.振动盘是电气插头装在控制盒上,要注意防水防油.接通220/110V电源后,打开开关,缓慢转动电位器(可调变阻器),逐步达到需要的送料数量即可.注意在接通电源前,一定要将电位器调至最小位置,以免损坏晶体管等电器元件6.振动盘在正常运行两年后,应将底盘各部件拆开,拭去灰尘,清洁污物后并重新调试,使之达到所要求的送料数量九.振动盘技术参数障及排除方法4.通电源后不振动,检查电控器保险丝是否熔断,电气元件是否松动,插头座是否接触不良,电器元件是否损坏5.速度不够(1)检查紧固弹性钢片是否断裂或紧固螺丝松动(2)电磁铁间隙是否过大,正常间隙在1---1.5mm,对小型振动盘的电磁铁,衔铁间隙就在0.5---1.2mm范围内,铁芯与衔铁一作平面不平衡度<0.02mm3.电磁铁线圈温升偏高或线圈烧毁(1)铁芯与衔铁间隙过大,易出现烧线圈现象(2)适应于全波振动的电磁铁,如果用于半波电源,会出现温升偏高现象(3)外界气温偏高,影响线圈散热十一。
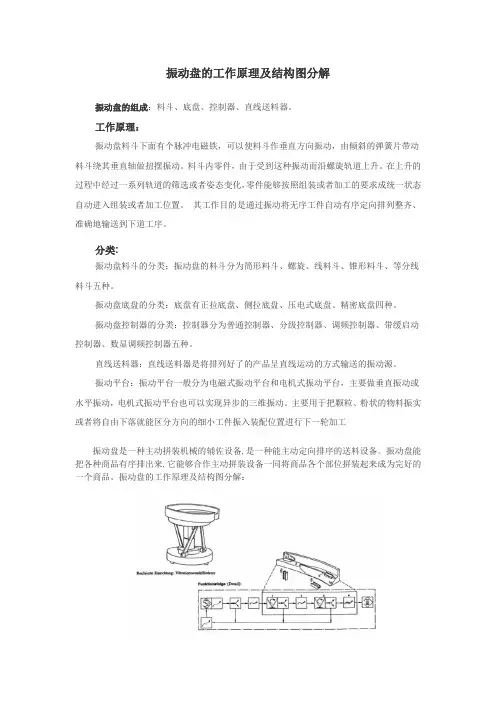
振动盘的工作原理及结构图分解
振动盘的组成:料斗、底盘、控制器、直线送料器。
工作原理:
振动盘料斗下面有个脉冲电磁铁,可以使料斗作垂直方向振动,由倾斜的弹簧片带动料斗绕其垂直轴做扭摆振动。
料斗内零件,由于受到这种振动而沿螺旋轨道上升。
在上升的过程中经过一系列轨道的筛选或者姿态变化,零件能够按照组装或者加工的要求成统一状态自动进入组装或者加工位置。
其工作目的是通过振动将无序工件自动有序定向排列整齐、准确地输送到下道工序。
分类:
振动盘料斗的分类:振动盘的料斗分为筒形料斗、螺旋、线料斗、锥形料斗、等分线料斗五种。
振动盘底盘的分类:底盘有正拉底盘、侧拉底盘、压电式底盘、精密底盘四种。
振动盘控制器的分类:控制器分为普通控制器、分级控制器、调频控制器、带缓启动控制器、数显调频控制器五种。
直线送料器:直线送料器是将排列好了的产品呈直线运动的方式输送的振动源。
振动平台:振动平台一般分为电磁式振动平台和电机式振动平台,主要做垂直振动或水平振动,电机式振动平台也可以实现异步的三维振动。
主要用于把颗粒、粉状的物料振实或者将自由下落就能区分方向的细小工件振入装配位置进行下一轮加工
振动盘是一种主动拼装机械的辅佐设备,是一种能主动定向排序的送料设备。
振动盘能把各种商品有序排出来,它能够合作主动拼装设备一同将商品各个部位拼装起来成为完好的一个商品。
振动盘的工作原理及结构图分解:。

自动排序上料工作原理一.振动盘简介:振动盘是一种自动定向排序的送料设备.振动盘的组成:料斗\底盘\控制器\直线送料器等配套组成.其工作目的是通过振动将无序工件自动有序定向排列整齐,准确地输送到下道工序. 振动盘的料斗分为筒形料斗,螺旋,线料斗,锥形料斗,等分线料斗等五种; 底盘有正拉底盘,侧拉底盘,压电式底盘,精密底盘四种; 控制器分为普通控制器,调频控制器,分级控制器,带缓启动控制器,数显调频控制器五种;直线送料器可根据客户需求订制各式各样型号直线送料器,也可根据产品要求订制. 振动盘是一种自动组装机械的辅助设备,是一种能自动定向排序的送料设备.能把各种产品有序排出来,它可以配合自动组装设备一起将产品各个部位组装起来成为完整的一个产品.作用:广泛应用于电池\五金\电子\医药\食品\塑胶插件\喷雾器\连接器\精密振动盘应用等各个行业,是解决工业自动化设备供料的必须设备.振动盘辅助产品:底盘\顶盘\控制器\直线送料器\振动平台料仓\涂层电磁振动上供料器从结构上分:直槽往复式和圆盘扭动式.其中直槽式一般作为不需要定向整理的粉粒状物料的给料器,或用于清洗,筛选,烘干加热,冷却等操作.圆盘式多用于需要定向整理的,有一定形状和尺寸的物料的上供料.二.振动盘工作原理料斗下面有个脉冲电磁铁,可以使料斗垂直方向上下振动,由于弹片的倾斜,使料斗绕其垂直轴做扭摆振动,料斗内零件,由于受到这种振动,而沿螺旋轨道上升,直到送到下道工序运动状态:直线形料斗是往复直线式振动,而圆筒形是往复扭转式振动.主要是由一个振动马达作动力,振动马达工作时产生定向频率的力,只要把振动盘看成是一个斜面,再对这个斜面进行物理学的受力分析,你就能很容易理解它的工作原理了.振动盘电磁线圈在工作中,斜面受电磁力会微小的上下振幅,调整振动盘的工作频率以及间隙,就可以实现顺利工作.三振动盘调整步骤与要点(1) 确认振动本体位于盘面确实锁固(2) 将控制器按钮调至中间位置(3) 将电源打开,查看振动盘输送速度是否达到要求(4) 若没有达到要求,将锁付弹片之固定螺丝松脱任意一支,查看振动速度变化(5) 若松脱弹片固定螺丝,振动速度变快,则表示弹片过厚,适度减少弹片数量或厚度后,再进行步骤(4),再次调试(6)反之则适度增加弹片或厚度后,再进行步骤(4),再次调试(7)若步骤(4)的调整,振动速度变化不大时,则表示已完成弹片调整(8) 电磁铁要对齐,间隙在1---1.5mm,间隙要平行四.定购一台合适的振动盘,首先要充分了解您的要求及配合主机使用情况(1) 正式生产中使用的工件样品或图纸(2)振动盘的送料方向(顺时针,逆时针)(3)工件在振动盘出口时的状态,出料速度(4)振动盘的空间限制及安装位置,供电\供气情况(5)外观涂层等其它要求(交货期一般为7---15天,免费安装调试)五.电磁振动上供料器的工作过程,是由于电磁铁的吸引和支承弹簧的反向复位作用,使料槽产生高速高频(50---100次/秒),微幅(0.5---1mm)振动,使工件逐步向高处移动.当I=0时,料槽在支承弹簧作用下向右上方复位,工件依靠它与轨道的磨擦而随轨道向右上方运动,并逐步被加速.当I>0时,料槽在电磁铁的吸引下向左下方运动,工件由于惯性作用而脱离轨道,继续向右上方运动(滑移或跳跃),再经过光纤放大器的光电转换作用,经集成线路模拟转换至下一循环,周而复始,工件在轨道上作由低到高的运动.六.电磁式振动盘的工作原理:振动盘是由振动板,电磁铁,衔铁,弹簧片,安装座,减振胶垫组成,利用控制器产生与系统固有频率相同的脉冲电流使电磁铁励磁后,系统发生共振,衔铁及振动板会快速的拉向电磁铁,因为下降速度很快,所以物料会浮在空中,并在重力作用下落向料盘,接着在弹簧片的作用下,衔铁及振动板又被推回,这时使料盘内的物料向前方移动,该作用以每分钟3000---10000次或更高的次数反复进行,使用权料盘内的物料平滑移动.交流电压使电磁铁产生磁场,由于频率很高,故产生的磁力也是瞬间变化的,底盘下面有3---6组一定的角度弹簧片,当电磁铁同交流电瞬间产生磁场,弹簧片受压,当电压正弦波变化的时候,弹簧片弹回来,就产生了力.七.振动盘主要技术参数1)额定电压为交流220/110V,频率为50/60HZ,振动盘根据需要采用半波/全波励磁2)振动盘规格:顶盘直径80---1000mm3)振动盘按物料走向可分为顺时针/逆时针走向八.使用及维护1)检查主机各部紧固件是否有松动2)安装时一定要使减振元件上下对齐,并使上下丝孔对应3)振动盘高度及水平调整好之后,将下座紧固在支架或固定板上4)在振动盘出口与应件相接时要留有一定的间隙,以避免影响振动效果5)振动盘是电气插头装在控制盒上,要注意防水防油.接通220/110V电源后,打开开关,缓慢转动电位器(可调变阻器),逐步达到需要的送料数量即可.注意在接通电源前,一定要将电位器调至最小位置,以免损坏晶体管等电器元件6)振动盘在正常运行两年后,应将底盘各部件拆开,拭去灰尘,清洁污物后并重新调试,使之达到所要求的送料数量九.振动盘技术参数十.常见故障及排除方法1)接通电源后不振动,检查电控器保险丝是否熔断,电气元件是否松动,插头座是否接触不良,电器元件是否损坏2)速度不够(2.1)检查紧固弹性钢片是否断裂或紧固螺丝松动(2.2)电磁铁间隙是否过大,正常间隙在1---1.5mm,对小型振动盘的电磁铁,衔铁间隙就在0.5---1.2mm范围内,铁芯与衔铁一作平面不平衡度<0.02mm(2.3).电磁铁线圈温升偏高或线圈烧毁(1)铁芯与衔铁间隙过大,易出现烧线圈现象(2)适应于全波振动的电磁铁,如果用于半波电源,会出现温升偏高现象(3)外界气温偏高,影响线圈散热。

振动盘的工作原理及结构图分解
振动盘的组成:料斗、底盘、控制器、直线送料器。
工作原理:
振动盘料斗下面有个脉冲电磁铁,可以使料斗作垂直方向振动,由倾斜的弹簧片带动料斗绕其垂直轴做扭摆振动。
料斗内零件,由于受到这种振动而沿螺旋轨道上升。
在上升的过程中经过一系列轨道的筛选或者姿态变化,零件能够按照组装或者加工的要求成统一状态自动进入组装或者加工位置。
其工作目的是通过振动将无序工件自动有序定向排列整齐、准确地输送到下道工序。
分类:
振动盘料斗的分类:振动盘的料斗分为筒形料斗、螺旋、线料斗、锥形料斗、等分线料斗五种。
振动盘底盘的分类:底盘有正拉底盘、侧拉底盘、压电式底盘、精密底盘四种。
振动盘控制器的分类:控制器分为普通控制器、分级控制器、调频控制器、带缓启动控制器、数显调频控制器五种。
直线送料器:直线送料器是将排列好了的产品呈直线运动的方式输送的振动源。
振动平台:振动平台一般分为电磁式振动平台和电机式振动平台,主要做垂直振动或水平振动,电机式振动平台也可以实现异步的三维振动。
主要用于把颗粒、粉状的物料振实或者将自由下落就能区分方向的细小工件振入装配位置进行下一轮加工
振动盘是一种主动拼装机械的辅佐设备,是一种能主动定向排序的送料设备。
振动盘能把各种商品有序排出来,它能够合作主动拼装设备一同将商品各个部位拼装起来成为完好的一个商品。
振动盘的工作原理及结构图分解:。
振动盘工作原理一.振动盘简介:振动盘是一种自动定向排序的送料设备. 振动盘的组成:料斗\底盘\控制器\直线送料器等配套组成.其工作目的是通过振动将无序工件自动有序定向排列整齐,准确地输送到下道工序. 振动盘的料斗分为筒形料斗,螺旋,线料斗,锥形料斗,等分线料斗等五种; 底盘有正拉底盘,侧拉底盘,压电式底盘,精密底盘四种; 控制器分为普通控制器,调频控制器,分级控制器,带缓启动控制器,数显调频控制器五种; 直线送料器可根据客户需求订制各式各样型号直线送料器,也可根据产品要求订制. 振动盘是一种自动组装机械的辅助设备,是一种能自动定向排序的送料设备.能把各种产品有序排出来,它可以配合自动组装设备一起将产品各个部位组装起来成为完整的一个产品.作用:广泛应用于电池\五金\电子\医药\食品\塑胶插件\喷雾器\连接器\精密振动盘应用等各个行业,是解决工业自动化设备供料的必须设备.振动盘辅助产品:底盘\顶盘\控制器\直线送料器\振动平台料仓\涂层电磁振动上供料器从结构上分:直槽往复式和圆盘扭动式.其中直槽式一般作为不需要定向整理的粉粒状物料的给料器,或用于清洗,筛选,烘干加热,冷却等操作.圆盘式多用于需要定向整理的,有一定形状和尺寸的物料的上供料.二.振动盘工作原理料斗下面有个脉冲电磁铁,可以使料斗垂直方向上下振动,由于弹片的倾斜,使料斗绕其垂直轴做扭摆振动,料斗内零件,由于受到这种振动,而沿螺旋轨道上升,直到送到下道工序运动状态:直线形料斗是往复直线式振动,而圆筒形是往复扭转式振动.主要是由一个振动马达作动力,振动马达工作时产生定向频率的力,只要把振动盘看成是一个斜面,再对这个斜面进行物理学的受力分析,你就能很容易理解它的工作原理了.振动盘电磁线圈在工作中,斜面受电磁力会微小的上下振幅,调整振动盘的工作频率以及间隙,就可以实现顺利工作.三振动盘调整步骤与要点(1)确认振动本体位于盘面确实锁固(2)将控制器按钮调至中间位置(3)将电源打开,查看振动盘输送速度是否达到要求(4)若没有达到要求,将锁付弹片之固定螺丝松脱任意一支,查看振动速度变化(5)若松脱弹片固定螺丝,振动速度变快,则表示弹片过厚,适度减少弹片数量或厚度后,再进行步骤(4),再次调试(6)反之则适度增加弹片或厚度后,再进行步骤(4),再次调试(7)若步骤(4)的调整,振动速度变化不大时,则表示已完成弹片调整(8)电磁铁要对齐,间隙在1---1.5mm,间隙要平行四.定购一台合适的振动盘,首先要充分了解您的要求及配合主机使用情况(9)正式生产中使用的工件样品或图纸(10)振动盘的送料方向(顺时针,逆时针)(11)工件在振动盘出口时的状态,出料速度(12)振动盘的空间限制及安装位置,供电\供气情况(13)外观涂层等其它要求(交货期一般为7---15天,免费安装调试,保修三年)五.电磁振动上供料器的工作过程,是由于电磁铁的吸引和支承弹簧的反向复位作用,使料槽产生高速高频(50---100次/秒),微幅(0.5---1mm)振动,使工件逐步向高处移动.当I=0时,料槽在支承弹簧作用下向右上方复位,工件依靠它与轨道的磨擦而随轨道向右上方运动,并逐步被加速.当I>0时,料槽在电磁铁的吸引下向左下方运动,工件由于惯性作用而脱离轨道,继续向右上方运动(滑移或跳跃),再经过光纤放大器的光电转换作用,经集成线路模拟转换至下一循环,周而复始,工件在轨道上作由低到高的运动.六.电磁式振动盘的工作原理:振动盘是由振动板,电磁铁,衔铁,弹簧片,安装座,减振胶垫组成,利用控制器产生与系统固有频率相同的脉冲电流使电磁铁励磁后,系统发生共振,衔铁及振动板会快速的拉向电磁铁,因为下降速度很快,所以物料会浮在空中,并在重力作用下落向料盘,接着在弹簧片的作用下,衔铁及振动板又被推回,这时使料盘内的物料向前方移动,该作用以每分钟3000---10000次或更高的次数反复进行,使用权料盘内的物料平滑移动.交流电压使电磁铁产生磁场,由于频率很高,故产生的磁力也是瞬间变化的,底盘下面有3---6组一定的角度弹簧片,当电磁铁同交流电瞬间产生磁场,弹簧片受压,当电压正弦波变化的时候,弹簧片弹回来,就产生了力.七.振动盘主要技术参数1.额定电压为交流220/110V,频率为50/60HZ,振动盘根据需要采用半波/全波励磁2.振动盘规格:顶盘直径80---1000mm3.振动盘按物料走向可分为顺时针/逆时针走向八.使用及维护1.检查主机各部紧固件是否有松动2.安装时一定要使减振元件上下对齐,并使上下丝孔对应3.振动盘高度及水平调整好之后,将下座紧固在支架或固定板上4.在振动盘出口与应件相接时要留有一定的间隙,以避免影响振动效果5.振动盘是电气插头装在控制盒上,要注意防水防油.接通220/110V电源后,打开开关,缓慢转动电位器(可调变阻器),逐步达到需要的送料数量即可.注意在接通电源前,一定要将电位器调至最小位置,以免损坏晶体管等电器元件6.振动盘在正常运行两年后,应将底盘各部件拆开,拭去灰尘,清洁污物后并重新调试,使之达到所要求的送料数量九.振动盘技术参数障及排除方法4.通电源后不振动,检查电控器保险丝是否熔断,电气元件是否松动,插头座是否接触不良,电器元件是否损坏5.速度不够(1)检查紧固弹性钢片是否断裂或紧固螺丝松动(2)电磁铁间隙是否过大,正常间隙在1---1.5mm,对小型振动盘的电磁铁,衔铁间隙就在0.5---1.2mm范围内,铁芯与衔铁一作平面不平衡度<0.02mm3.电磁铁线圈温升偏高或线圈烧毁(1)铁芯与衔铁间隙过大,易出现烧线圈现象(2)适应于全波振动的电磁铁,如果用于半波电源,会出现温升偏高现象(3)外界气温偏高,影响线圈散热十一。
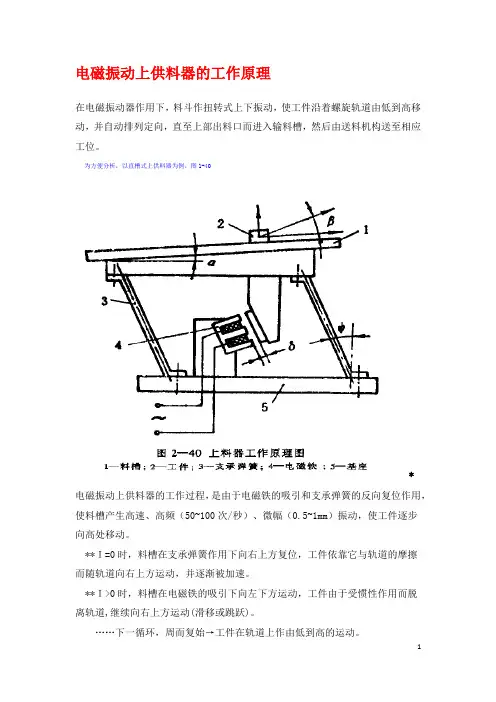
电磁振动上供料器的工作原理在电磁振动器作用下,料斗作扭转式上下振动,使工件沿着螺旋轨道由低到高移动,并自动排列定向,直至上部出料口而进入输料槽,然后由送料机构送至相应工位。
为方便分析,以直槽式上供料器为例,图1-40*电磁振动上供料器的工作过程,是由于电磁铁的吸引和支承弹簧的反向复位作用,使料槽产生高速、高频(50~100次/秒)、微幅(0.5~1mm)振动,使工件逐步向高处移动。
**I=0时,料槽在支承弹簧作用下向右上方复位,工件依靠它与轨道的摩擦而随轨道向右上方运动,并逐渐被加速。
**I>0时,料槽在电磁铁的吸引下向左下方运动,工件由于受惯性作用而脱离轨道,继续向右上方运动(滑移或跳跃)。
……下一循环,周而复始→工件在轨道上作由低到高的运动。
1、工件在轨道上的受力分析* 工件在轨道上的受力:自重力、轨道反力、摩擦力、惯性力;* 摩擦力、惯性力与电磁铁的电流有关。
(1)I=0时,支承弹簧复位,轨道以加速度a1向右上方运动,工件力平衡如图1-41:macosβ+mgsinα=F=μN (2—1)1sinβ+mgcosα=N (2—2)ma1(2)I>0时,电磁铁吸引,轨道以加速度a2向左下方运动,工件受力平衡如图1-42:cosβ-mgsinα=F=μN (2—3)ma2masinβ-mgcosα=-N (2—4)22、工件在轨道上的运动状态分析(1)运动分析根据受力分析,工件在轨道上的运动有两种可能性:A、因惯性沿轨道下滑,此时I=0,且有cosβ+mg sinα>μN (2—5)ma1>g(sinα-μcosα)/(μsinβ-cosβ) (2—6)a1——当轨道向右上方运动的加速度a1满足上式时,工件便会沿轨道下滑。
这对振动上供料机构是不希望出现的。
B、沿轨道上行,此时根据电磁铁吸合与否可得:≤g(sinα-μcosα)/(μsinβ-cosβ) (2—7)I=0,a1I>0,a≥g(sinα+μcosα)/(μsinβ+cosβ) (2—8)2——电磁振动供料器要实现预定的上供料,轨道向右上方运动的加速度a1和向左下方运动的加速度a2必须满足上述工件沿轨道上行时的条件式。
三合一送料机的工作原理-概述说明以及解释1.引言1.1 概述三合一送料机是一种新型的物料输送设备,其主要功能是将物料从一个地方输送到另一个地方,实现物料的自动化输送。
通过三合一送料机,可以有效提高生产效率,降低人力成本,确保产品质量的稳定性。
本文将从三合一送料机的组成部分、工作原理和应用领域等方面进行介绍,帮助读者全面了解和认识这一先进设备。
.1 概述部分的内容1.2 文章结构文章结构部分:本文主要分为引言、正文和结论三个部分。
在引言部分中,将概述三合一送料机的概念及其重要性,介绍文章的结构和目的。
在正文部分中,首先介绍了三合一送料机的组成部分,包括其各个组件及其功能;然后详细解释了三合一送料机的工作原理,揭示了其实现自动送料的原理;最后讨论了三合一送料机在不同应用领域的具体应用。
在结论部分中,总结了三合一送料机的优势,展望了未来发展的方向,并做出了结论。
通过这样的结构,读者可以全面了解三合一送料机的工作原理及其应用领域,从而加深对这一技术的理解和认识。
1.3 目的:三合一送料机是一种重要的自动化设备,其主要功能是实现物料的自动送料和输送。
本文的目的是通过深入分析三合一送料机的工作原理,帮助读者了解这一设备的组成部分、工作原理以及应用领域,从而更好地掌握其操作技巧和提高生产效率。
通过本文的阐述,读者将能够更全面地认识到三合一送料机在工业生产中的重要性和作用,为其在实际应用中发挥更大价值和作用提供指导和帮助。
同时,本文还将展望三合一送料机未来的发展趋势,为读者提供参考和启示,帮助其更好地应对未来生产挑战和机遇。
通过本文的研究,读者将能够更深入地了解三合一送料机,为其在生产中的应用和推广提供可靠的理论依据和技术支持。
2.正文2.1 三合一送料机的组成部分:三合一送料机是由三个主要组成部分构成的,分别是振动盘、送料机和计量器。
下面将分别介绍这三个组成部分的作用和功能:1. 振动盘: 振动盘是三合一送料机的第一个组成部分,其主要作用是将原料均匀分布到送料机中。
振动盘工作原理一. 振动盘简介:振动盘是一种自动定向排序的送料设备. 振动盘的组成:料斗底盘控制器直线送料器等配套组成.其工作目的是通过振动将无序工件自动有序定向排列整齐,准确地输送到下道工序. 振动盘的料斗分为筒形料斗,螺旋,线料斗,锥形料斗,等分线料斗等五种; 底盘有正拉底盘,侧拉底盘,压电式底盘,精密底盘四种; 控制器分为普通控制器,调频控制器,分级控制器,带缓启动控制器,数显调频控制器五种; 直线送料器可根据客户需求订制各式各样型号直线送料器也可根据产品要求订制. 振动盘是一种自动组装机械的辅助设备,是一种能自动定向排序的送料设备.能把各种产品有序排出来,它可以配合自动组装设备一起将产品各个部位组装起来成为完整的一个产品. 作用:广泛应用于电池五金电子医药食品塑胶插件喷雾器连接器精密振动盘应用等各个行业,是解决工业自动化设备供料的必须设备.振动盘辅助产品:底盘顶盘控制器直线送料器振动平台料仓涂层电磁振动上供料器从结构上分:直槽往复式和圆盘扭动式.其中直槽式一般作为不需要定向整理的粉粒状物料的给料器,或用于清洗,筛选, 烘干加热,冷却等操作.圆盘式多用于需要定向整理的,有一定形状和尺寸的物料的上供料.二.振动盘工作原理料斗下面有个脉冲电磁铁,可以使料斗垂直方向上下振动,由于弹片的倾斜,使料斗绕其垂直轴做扭摆振动,料斗内零件,由于受到这种振动,而沿螺旋轨道上升,直到送到下道工序运动状态:直线形料斗是往复直线式振动,而圆筒形是往振动马达工作时产生定向频率的,主要是由一个振动马达作动力.复扭转式振动.力,只要把振动盘看成是一个斜面,再对这个斜面进行物理学的受力分析,你就能很容易理解它的工作原理了.振动盘电磁线圈在工作中,斜面受电磁力会微小的上下振幅,调整振动盘的工作频率以及间隙,就可以实现顺利工作.三振动盘调整步骤与要点(1) 确认振动本体位于盘面确实锁固将控制器按钮调至中间位置(2) 将电源打开,查看振动盘输送速度是否达到要求(3) 若没有达到要求,将锁付弹片之固定螺丝松脱任意一支(4) ,查看振动速度变化适度减少弹片数量,(5) 若松脱弹片固定螺丝振动速度变快则表示弹片过厚,或厚度后,再进行步骤(4),再次调试(6) 反之则适度增加弹片或厚度后,再进行步骤(4),再次调试若步骤(4)的调整,振动速度变化不大时(7) ,则表示已完成弹片调整电磁铁要对齐, 间隙在1---1.5mm,间隙要平行(8)四.定购一台合适的振动盘,首先要充分了解您的要求及配合主机使用情况(9) 正式生产中使用的工件样品或图纸振动盘的送料方向(顺时针,逆时针(10) ) 工件在振动盘出口时的状态, 出料速度(11)振动盘的空间限制及安装位置(12),供电供气情况外观涂层等其它要求(交货期一般为7---15天(13),免费安装调试,保修三年)五.电磁振动上供料器的工作过程,是由于电磁铁的吸引和支承弹簧的反向复位使工件逐步向高,振动(0.5---1mm)微幅),秒/次(50---100 使料槽产生高速高频,作用.处移动.当I=0 时,料槽在支承弹簧作用下向右上方复位,工件依靠它与轨道的磨擦而随轨道向右上方运动,并逐步被加速.当I>0 时,料槽在电磁铁的吸引下向左下方运动,工件由于惯性作用而脱离轨道,继续向右上方运动(滑移或跳跃),再经过光纤放大器的光电转换作用,经集成线路模拟转换至下一循环,周而复始,工件在轨道上作由低到高的运动.六.电磁式振动盘的工作原理:振动盘是由振动板,电磁铁,衔铁,弹簧片, 安装座,减振胶垫组成,利用控制器产生与系统固有频率相同的脉冲电流使电磁铁励磁后,系统发生共振,衔铁及振动板会快速的拉向电磁铁因为下降速度很快,所以物料会浮在空中,并在重力作用下落向料盘, 接着在弹簧片的作用下,衔铁及振动板又被推回,这时使料盘内的物料向前方移动,该作用以每分钟3000---10000 次或更高的次数反复进行, 使用权料盘内的物料平滑移动.交流电压使电磁铁产生磁场,由于频率很高,故产生的磁力也是瞬间变化的,底盘下面有3---6 组一定的角度弹簧片,当电磁铁同交流电瞬间产生磁场,弹簧片受压,当电压正弦波变化的时候,弹簧片弹回来,就产生了力.七.振动盘主要技术参数1. 额定电压为交流220/110V,频率为50/60HZ,振动盘根据需要采用半波/ 全波励磁80---1000mm2. :顶盘直径振动盘规格振动盘按物料走向可分为顺时针/3. 逆时针走向八.使用及维护1.检查主机各部紧固件是否有松动并使上下丝孔对应,.安装时一定要使减振元件上下对齐2.3.振动盘高度及水平调整好之后,将下座紧固在支架或固定板上4.在振动盘出口与应件相接时要留有一定的间隙,以避免影响振动效果5.振动盘是电气插头装在控制盒上,要注意防水防油.接通220/110V 电源后,打开开关,缓慢转动电位器(可调变阻器),逐步达到需要的送料数量即可.注意在接通电源前,一定要将电位器调至最小位置,以免损坏晶体管等电器元件6.振动盘在正常运行两年后,应将底盘各部件拆开,拭去灰尘,清洁污物后并重新调试,使之达到所要求的送料数量九.振动盘技术参数Φ80Φ200 Φ 250 Φ300 600 Φ720 Φ350 Φ 400 Φ500 Φ 型0号Ⅰ Ⅱ Ⅰ Ⅱ Ⅰ Ⅱ Ⅰ Ⅱ Ⅰ Ⅱ Ⅰ Ⅱ Ⅰ Ⅱ Ⅰ Ⅱ Ⅰ1720252530303535404050506060727280d0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 1717252530313232383845455060606070D 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0I 15 15 25 25 25 25 25 25 25 25 25 25 30 30 30 30 40 11233434444456566H00000000000000000112223233333333340000000500505000020常见故十.604550333945501718212224252729Rma1414除及排障x 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0方法Vma1616 12 10 10 12 14 14 14 14 4.5 4 5 6 7 8 8接 4. x 通电源后8560654012141520172225304550606050 功率检,不振动00 0 0 0 0 0 0 0 0 0 0 0 0 0器控查电70 55 60 50 60 50 65 45 14 30 45 50 45 50 55 45 30 噪音是保险丝0.70.20.30.30.40.80.20.3 0.4 0.4 0.50.6 0.50.1 0.1 0.2 0.3 振幅电否熔断,5 5 5 5 5是气元件,插头座是否接触不良电器元件是否损坏否松动, 5.速度不够(1)检查紧固弹性钢片是否断裂或紧固螺丝松动(2) 电磁铁间隙是否过大,正常间隙在1---1.5mm,对小型振动盘的电磁铁,衔铁间隙就在0.5---1.2mm 范围内,铁芯与衔铁一作平面不平衡度<0.02mm3. 电磁铁线圈温升偏高或线圈烧毁(1)铁芯与衔铁间隙过大,易出现烧线圈现象(2)适应于全波振动的电磁铁,如果用于半波电源,会出现温升偏高现象(3) 外界气温偏高,影响线圈散热十一。
振动盘供料的原理,特点和作用原理: 在电磁振动器作用下,料斗作扭转式上下振动,使工件沿着螺旋轨道由低到高移动,并自动排列定向,直至上部出料口而进入输料槽,然后由送料机构送至相应工位。
为方便分析,以直槽式上供料器为例,电磁振动上供料器的工作过程,是由于电磁铁的吸引和支承弹簧的反向复位作用,使料槽产生高速、高频(50~100次/秒)、微幅(0.5~1mm)振动,使工件逐步向高处移动。
**I=0时,料槽在支承弹簧作用下向右上方复位,工件依靠它与轨道的摩擦而随轨道向右上方运动,并逐渐被加速。
**I>0时,料槽在电磁铁的吸引下向左下方运动,工件由于受惯性作用而脱离轨道,继续向右上方运动(滑移或跳跃)。
……下一循环,周而复始→工件在轨道上作由低到高的运动。
1、工件在轨道上的受力分析 * 工件在轨道上的受力:自重力、轨道反力、摩擦力、惯性力; * 摩擦力、惯性力与电磁铁的电流有关。
向右上方运动,工件力平衡如图1-41:(1)I=0时,支承弹簧复位,轨道以加速度a1 ma1cosβ+mgsinα=F=μN (2—1) ma1sinβ+mgcosα=N (2—2)(2)I>0时,电磁铁吸引,轨道以加速度a向左下方运动,工件受力平衡如图1-42:2 ma2cosβ-mgsinα=F=μN (2—3) ma2sinβ-mgcosα=-N 2、工件在轨道上的运动状态分析(1)运动分析 根据受力分析,工件在轨道上的运动有两种可能性: A、因惯性沿轨道下滑,此时I=0,且有 ma1cosβ+mgsinα>μN (2—5)a1>g(sinα-μcosα)/(μsinβ-cosβ) (2—6)满足上式时,工件便会沿轨道下滑。
这对振动上供 ——当轨道向右上方运动的加速度a1料机构是不希望出现的。
B、沿轨道上行,此时根据电磁铁吸合与否可得: I=0,a1≤g(sinα-μcosα)/(μsinβ-cosβ) (2—7) I>0,a2≥g(sinα+μcosα)/(μsinβ+cosβ) (2—8)和向左下方运 ——电磁振动供料器要实现预定的上供料,轨道向右上方运动的加速度a1动的加速度a必须满足上述工件沿轨道上行时的条件式。
自动送料振动盘是一种自动定向排序的送料设备。
其工作目的是通过振动将无序工件自动有序定向排列整齐、准确地输送到下道工序。
自动送料振动盘是一种自动定向排序的送料设备。
其工作目的是通过振动将无序工件自动有序定向排列整齐、准确地输送到下道工序。
振动盘是一种自动组装机械的辅助设备,能把各种产品有序排出来,它可以配合自动组装设备一起将产品各个部位组装起来成为完整的一个产品。
自动送料振动盘主要由料斗、底盘、控制器、直线送料器等配套组成。
自动送料振动盘的料斗下面有个脉冲电磁铁,可以使料斗垂直方向振动,由于弹簧片的倾斜,使料斗绕其垂直轴做扭摆振动。
料斗内零件,由于受到这种振动,而沿螺旋轨道上升,直到送到出料口。
自动送料振动盘的料斗分为筒形料斗、螺旋、线料斗、锥形料斗、等分线料斗五种;底盘有正拉底盘、侧拉底盘、压电式底盘、精密底盘四种;控制器分为普通控制器、分极控制器、调频控制器、带缓启动控制器、数显调频控制器五种;直线送料器可根据客户需求订制各式各样型号直线送料器亦可根据产品要求订制。
百业振动盘的功能及优点:1、把工件自动排序,自动送料给设备,代替繁琐的人工手动排序,特别是人工不易进行操作的小工件,超小工件的排列。
2、分选出不合格工件。
3、加快生产速度、提高效率。
4、使用振动盘可以减少人工数量,提高劳动效率,减少操作失误。
5、对卫生要求特别高的产品用振动盘比人工制作造成污染的机率小,还能提高工厂的整体形象。
6、配以相关自动化机械设备,振动盘可以部分或完全取代人工,实现生产过程快速,准确,平稳的自动上料和自动装配。
自动送料振动盘控制器类型(可调全波和半波):普通调压控制器(通过调节电压来控制振动盘速度)。
普通光纤调压控制器(振动盘与直振配套使用,光纤装在直振上,光纤控制振动盘,料满停机)。
数显调压单控(外观精美,数字显示,通过调节电压来控制振动盘速度)。
yyhkcn_rxzdp_tml数显调压双控(外观精美,数字显示,可同时控制两台振动盘,通过调节电压来控制振动盘速度)。