数控回转工作台带全套CAD图纸
- 格式:doc
- 大小:1.53 MB
- 文档页数:33

陕西国防工业职业技术学院SHAANXI INSTITUTE OF TECHNOLOGY 毕业设计论文题目水平回转工作台专业机电一体化班级机电3111班姓名罗小亮学号23311131指导教师王刚目录摘要 (3)第一章绪论 (4)1.1概述 (4)1.2数控回转工作台的发展及展望 (4)1.3数控回转工作台的原理 (5)1.4 设计要求及主要参数 (6)1.4.1设计准则 (6)第二章数控回转工作台的结构设计 (6)2.1设计工作台的基本要求 (8)2.2数控回转工作台传动方案的选择 (9)2.3电机的选择 (11)2.3.1选择步进电机的注意事项 (11)2.3.2电机的参数计算 (11)2.4齿轮的设计 (12)2.4.1齿轮材料确定 (12)2.4.2齿轮强度计算 (12)2.4.3尺寸计算 (12)2.4.4齿轮结构设计 (14)2.5蜗轮蜗杆设计 (15)2.6蜗杆与蜗轮的主要参数与几何尺寸 (16)2.7轴的校核与计算 (18)2.8联轴器的选择 (19)2.9输入轴的设计 (20)2.10蜗杆轴的设计 (25)2.11轴强度的校核 (28)总结 (30)参考文献 (32)致谢 (33)摘要数控机床在机械行业中扮演的角色越来越重要。
特别是数控机床朝着大功率、高速度、高精度、高稳定性的方向发展,其可靠性已成为衡量其性能的重要指标。
而数控回转工作台作为数控机床中不可或缺的部件,其精度已直接影响到机床的整体性能。
为了提高效率,扩大机床制造范围,数控机床除了做三轴直线进给运动之外,通常还需要用数控回转工作台来做加工的圆周运动。
由此来满足自动改变工件相对主轴的位置,让机床更好的对工件各个面的加工。
配合数控系统的控制,数控回转工作台可以有效提高生产率,消除人为误差,提高加工精度。
数控回转工作台主要是应用于数控铣床与数控镗床或加工中心,它主要是用于对板类、箱体等类似工件的不间断回转加工和多面加工。
第一章绪论1.1概述数控铣床作为效率比较高的机械制造设备,现在应用的已经非常普遍了。
摘要自从1946年世界上首次电子计算机制造以来,这说明人们制造了工具,能增加和替换脑力。
它和工具,人类在农业和工业社会,有了质的飞跃,为人类进入奠定了基础信息社会。
在1952年,计算机技术应用于机器,第一个数控机床的诞生在美国。
从那时起,近年来传统的机床,数控机床公司逐年增加,并被应用在大中型企业中,有了质量的变化。
近半个世纪以来,数控系统经历了两个阶段和六代的发展。
在中小企业甚至个人企业也普遍开始使用。
在这些数控机床,除了少量的机床在FMS模式集成,主要是在独立的运行状态,和相当部分的使用效率不高,落后的管理模式。
近年来,中国的出口增长的大型数控机床是数控车床、数控磨床、数控加工专用机床,数控剪板机,数控折弯,折弯机,数控压铸机、通用机床。
在车床主传动系统的毕业设计中,使学生建立不错的的规划和了解车床主传动系统设计的一般方法。
巩固和加深所学理论知识,加深知识储备,运用所学知识剖析和处理设计工作中的实际问题。
从机械制造装备毕业设计中,使我们在制定车床主传动机构、车床的结构设计、一般的提案的设计、零件等的计算、编绘技术文稿和设计理论的表现等方面,得到整体性的锻炼。
轻车熟路相关准则、图册和参照素材的使用,以懂得具有粗浅的结构剖析和构造的设计演算的能力。
关键词:主传动系统、传动设计、动力设计Abstract1946 birth of the world's first electronic computer, which suggests that human created can be enhanced and part instead of the mental work tools. It with humans in agriculture, industrial society to create those is only a means of enhancing physical labor, compared to a qualitative leap, which laid a foundation for human into the information society. Six years later, in 1952, the computer technology application in machine tools, was born in the United States the first CNC machine tool. Since then, traditional machine tools produced in recent years, our country enterprise of nc machine tools share rise year by year, in large and medium-sized enterprises have more use, a qualitative change. Nearly half a century, the CNC system has experienced two stages and the development of six generations. Also common in small and medium-sized enterprises and individual enterprises begin to use. In the nc machine tools, in addition to a small amount of machine tools used in FMS model integration, mostly in single machine running state, and some in the efficiency is not high, management way backward state. In recent years, China's exports was bigger nc machine tool with CNC lathe, CNC grinding machine, numerical control special machine tools, CNC bending machine, CNC shearing machine, CNC forming die casting machine, such as the common machine tools have a drilling machine, sawing machine, slotting machine, broaching machine, combinationmachine tools, hydraulic press.Through the lathe main drive system of curriculum design, causes the student to set up the correct design ideas and master the basic method of lathe main transmission system design.Consolidate and deepen the theory knowledge, the expanded aspect of knowledge, and apply what they have learned the theory analysis and solve specific problems in the design work;By machinery and equipment course design, causes the student to the structure of the main transmission mechanism in forming lathe, lathe parts design, all kinds of scheme design, calculation, write technical documents and the expression of design ideas and so on, to get basic training comprehensive;Be familiar with the relevant standards and manuals and the use of the resources, to foster a preliminary structural analysis and the ability to structure design and calculation.Keywords: main drive system, transmission design, dynamic design目录摘要 1第一章概述 (1)1.1国内数控机床现状 (1)1.2 设计参数 (1)第二章参数的拟定 (2)2.1确定极限转速 (2)2.2电机的选择 (2)第三章传动设计 (3)3.1主传动方案拟定 (3)3.2传动结构式、结构网的选择 (3)3.3转速图的拟定 (3)第四章主传动部分的改造和设计 (6)4.1主传动部分方案拟定 (6)4.2主传动部分设计改造设计计算 (9)4.3数控机床分级变速箱的设计 (11)4.4电磁离合器的设计计算 (15)4.5齿轮的结构设计 (16)4.6带轮结构设计 (17)4.7传动轴间的中心距 (17)4.8轴承的选择 (17)第五章动力设计 (18)5.1传动轴的验算 (18)5.2齿轮效验 (22)5.3轴承的效验 (23)第六章结构设计及说明 (24)6.1结构设计的内容 (24)6.2 I轴的设计 (24)6.3齿轮块的设计 (25)6.4传动轴的设计 (25)结论 (27)参考文献 (28)致谢 (29)第一章概述1.1国内数控机床现状最近几年我国企业的数控机床占的比重也在增长,在大的公司中就有很多的使用,在小公司和个体的企业中也在开始使用中。
![c616卧式车床八工位数控回转刀架毕业设计(全套图纸)[管理资料]](https://uimg.taocdn.com/86f442d12f60ddccdb38a092.webp)
C616卧式车床八工位数控回转刀架设计【摘要】数控加工的加工精度高,生产率高,能减轻操作者劳动强度、改善劳动条件,有利于生产管理的现代化以及经济效益的提高,它的发展和运用,影响着制造业水平高低,实现生产过程的数控化,已经成为当今制造业的发展方向,所以非常值得我们去研究。
本设计通过对八工位卧式电动控制刀架的工作原理的分析,确定了多种方案,综合考虑各种方案的优缺点、性价比后,采用电动回转刀架。
其刀架机构的主要部件包括减速传动机构、刀架的抬起机构、锁紧与转位精定位机构等,控制系统软件包括控制系统的选择,控制系统软硬件的设计,收发信电路的设计等,设计中所采用螺杆抬起机构、端齿盘定位机构和单片机控制系统都计较经济实用,适合我们我国现阶段数控机床的发展需要。
【关键词】八工位,电动刀架,自动化,8051单片机[Abstract]The machining precision of NC machining high, high productivity, reduces the labor intensity of operator, improve working conditions, is conducive to the modernization of production management and improving economic benefit, its development and use, affect the manufacturing industry level, realizes the numerical control of the production process, has become the development direction of manufacturing industry, it is worth we are going to study.This design through the analysis of the work principle of the eight station horizontal electric control tool, to determine the various schemes, considering the advantages and disadvantages of various schemes, cost-effective, with electric rotary cutter. The tool holder mechanism consists of a deceleration transmission mechanism, cutter lifting mechanism, locking and indexing precision positioning mechanism, control system software includes the choice of the control system, the design of hardware and software of control system, transceiver circuit design, the screw lifting mechanism, the tooth disk positioning mechanism and a microcomputer control system all care about the economic and practical design, need to develop suitable for our country at thepresent stage of CNC machine tools.Key word.Eight station, electric tool, automation, 8051 single chip microcomputer目录1 绪论 (5)引言 (5)国内外研究现状 (5)存在的问题 (6)解决的方法 (7)2 方案设计 (8)自动刀架的基本要求和类型 (8) (8) (8)方案的拟定和确定 (9)3 总体结构设计 (11)减速传动机构方案设计 (11)刀架抬起机构设计 (12)上刀体锁紧与精定位机构设计 (13)4 主要部件的设计计算 (15)减速传动机构的设计计算 (15) (15) (15) (15) (19) (19)螺杆的设计计算 (20) (20) (21) (21)端齿盘设计 (21)端齿盘的特点 (22)端齿盘主要参数的设计计算 (22)5 电气控制部分设计 (26)控制系统的选择 (26)控制方式的选择 (27)硬件电路设计 (27) (27) (29)控制软件设计 (31)6 致谢 (37)7 参考文献 (38)1 绪论引言电动刀架是数控车床重要的传统结构,应用了自动控制、微电子、传感测量等方面的最新成就,是典型的机电一体化产品。
图书分类号:密级:毕业设计(论文)自动分度回转工作台设计THE DESIGN OF AUTO-INDEXING ROTARY TABLE学生姓名学院名称机电工程学院专业名称机械设计制造及其自动化指导教师2010年5月28日徐州工程学院学位论文原创性声明本人郑重声明:所呈交的学位论文,是本人在导师的指导下,独立进行研究工作所取得的成果。
除文中已经注明引用或参考的内容外,本论文不含任何其他个人或集体已经发表或撰写过的作品或成果。
对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标注。
本人完全意识到本声明的法律结果由本人承担。
论文作者签名:日期:年月日徐州工程学院学位论文版权协议书本人完全了解徐州工程学院关于收集、保存、使用学位论文的规定,即:本校学生在学习期间所完成的学位论文的知识产权归徐州工程学院所拥有。
徐州工程学院有权保留并向国家有关部门或机构送交学位论文的纸本复印件和电子文档拷贝,允许论文被查阅和借阅。
徐州工程学院可以公布学位论文的全部或部分内容,可以将本学位论文的全部或部分内容提交至各类数据库进行发布和检索,可以采用影印、缩印或扫描等复制手段保存和汇编本学位论文。
论文作者签名:导师签名:日期:年月日日期:年月日摘要分度回转工作台是机械加工中常用的机床附件,用于镗床,铣床,钻床等需要多面转位加工的工件。
传统分度回转工作台操作不便,而且分度只限于某些规定的角度,难以满足一些特殊分度工件的加工要求。
本课题利用单片机控制技术、步进电动机控制技术对分度回转工作台进行了数控化改造,设计了一种自动分度回转工作台。
它以单片机为控制核心,通过控制脉冲分配器向步进电机发送脉冲, 驱动步进电动机带动蜗轮蜗杆实现对工件的回转分度,相对于传统机械分度头,操作方便,分度精度高。
关键词自动分度回转工作台;齿轮传动;蜗杆传动;单片机控制全套设计,联系153893706AbstractIndexing rotary table is commonly used in machining machine tool accessories, for boring, milling, drilling, etc. need more processing of the workpiece surface translocation. Traditional indexing rotary table to maneuver, but only some of the provisions of sub-degree angle, it is difficult to meet some special requirements indexing workpieces. Control technology for the use of this topic, stepper motor control technology to sub-degree rotary table for the NC transformation, design of an automatic indexing rotary table. It MCU to control the core, by controlling the pulse distributor to send pulses to the stepper motor, stepper motor drives the worm gear drive to achieve sub-degree rotation of the workpiece, as opposed to traditional mechanical dividing head, easy operation, high precision indexing.Keywords Auto-Indexing Rotary Table Gear Transmission Worm drive SCM control目录1 绪论 (1)1.1历史背景 (1)1.2发展前景 (1)2 工作台方案设计 (2)2.1工作台原理及总体框图 (2)2.2 工作台传动系统方案 (2)2.3工作台控制系统方案 (3)3 工作台传动系统设计 (5)3.1工作台箱体设计 (5)3.2传动比及参数确定 (6)3.2.1传动比设定 (6)3.2.2步进电机最大回转速度及频率 (7)3.2.3步进电机分度精度 (7)3.3步进电机选择 (7)3.3.1步进电机启动力矩计算 (8)3.3.2 步进电机最大转速 (9)3.2.3 步进电机最大频率 (9)3.3.4 步进电机型号 (9)3.4齿轮传动设计 (9)3.4.1齿轮的材料及类型 (10)3.4.2按齿面接触疲劳强度设计尺寸 (10)3.4.3 确定齿轮的主要参数与主要尺寸 (11)3.4.4校核齿根弯曲疲劳强度 (12)3.5蜗杆传动设计 (13)3.5.1 蜗杆传动类型 (13)3.5.2 蜗轮蜗杆的材料 (14)3.5.3按齿面接触疲劳强度设计 (14)3.5.4 蜗轮蜗杆主要参数与几何尺寸 (15)3.5.5 校核齿根弯曲疲劳强度 (16)3.5.6蜗杆传动温度计算 (17)3.6轴的设计 (18)3.6.1 蜗杆轴的设计 (18)3.6.2 蜗杆轴的计算 (18)3.7键的选择 (21)3.7.1键联接类型 (21)3.7.2 键连接的尺寸 (22)3.7.3 键联接的强度验算 (22)3.8轴承的选择 (23)3.8.1轴承的类型 (23)3.8.2 轴承的尺寸 (24)3.8.3滚动轴承的密封装置 (24)3.9联轴器的选择 (24)3.9.1联轴器的类型 (25)3.9.3 联轴器的尺寸 (25)4 工作台控制系统设计 (27)4.1控制系统元器件选择 (27)4.1.1单片机选择 (27)4.1.2 I/O接口芯片选择 (28)4.1.3存储器选择 (29)4.1.4译码器选择 (30)4.1.5 地址锁存器选择 (31)4.2 控制系统电路设计 (32)4.2.1主控电路设计 (32)4.2.2 I/O接口电路设计 (33)4.2.3步进电机电路设计 (34)结论 (35)致谢 (36)参考文献 (37)附录 (38)附录1 (38)附录2 (48)1 绪论1.1 历史背景中国数控分度回转工作台产业发展出现的问题中,许多情况不容乐观,如产业结构不合理、产业集中于劳动力密集型产品;技术密集型产品明显落后于发达工业国家;生产要素决定性作用正在削弱;产业能源消耗大、产出率低、环境污染严重、对自然资源破坏力大;企业总体规模偏小、技术创新能力薄弱、管理水平落后等。
数控回转工作台的原理和设计崔旭芳1周英2(1燕山大学继续教育学院,河北秦皇岛066004;2海湾安全技术股份有限公司,河北秦皇岛066004)摘要:数控回转工作台是五轴联动的基础,它能够实现回转轴与摆动轴的两坐标定位。
在三轴联动的数控铣床上增加数控回转工作台,并通过数控改造使之成为五轴数控铣床,是扩展机床使用功能的简捷方式。
详细分析和说明了双回转工作台的分类、结构、工作原理和设计过程。
设计中采用了先进的电主轴作为主轴系统的核心部件,使机械结构更加简单、控制部分相应简化,并可以方便地与CAD/CAM结合,为数控机床的改造提供依据。
关键词:数控回转工作台;结构;原理;设计中图分类号:TU522.05文献标识码:A文章编号:1001-6945(2008)06-0023-051引言近年来,随着我国国民经济的迅速发展和国防建设的需要,对高档数控机床提出了急迫的大量需求。
机床制造业是一国工业之基石,它为新技术、新产品的开发和现代工业生产提供重要的手段,是不可或缺的战略性产业。
即使是发达工业化国家,也无不高度重视。
机床是一个国家制造业水平的象征,代表机床制造业最高境界的则是五轴联动数控机床系统。
从某种意义上说,五轴联动数控机床系统反映了一个国家的工业发展水平状况。
2五轴联动机床简介及加工特点数控机床加工某些零件时,除需要有沿X、Y、Z三个坐标轴的直线进给运动之外,还需要有绕X、Y、Z三个坐标轴的圆周进给运动,分别称为A、B、C轴。
五轴联动机床也称五坐标机床,它是在三个平动轴(沿X、Y、Z轴的直线运动)的基础上增加了两个转动轴(能实现绕X轴、Z轴旋转运动,即A轴和C轴),不仅可使刀具相对于工件的位置任意可控,而且刀具轴线相对于工件的方向也在一定范围内任意可控,由此使五坐标加工工具有以下特点:a.可避免刀具干涉,加工普通三坐标机床难以加工的复杂零件,加工适应性广,如图1(a)所示。
图1五坐标加工的特点b.对于直纹面类零件,可采用侧铣方式一刀成型,加工质量好、效率高,如图1(b)所示。

500X500方台面数控回转工作台设计(500X500)方台面数控回转工作台设计绪论毕业设计主要是培养学生综合应用所学专业的基础理论、基本技能和专业知识的能力,培养学生建立正确的设计思想,掌握工程设计的一般程序、规范和方法。
而高职类学生更应侧重于从生产的第一线获得生产实际知识和技能,获得工程技术经用性岗位的基本训练,通过毕业设计,可树立正确的生产观点、经济观点和全局观点,实现由学生向工程技术人员的过渡。
使学生进一步巩固和加深对所学的知识,使之系统化、综合化。
培养学生独立工作、独立思考和综合运用所学知识的技能,提高解决本专业范围内的一般工程技术问题的能力,从而扩大、深化所学的专业知识和技能。
培养学生的设计计算、工程绘图、实验研究、数据处理、查阅文献、外文资料的阅读与翻译、计算机应用、文字表达等基本工作实践能力,使学生初步掌握科学研究的基本方法和思路。
使学生学会初步掌握解决工程技术问题的正确指导思想、方法手段,树立做事严谨、严肃认真、一丝不苟、实事求是、刻苦钻研、勇于探索、具有创新意识和团结协作的工作作风。
本次毕业设计主要是解决数控回转工作台的工作原理和机械机构的设计与计算部分,设计思路是先原理后结构,先整体后局部。
目前数控回转工作台已广泛应用于数控机床和加工中心上,它的总的发展趋势是:1.在规格上将向两头延伸,即开发小型和大型转台;2.在性能上将研制以钢为材料的蜗轮,大幅度提高工作台转速和转台的承载能力;3.在形式上继续研制两轴联动和多轴并联回转的数控转台。
数控转台的市场分析:随着我国制造业的发展,加工中心将会越来越多地被要求配备第四轴或第五轴,以扩大加工范围。
估计近几年要求配备数控转台的加工中心将会达到每年600台左右。
预计未来5年,虽然某些行业由于产能过剩、受到宏观调控的影响而继续保持着较低的行业景气度外,部分装备制造业将有望保持较高的增长率,特别是那些国家产业政策鼓励振兴和发展的装备子行业。
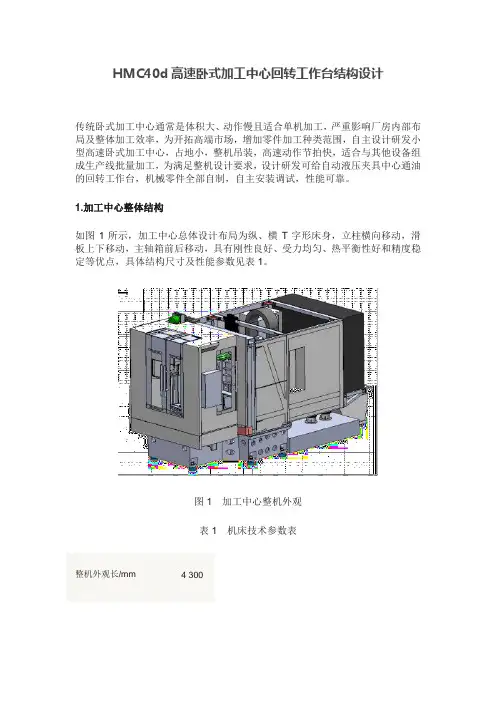
HMC40d高速卧式加工中心回转工作台结构设计传统卧式加工中心通常是体积大、动作慢且适合单机加工,严重影响厂房内部布局及整体加工效率,为开拓高端市场,增加零件加工种类范围,自主设计研发小型高速卧式加工中心,占地小,整机吊装,高速动作节拍快,适合与其他设备组成生产线批量加工,为满足整机设计要求,设计研发可给自动液压夹具中心通油的回转工作台,机械零件全部自制,自主安装调试,性能可靠。
1.加工中心整体结构如图1所示,加工中心总体设计布局为纵、横T字形床身,立柱横向移动,滑板上下移动,主轴箱前后移动,具有刚性良好、受力均匀、热平衡性好和精度稳定等优点,具体结构尺寸及性能参数见表1。
图1加工中心整机外观表1机床技术参数表整机外观长/mm 4 300整机外观宽/mm 2 200整机外观高/mm 2 700X轴行程/mm600Y轴行程/mm500Z轴行程/mm450B轴(°)1×360三轴加速度/(m/min)602.工作台结构及原理设计(1)工作台整体结构图2所示为传统工作台内部结构,工作台采用四点接触球轴承支撑实现回转动作,心轴中只有两路油路,用于工作台板的升起下降及锁紧,无法实现液压油液从工作台底部经过工作台中心通向夹具。
图2传统工作台内部结构1—工作台板2—定心套3—旋转格莱圈4—上齿盘5—下齿盘6—转台轴承7—活塞8—液压缸9—液压缸端盖10—蜗轮11—心轴12—底座13—蜗杆全新设计牙盘式回转工作台如图3所示。
图3全新设计工作台内部结构原理1—定位板2—工作台板3—定心套4—旋转格莱圈5—上齿盘6—下齿盘7—转台轴承8—活塞9—液压缸10—液压缸端盖11—蜗杆12—心轴13—蜗轮14—底座B轴电动机通过联轴器与蜗杆相连,驱动蜗轮转动,蜗轮与液压缸通过螺栓刚性联接,液压缸与活塞可沿轴向相对移动,之间通过8个销轴导向相连,当液压油进入液压缸升起腔后,液压缸将工作台板顶起,上齿盘跟随台板浮起并与下齿盘分离,工作台板即可执行旋转动作,在推力/向心角接触球轴承YRT200的协助下,液压缸通过销轴带动活塞和工作台板旋转,达到预定角度后,液压缸升起腔油液排出,同时下降腔进入液压油液,带动工作台板下降,最后上下齿盘完好啮合,并用液压油持续输出压力,保证台板定位准确,其主要技术参数见表2。
数控回转工作台结构设计数控回转工作台是一种用于加工金属工件的设备,常用于数控铣床、加工中心等机床上。
它具有工作台面可以在水平、垂直两个方向上进行回转的能力,从而实现多种角度的工件加工。
在设计数控回转工作台的结构时,需要考虑以下几个方面:1.工作台面结构:工作台面通常是一个平面,用于放置工件进行加工。
为了提高工作台面的刚性和稳定性,通常会采用铸件或焊接钢板的方式制作。
工作台面通常具有T型槽,用于固定工件或安装夹具,同时还可以通过液压或电机控制使其在水平和垂直方向上进行回转。
2.回转机构:回转机构是实现工作台面回转的关键部件。
它通常由旋转轴承、驱动装置和导向装置组成。
旋转轴承是承受工作台面重量和转动力矩的主要部件,通常选择大直径、高刚度的滚动轴承或滑动轴承。
驱动装置通常采用伺服电机或液压马达,通过减速机传动,使工作台面实现回转。
导向装置用于确保工作台面的回转轨迹准确、平稳,通常采用滑动导轨或滚动导轨。
3.固定装置:为了确保工作台面的刚性和稳定性,需要将工作台面固定在底座上。
固定装置通常通过螺栓或紧固件连接工作台面和底座,以确保工作台面的水平度和垂直度满足加工要求。
4.控制系统:数控回转工作台通常需要配备一个控制系统,用于实现工作台面的回转控制。
控制系统可以采用数控系统或PLC控制系统,通过编程控制工作台面的回转轨迹、速度和停止位置。
在设计数控回转工作台时,需要综合考虑工作台面的刚性、稳定性和回转精度等因素。
同时,还需要根据实际加工需求确定工作台面的尺寸、载荷和回转角度范围。
另外,还要考虑工作台面的定位和夹紧方式,以确保工件在加工过程中的准确定位和固定。
总之,数控回转工作台的结构设计需要充分考虑工作台面的刚性、稳定性和回转控制等因素,以确保工件能够在不同角度下进行准确的加工。
四工位专用钻孔机床设计(全套CAD图纸)全套CAD图纸,联系 695132052 第1章绪论1.1 机床的发展与现状金属切削机床是人类在改造自然的长期生产实践中,不断改进生产工具的基础上产生和发展起来的。
最原始的机床是依靠双手的往复运动,在工件上钻孔。
随着加工对象材料的变化和社会的进步,机床的种类也随着增加,功能也越来越多。
近年来,由于新技术的发展并在机床领域得到应用,使机床的发展更加迅猛。
多样化、精密化、高效化、自动化是这一时代机床发展的基本特征。
也就是说,机床的发展紧密迎合社会生产的多种多样和越来越高的要求。
我国的机床工业是在新中国成立后建立起来的。
50多年来,我国的机床工业获得了高速发展。
目前我国已经形成了布局比较合理、比较完善的机床工业体系。
机床的性能也在逐渐提高,有些机床的性能已经接近世界先进水平。
但与世界水平相比,还是有较大的差距。
因此,要想缩短与先进国家的差距,我们必须开发设计出我国自己的高性能机床。
现代金属切削机床的主要发展趋势是:提高机床的加工效率,提高机床的自动化程度以及进一步提高机床的加工精度和减小表面粗糙度值。
1.2 机床的用途及分类钻床是孔加工用机床,主要用来加工外形较复杂,没有对称回转轴线的工件上的孔。
在钻床上加工时,工件不动,刀具作回转主运动,同时沿轴向移动,完成进给运动。
钻床可完成钻孔、扩孔、铰孔等工作。
钻床可分为:立式钻床、卧式钻床、台式钻床、摇臂钻床,深孔钻床及其它钻床等。
本次设计的四工位专用钻孔机床是卧式钻床,四工位专用机床是在四个工位上分别完成相应的装卸工件、钻孔、扩孔、铰孔工作,如图1.1所示。
它的执行机构有两个:一是装有四工位工件的回转工作台,二是装有专用电动机的带动的三把刀具的主轴箱。
主轴箱每向左移动送进一次,在四个工位上分别完成相应的装卸工件、钻孔、扩孔、铰孔工作。
当主轴箱右移退回到刀具离开工件后,工作台回转90度,然后主轴箱再次左移。
很明显 ,对某一个工件来图1.1 四工位专用机床执行动作图说,要在四次工作循环后完成装、钻、扩、铰、卸等工序。
目录一、设计任务 (1)二、总体方案确定 (2)1.机械传动部件的选择 (2)2.控制系统的设计 (2)三、机械传动部件的计算与选型 (2)1.导轨上移动部件的重量估算 (2)2.切削力的计算 (3)3.直线滚动导轨副的计算与类型 (3)4.滚珠丝杆螺母副的计算与选型 (4)5.步进电动机减速箱的选用 (9)6.步进电动机的计算与选型 (10)四、绘制进给传动机构的装配图 (15)五、控制系统的设计 (16)(1)控制系统的原理框图 (16)(2)简介 (16)(3)应用 (19)六、步进电动机驱动电源的选用 (22)一、设计任务题目:Z3040钻床工作台Y向进给系统设计任务:设计一种供Z3040钻床使用的数控钻台主要参数如下:1)钻头最大直径d=40mm;2)加工材料为灰铸铁190HBW;3)Y方向的脉冲当量δ=0.005mm/step;4)Y方向的定位精度为±0.01mm;5)工作台面尺寸为400mm×360mm;υ=2000mm/min;6)工作台空载最快移动速度maxxυ=2000mm/min;7)加工时最快进给移动速度maxx f二、总体方案确定1.机械传动部件的选择1)导轨副的选用:要设计的工作台是与Z3040钻床配套使用的,因此,选用直线滚动导轨副,它具有摩擦系数小、不易爬行、传动效率高、结构紧凑、安装预紧方便等优点。
2)丝杠螺母副的选用:伺服电动机的旋转运动需要通过丝杠螺母副转换成直线运动,要满足0.005mm的脉冲当量和±0.01mm的定位精度,滑动丝杠副无能为力,只有选用滚珠丝杠副才能达到。
滑动丝杠副的传动精度高、动态响应快、运转平稳、寿命长、效率高、预紧后可消除反向间隙。
3)减速装置的选用:选择了步进电动机和滚珠丝杠副以后,为了圆整脉冲当量,放大电动机的输出转矩,降低运动部件折算到电动机转轴上的转动惯量,可能需要减速装置,且应有消间隙机构。
为此,决定采用无间隙齿轮传动减速箱。
()任务书指导教师签字:院长(系主任)签字:1、选题的目的意义数控机床是多品种小批量生产的高效自动化的技术群体, 它是把多工序加工、切刀具磨损和测量等各种功能集为一体的自动化机床。
随着科学技术的迅猛发展, 数控机床已是衡量一个国家机械制造工业水平的重要标志。
其中数控回转刀架是数控车床的重要部件之一,刀架用于夹持切削用的刀具,因此其结构直接影响机床的切削性能和切削效率。
它在一定程度上标志着数控车床的技术水平,并且与加工精度和生产效率密切相关。
因此,国内外都在不断地提高数控回转刀架的重复定位精度和换刀速度,以适应高质量、高效率生产的要求。
目前具有世界先进水平的数控车床,其换刀速度已达到1s 以内,重复定位精度可保证小于0.002mm。
随着数控车床的发展,数控刀架开始向快速换刀、电液组合驱动和伺服驱动方向发展。
德国Sauter(肖特)公司的产品的性能指标较高,代表数控车床用转塔刀架的发展前景,具体表现在:(1)刀架转位时间最短,且转位准确。
数控刀架作为数控机床必需的功能部件,直接影响机床的性能和可靠性,是机床的故障高发点。
这就要求设计的刀架具有转位快,定位精度高,切向扭矩大的特点。
它采用蜗杆传动,上下齿盘啮合,螺杆夹紧的工作原理。
(2)刀架定位精度高、动作迅速、稳定可靠。
因为数控机床的切削加工精度在很大程度上取决于刀尖位置。
由于在加工过程中刀尖位置不进行人工调整,因此,转塔刀架在结构上必须有足够的强度和刚性,以及合理的定位结构,以保证转塔刀架在每一次转位之后,都具有尽可能高的重复定位精度。
Sauter公司产品正是满足了这一要求, 才使其能够承受粗加工时的切削抗力同时满足各种精密加工的要求。
(3)可多刀夹持,双向转位和任意刀位就近选刀。
(4)应用范围广,维修方便等特点。
2、国内外研究综述目前国内数控刀架以电动为主,分为立式和卧式两种,主要用于简易数控车床。
卧式刀架有八、十、十二等工位,可正、反方向旋转,就近选刀,用于全功能数控车床。
摘要自动回转刀架是数控机床的重要组成部分,它有效地提高了劳动生产率,缩短了生产准备时间,消除人工误差提高加工精度和加工精度的一致性等.但是传统的普通车床换刀的速度慢、精度不高,生产效率低,不能适应现代化生产的需要。
所以为了提高生产率、改善产品质量以及改善劳动条件必须对自动回转刀架进行改进。
本文对数控车床自动回转刀架的机电系统的相关内容进行分析,研究数控车床刀架的组成和工作原理,对普通机床的换刀装置进行改进,使该装置具有自动松开、转位、精密定位等功能。
此次主要完成自动回转刀架的机械部分和电气部分的设计.机械部分为对其组成的各个机械部件进行计算与选用,电气部分为编制刀架自动转位控制软件.设计的数控換刀装置功能更强,换刀装置通过刀具快速自动定位,可以提高数控车床的效率,缩短加工时间;同时其可靠性更稳定,结抅简单。
关键词:自动回转刀架,换刀装置,机电系统,电气控制IDesign of automatic turret mechanical and electrical system ofCNC lathesAbstractThe automatic turret is an important part of CNC lathe. It improved labor productivity and shorten the production time,eliminate human error, the improvement of the machining accuracy and consistency of precision. Though conventional ordinary lathe tool change slowly,low accuracy,low productivity。
It cannot adapt to the needs of modern production. Therefore,we must be improved the automatic turret in order to increase productivity, improve product quality and improve working。
一、B轴基本结构和锁紧原理B轴转台安装在沿Z轴移动的工作台上(图1),通过底部的2个圆柱销把转台转动传递给圆光栅编码器,将旋转位置信号反馈给数控系统,实现对转台角度的控制。
三维网技术论坛b- s1 s9 k, J; y9 ^该转台采用回转环型伺服力矩电机,此类电机是交流同步电机与直线电机的有机结合。
在回转运动中由回转环型力矩电机直接驱动回转运动,可以省去齿轮等各种中间环节,并能得到高的动态性能和好的定位精度。
这种驱动系统无磨损、维护简便。
9 p/ |/ I7 l; V0 C z机床上电后,为保证加工精度,转台(即B轴)不转动时通过液压锁紧(图2)。
当转台锁紧时,电磁阀YV.112.3由PLC通电驱动,额定90×105Pa压力的液压油通往液压橡胶膨胀圈,膨胀后挤压弹性铜胀圈,使其抱紧扭矩伺服电机转子,进而固定转台。
当转台松开时.电磁阀失电,液压橡胶膨胀圈与油箱相连通直接泄压,弹性铜胀圈复位,转台松开。
三维网技术论坛* n Z0 |: E* P( w J二、故障现象及解决过程1.现象三维,cad,机械,技术,汽车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空,镇江8 `$ N! W; k$ p* l卧式加工中心DHP50采用FANUC一16M数控系统,开机后只有B轴采用相对编码器,所以需要回零,正常情况下需要转动2周左右。
但B轴在回零过程中,只转动30°左右即停止,并出现454#报警:B axis:illegalrotor pos detect伍轴位置检测错误);436#报警:B axis:softthermal OVC (B轴软件检测热保护)。
9 v- E( V1 B. G6 B8 [3 b+ [6 S 2.原因分析及处理出现报警的原因:转台底部的圆光栅编码器或其连接线路损坏;转台在转动过程中受到的阻力太大,超出其设计载荷。
陕西国防工业职业技术学院SHAANXI INSTITUTE OF TECHNOLOGY 毕业设计论文题目水平回转工作台专业机电一体化班级机电3111班姓名罗小亮学号********指导教师王刚目录摘要 (3)第一章绪论 (4)1.1概述 (4)1.2数控回转工作台的发展及展望 (4)1.3数控回转工作台的原理 (5)1.4 设计要求及主要参数 (6)1.4.1设计准则 (6)第二章数控回转工作台的结构设计 (6)2.1设计工作台的基本要求 (8)2.2数控回转工作台传动方案的选择 (9)2.3电机的选择 (11)2.3.1选择步进电机的注意事项 (11)2.3.2电机的参数计算 (11)2.4齿轮的设计 (12)2.4.1齿轮材料确定 (12)2.4.2齿轮强度计算 (12)2.4.3尺寸计算 (12)2.4.4齿轮结构设计 (14)2.5蜗轮蜗杆设计 (16)2.6蜗杆与蜗轮的主要参数与几何尺寸 (16)2.7轴的校核与计算 (18)2.8联轴器的选择 (19)2.9输入轴的设计 (20)2.10蜗杆轴的设计 (25)2.11轴强度的校核 (28)总结 (31)参考文献 (32)致谢 (33)摘要数控机床在机械行业中扮演的角色越来越重要。
特别是数控机床朝着大功率、高速度、高精度、高稳定性的方向发展,其可靠性已成为衡量其性能的重要指标。
而数控回转工作台作为数控机床中不可或缺的部件,其精度已直接影响到机床的整体性能。
为了提高效率,扩大机床制造范围,数控机床除了做三轴直线进给运动之外,通常还需要用数控回转工作台来做加工的圆周运动。
由此来满足自动改变工件相对主轴的位置,让机床更好的对工件各个面的加工。
配合数控系统的控制,数控回转工作台可以有效提高生产率,消除人为误差,提高加工精度。
数控回转工作台主要是应用于数控铣床与数控镗床或加工中心,它主要是用于对板类、箱体等类似工件的不间断回转加工和多面加工。
第一章绪论1.1概述数控铣床作为效率比较高的机械制造设备,现在应用的已经非常普遍了。
在加工工件时,将工件装在回转台上,为了满足工件的加工需求,能给工件加工到更多的表面,除了一般机床都能进行的三轴直线运动之外,还必须用回转工作台来给工件做回转运动。
数控系统控制着工作台,去做各种需求的圆周运动。
必要时它可以和其他的坐标轴一起联动,这样来加工复杂一点的零件。
同时在精度的保证下,理论上可以实现任意角度、任意分度的转动。
数控回转工作台的结构最常见的是用电机作为动力源,再者是齿轮传动来减速,最后是蜗轮蜗杆连接工作台,起到带动转动的作用。
设计中回转精度是主要的参考对象。
现在技术越来越先进,社会对回转工作台的要求也是很大。
回转工作台分类可能会有很多,但是一般是可以分为两种,它们是数控回转工作台,还有就是分度台。
数控回转工作台可以自动的运动加工,它的结构和市面上的一般机床的进给机构可能有点相似。
它们最主要的不同的地方在于一般机床是做直线运动的,但是数控回转工作台还可以做回转的运动。
两种回转台从外表上看上去是差不多的,关键不同在于它们的内部。
数控回转工作台又可以细分为两种,一种开环,另一种是闭环。
开环与闭环结构上是看不出什么区别的,它们的区别在于闭环它多了一个角度测量的功能。
这个测量功能会反馈和系统给的指令相互对比,选择闭环的话,工作加工的精度会高一些。
1.2数控回转工作台的发展及展望目前国内数控机床可以说得到了快速的发展,近年来取得的进步也是非常明显不过了。
尤其是国内的数控系统,从没有到现在的这么成熟。
可以说我国的数控技术大有可为,不断在接近西方国家的先进技术。
作为机床的主要组成部分,回转工作台相对机床的各方面的性能来说是非常重要的。
在未来数控回转工作台主要是向着两个极端发展,一个是开发小型转台,一个是大型转台。
于此同时呢它在性能方面主要还是朝着以更强的以钢为材料的蜗轮,这样可以很大程度的增加工作台转动的速度,增加转台承担负载的能力。
未来在设计形式上也是向着多轴一起联动的趋势前进。
在不久的将来,我国机床的附件将会朝着高档的水平发展。
不管是产品质量或是产品性能,都会慢慢跟上西方发达国家的水平。
并不断地创新,走出自己的特色。
加强对产、学、研的结合力度,从而走专业化生产道路,面向市场,满足数控机床发展的需求。
1.3数控回转工作台的原理数控回转工作台应用最多的还是在这三个机床中,它们分别是数控铣床、加工中心还有就是数控镗床了。
与一般的工作台比较起来,在外形上我们很难发现它们会有怎样的不同,它们使用着不同的驱动。
数控回转工作台是可以跟其他的伺服结合一起运动。
图1-1 闭环内部结构1-步进电机;2-主动齿轮;3-偏心环;4-从动齿轮;5-柱销;6-压块;7-螺母;8-锁紧螺钉、11-轴承盖、套筒;9-蜗杆;10-蜗轮;12、13-加紧瓦;14-压紧液压缸;15-活塞;16-弹簧;17-钢球;18-光栅;如下图1-1所示该结构图就是演示的闭环数控回转工作台的内部结构,这种工作台是由1电机作为动力元件的,然后2、4齿轮传动作为减速器的效果给电机减速。
在用齿轮传动带动9蜗杆,9与蜗轮10配合转动这就可以带动工作台转动了。
通常消除反向间隙、传动间隙的方法有很多的,这里是用了偏心环3就能达到消除齿轮2、4之间的啮合侧隙的目的了。
设计中为了实现蜗杆9、齿轮4连接在一起,其中间采用的是楔形拉紧圆柱销5。
用这种连接方式的优点的是还可以减少各轴和轴套之间的配合间隙。
回转台转角的位置是采用光栅18来进行测量的,它的测量结果会与指令信号相互比较。
如果其中存在偏差,那么将偏差放大,然后由控制电机使其朝着降低偏差的方位回转,从而使工作台达到精确定位的目的,设计中对于台面的锁紧通过均匀分布的小油缸14达到目的。
在其要加紧时,通过油缸上面的上腔注入压力油,从而使活塞15向下移动,然后钢球17,来推开装置中的夹紧块12、13,从而使蜗轮处于夹紧状态。
当回转台工作时,只需由数控系统来发指令,从而夹紧液压缸14,使其上腔的油回流到油箱,而钢球17此时在弹簧16弹力的作用下向上运动,然后夹紧块12、13会从蜗轮中松开,就在这时蜗轮就可以同回转工作台一起按系统的指令做回转运动。
这个工作台的导轨面采用滚柱轴承来支承,并同时采用圆锥滚子轴承来确保正确的回转中心的位置。
工作台是由镶钢滚柱导轨来支撑的,这样可以使回转台平稳的运动。
1.4 设计要求及主要参数1.4.1设计准则将严格按照以下设计准则来完成本次设计:1)创造性的利用所需要的物理性能2)分析原理和性能3)判别功能载荷及其意义4)预测意外载荷5)创造有利的载荷条件6)提高合理的应力分布和刚度7)重量要适宜8)应用基本公式求相称尺寸和最佳尺寸9)根据性能组合选择材料10)零件与整体零件之间精度的进行选择11)功能设计应适应制造工艺和降低成本的要求.第二章数控回转工作台的结构设计2.1设计工作台的基本要求数控回转工作台一般是由三部分组成的,其中一部分是传动装置,另一部分是原动机,还有工作台。
其中的传动装置主要是在其中传递运动,让工作台运转。
合理的传动方案主要满足以下要求:(1)机械的功能要求:应满足工作台的功率、转速和运动形式的要求。
(2)工作条件的要求:例如工作环境、场地、工作制度等。
(3)工作性能要求:保证工作可靠、传动效率高等。
(4)结构工艺性要求;如结构简单、尺寸紧凑、维护便利、工艺性和经济合理等。
数控回转工作台作为数控铣床装夹工件的机床附件,它对机床的影响是非常大的。
而数控回转台合理的传动方案的好坏直接影响到数控回转工作台的性能。
所以选择合适的传动方案对于本次设计显得尤为重要。
2.2数控回转工作台传动方案的选择有如下三种不同的方案图2-1 方案(1)方案(1)采用的是皮带传动加涡轮蜗杆的传动方案。
分析此方案可发现皮带有不少的缺点:1、滑动损失皮带在工作时,由于带轮两边的拉力差以及相应的变形经差形成弹性滑动,导致带轮与从动轮的速度损失。
弹性滑动与载荷、速度、带轮直径和皮带的结构有关,弹性滑动率通常在1%-2%之间。
有的皮带传动还有几何滑动。
过载时将引起打滑,使皮带的运动处于不稳定状态,效率急剧下降,磨损加剧,严重影响皮带的寿命。
2、滞后损失皮带在运行中会产生反复伸缩,特别是带轮上的绕曲会使皮带体内部产生摩擦引起功率损失。
3、空气阻力高速传动时,运动中的风阻将引起转矩损耗,其损耗值与速度的平方成正比。
因此,设计高速皮带传动时,皮带的表面积宜小,尽量用厚而窄的皮带,带轮的轮辐面要平滑,或用辐板以减小风阻。
4、轴承的摩擦损失皮带在工作时,轴承受到皮带的拉力,也引起转矩损。
滑动轴承的损伯为2%-5%,滚动轴承的损失为1%-2%图2-2:方案(2)方案(2)采用的是涡轮蜗杆加齿轮组的传动方案该传动方案分析如下:齿轮传动承受载能力较高,传递运动准确、平稳,传递功率和圆周速度范围很大,传动效率高,结构紧凑。
蜗杆传动有以下特点:1.传动比大在分度机构中可达1000以上。
与其他传动形式相比,传动比相同时,机构尺寸小,因而结构紧凑。
2.传动平稳蜗杆齿是连续的螺旋齿,与蜗轮的啮合是连续的,因此,传动平稳,噪声低。
3.可以自锁当蜗杆的导程角小于齿轮间的当量摩擦角时,若蜗杆为主动件,机构将自锁。
这种蜗杆传动常用于起重装置中。
4.效率低、制造成本较高蜗杆传动是,齿面上具有较大的滑动速度,摩擦磨损大,故效率约为0.7-0.8,具有自锁的蜗杆传动效率仅为0.4左右。
为了提高减摩擦性和耐磨性,蜗轮通常采用价格较贵的有色金属制造图2-3:方案(3)方案(3)采用的是齿轮传动加锥齿轮的传动方案,锥齿轮在很大程度上与涡轮蜗杆有可以相互取代的可能,但在本次设计中要求能传动自锁,这是锥齿轮传动所不具备的。
由以上分析可得:将齿轮传动放在传动系统的高速级,蜗杆传动放在传动系统的低速级,传动方案较合理。
同时,对于数控回转工作台,结构简单,它有两种型式:开环回转工作台、闭环回转工作台。
两种型式各有特点:开环回转工作台 开环回转工作台和开环直线进给机构一样,都可以用点液脉冲马达、功率步进电机来驱动。
闭环回转工作台 闭环回转工作台和开环回转工作台大致相同,其区别在于:闭环回转工作台有转动角度的测量元件(圆光栅)。
所测量的结果经反馈与指令值进行比较,按闭环原理进行工作,使转台分度定位精度更高。
2.3电机的选择许多机械加工需要微量进给。
要实现微量进给,步进电机、直流伺服交流伺服电机都可作为驱动元件。
步进电机的特点:一是过载性好。
其转速不受负载大小的影响,不像普通电机,当负载加大时就会出现速度下降的情况,所以步进电机使用在对速度和位置都有严格要求的场合;二是控制方便。
步进电机是以“步”为单位旋转的,数字特征比较明显,这样就给计算机控制带来了很大的方便,反过来,计算机的出现也为步进电机开辟了更为广阔的使用市场;三是整机结构简单。